
微波处理对粘胶纤维机械性能影响
2016-12-16 07:38林燕萍
现代纺织技术 2016年6期
林燕萍
(江西服装学院,南昌 330201)
微波处理对粘胶纤维机械性能影响
林燕萍
(江西服装学院,南昌 330201)
利用微波产生的电磁场对粘胶纤维进行处理,分析微波对粘胶纤维服用性能的影响。研究表明:经过微波处理,纤维表面出现了深浅不一、大小各异、分布无规律的坑穴;纤维的断裂强度随着微波处理时间与微波功率的增加而降低,而纤维的质量损失率、表面摩擦系数、断裂伸长率及质量比电阻随着微波处理时间与微波功率的增加而上升。
微波;粘胶纤维;微观形貌;服用性能
粘胶纤维是利用天然纤维素碱化处理后通过湿法纺丝纺制而成的人造纤维[1]。粘胶纤维属于典型的纤维素Ⅱ型再生纤维素纤维,具有较好的吸湿性能、不易起静电、色谱齐全、色泽鲜艳及色牢度较好、成本低廉等特点,广泛应用于各类装饰用品及内衣产品[2]。微波是频率300MHz~300GHz的电磁波,纤维中的有极分子在微波电磁场的作用下发生取向排列,从而改变粘胶纤维的性能。本文通过微波对粘胶纤维的处理,分析微波处理对粘胶纤维性能的影响,为粘胶纤维服用性能的改善提供一定的参考依据。
1 实 验
1.1 实验材料
普通粘胶纤维(规格为1.36dtex×36mm;山东海龙股份有限公司)、丙酮(分析纯,苏州新淳化工有限公司)。
1.2 实验仪器
NJL07-3型实验用微波炉(南京杰全微波设备有限公司)、CT-C系列热风循环烘箱(南京同皓干燥设备有限公司)、HT/HS-100台式恒温恒湿试验箱(北京恒泰丰科试验设备有限公司)、ML204分析天平(梅特勒-托利多国际股份有限公司)、JSM-6360LV型扫描电镜(日本日立电子公司)、Y151型纤维摩擦因数测定仪(南通三思机电科技有限公司)、XQ-1型纤维强伸度仪(上海新纤仪器有限公司)、YG321型纤维比电阻仪(上海民仪电子有限公司)。
1.3 实验方法
1.3.1 形貌观察
利用JSM-6360LV型扫描电镜(SEM)对未经微波处理的粘胶纤维与经在700W功率微波下处理5h的粘胶纤维纵向微观形貌进行观察。实验条件:扫描电镜加速电压为18kV,粘胶纤维试样喷金时长为90s。
1.3.2 质量损失率测试
将粘胶纤维按照与1∶30的浴比放置在丙酮溶液中浸泡30min后,用蒸馏水清洗,以除去粘胶纤维表面的油脂和杂质,避免产生实验误差。将蒸馏水清洗后的粘胶纤维放置到温度为105℃的烘箱中烘至恒重。使用ML204分析天平分别称取烘干后的粘胶纤维3g,此时粘胶纤维的质量记作G0,共称取质量为2g的粘胶纤维5份。将称取好的粘胶纤维分别放到NJL07-3型实验用微波炉中,在转盘转速50r/min、微波功率100W的实验条件下分别放置0.5、1.5、3、5h,取出1份,进行称重,重量记作Ga。利用式(1)计算粘胶纤维经微波处理的质量损失率。该实验重复5次,取5次质量损失率的平均值。
(1)
式中:W—质量损失率,%;G0—微波实验前称取质量,g;Ga—微波实验不同时间点粘胶纤维质量残存质量,g。
在其他实验条件不变的情况下,将上述实验分别在微波功率为200、400、700W的实验条件下再次进行实验,计算粘胶纤维的质量损失率。
1.3.3 表面摩擦系数测试
将未经微波处理的粘胶纤维(标记为经微波处理0h)与经微波处理后的粘胶纤维,放置在温度为20℃、相对湿度为65%条件下平衡24h。依照《纺材实验》中纤维辊的制作方法制作粘胶纤维辊(本次实验只研究粘胶纤维与粘胶纤维辊的表面摩擦系数,与钢辊和橡胶辊的表面摩擦系数暂不涉及)[3],在纤维两端预加张力为100mg的条件下,测试未经微波处理与经不同微波功率及不同处理时间的粘胶纤维的表面摩擦系数。利用Y151型纤维摩擦因数测定仪测定粘胶纤维的表面摩擦系数,测试条件:测试纤维的静态与动态表面摩擦系数时,Y151型纤维摩擦因数测定仪的转速设定为1r/min与30r/min。每种处理方式的粘胶纤维均测试100根,使用罗曼诺夫斯基准则排除测试过程中出现的异常数据后,取剩余测试结果的平均值。
1.3.4 力学性能测试
将未经微波处理的粘胶纤维(标记为经微波处理0h)与经微波处理后的粘胶纤维,放置在温度为20℃、相对湿度为65%条件下平衡24h。使用XQ-1型纤维强伸度仪测试粘胶纤维试样的断裂强度与断裂伸长率。粘胶纤维试样的夹持长度为20mm,纤维的初始张力为0.2cN,纤维测试拉伸速度为20mm/min,力的测量精确度是0.01cN,纤维伸长的测量精度为0.01mm。每组粘胶纤维试样重复30根,使用罗曼诺夫斯基准则排除测试过程中出现的异常数据后,取平均值。
1.3.5 质量比电阻测试
将未经微波处理的粘胶纤维(标记为经微波处理0h)与经微波处理后的粘胶纤维,放置在温度为20℃、相对湿度为65%条件下平衡24h。利用ML204分析天平称取每种处理方式的粘胶纤维45g,将45g粘胶纤维平均分成3份,每份粘胶纤维15g。使用YG321型纤维比电阻仪对粘胶纤维的质量比电阻进行测试。每种处理方式的粘胶纤维测试3组,取其平均值。
2 结果与讨论
2.1 微观形貌
未经微波处理的粘胶纤维与经在700W功率微波下处理5h的粘胶纤维纵向扫描电镜图片如图1所示。从图1可以明显看出,经过微波处理,粘胶纤维表面出现了深浅不一、大小各异、分布无规律的坑穴。由此可以推知,由于坑穴的产生,导致粘胶纤维强力弱环增加,力学性能下降,这可以从下文的粘胶纤维力学性能测试中得到验证。
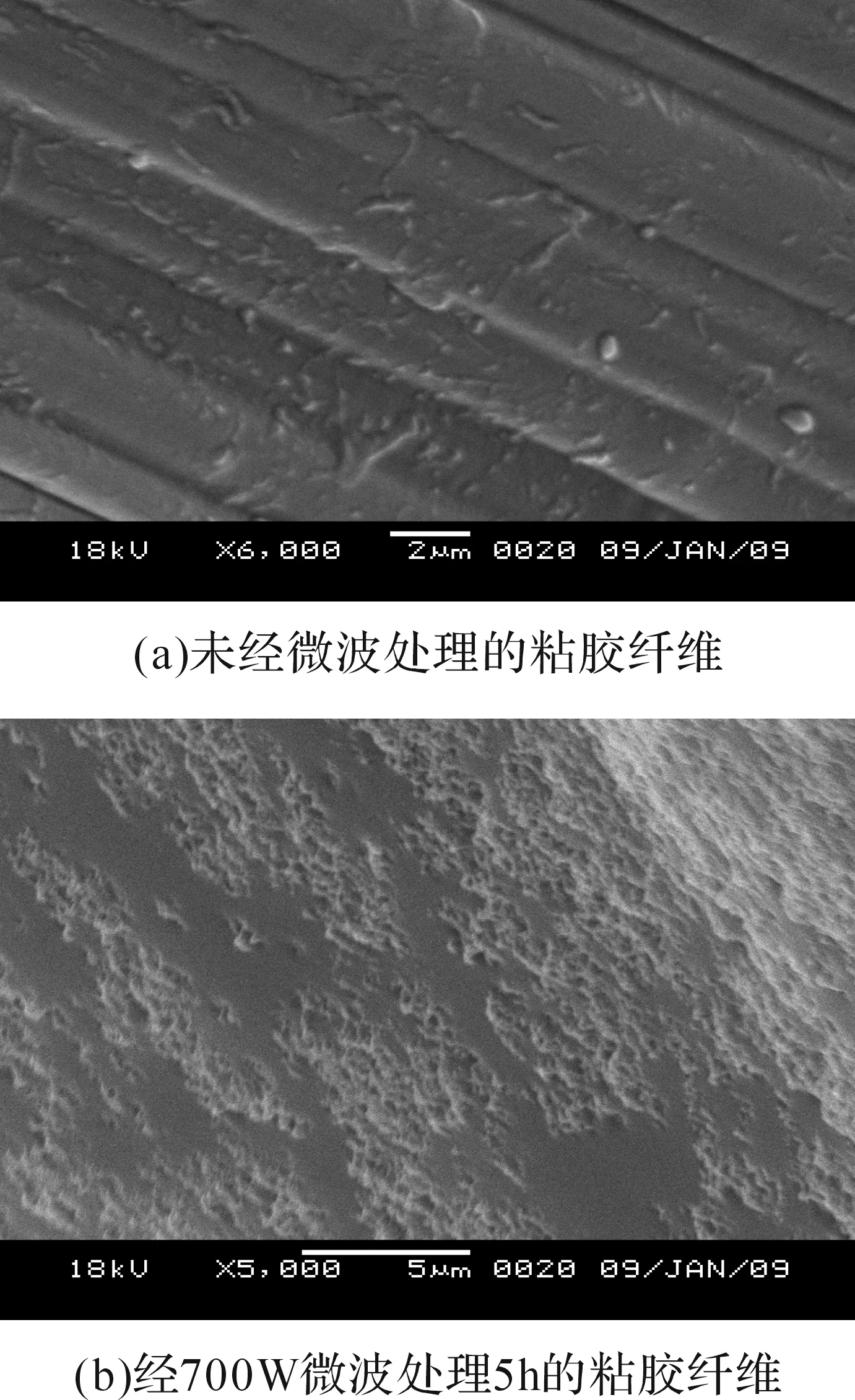
图1 粘胶纤维扫描电镜照片(SEM)
2.2 质量损失率
不同功率微波处理不同时间粘胶纤维剩余质量及质量损失率测试结果如表1所示。从表1可以看出,在不同功率微波的处理条件下,随着处理时间的增加,粘胶纤维的质量损失率均呈现上升趋势。而在相同的微波处理时间条件下,随着微波功率的增加,粘胶纤维的质量损失率也不断上升。这是由于在微波电磁场中,粘胶纤维分子中的原子外围的电子云受到微波电磁场的作用而发生位移,当电子云受电磁场的牵引到达一定程度时,进而导致粘胶纤维中大分子构象的变形与位移。大分子结构中还有有机基团,如纤维素分子结构的羟基,这些有机基团在电磁场的作用下会发生偶极极化现象,在外界电磁场的作用下,不断跟随外界电磁场变化排列方向[4]。以上所述的分子结构是导致粘胶纤维在微波的作用下产生热量的主要原因。
由于微波作用致使粘胶纤维产生大量的热量而导致粘胶纤维的大分子结构的变形和破坏,进而导致粘胶纤维结晶度的下降,无定型区的增加。随着微波处理时间的不断增加,粘胶纤维内部积累的能量不断升高,粘胶纤维的热降解速率加快,这也是粘胶纤维质量损失率随着处理时间增加不断上升的原因。而微波的功率,直接影响粘胶纤维接受能量的大小,微波功率越大,粘胶纤维内部积累的能量越高,质量损失率也就越高。
表1 不同功率微波处理不同时间粘胶纤维剩余质量及质量损失率
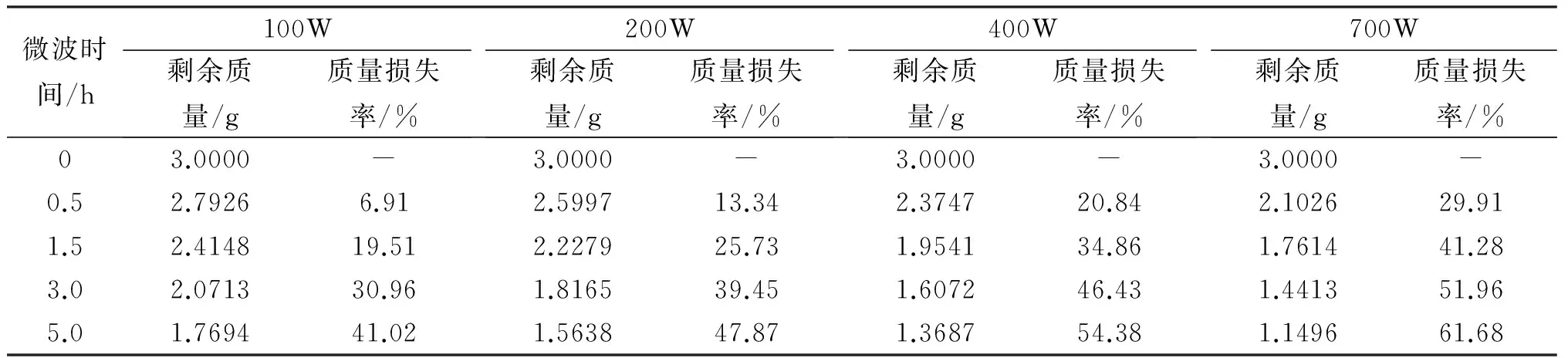
微波时间/h100W剩余质量/g质量损失率/%200W剩余质量/g质量损失率/%400W剩余质量/g质量损失率/%700W剩余质量/g质量损失率/%03.0000-3.0000-3.0000-3.0000-0.52.79266.912.599713.342.374720.842.102629.911.52.414819.512.227925.731.954134.861.761441.283.02.071330.961.816539.451.607246.431.441351.965.01.769441.021.563847.871.368754.381.149661.68
2.3 表面摩擦系数
不同功率微波处理不同时间粘胶纤维的表面摩擦系数测试结果如表2所示。从表2可以明显看出,在不同功率微波的处理条件下,随着处理时间的增加,粘胶纤维的静态与动态表面摩擦系数均有不同程度的上升,在相同的微波处理时间条件下,随着微波功率的增加,纤维的表面摩擦系数不断上升。这是由于微波的处理,在电磁场的作用下,纤维内部的极化现象使得纤维内部积累了较高的能量,改变了纤维原有大分子骨架构型,使得粘胶纤维表面出现了深度不一,分布不均的坑穴,且随着微波处理时间与微波功率的增加,这种坑穴数量与深度增加,这就是随着微波处理时间与微波功率增加,粘胶纤维表面摩擦系数上升的主要原因。从这点上说,微波处理增加了纤维间的抱合力,有利于纺纱。
表2 不同功率微波处理不同时间粘胶纤维的表面摩擦系数
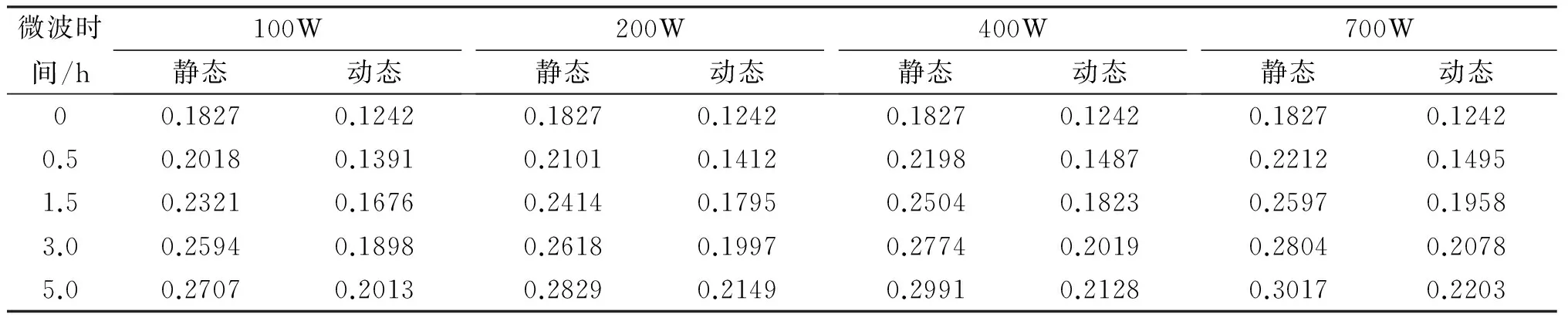
微波时间/h100W静态动态200W静态动态400W静态动态700W静态动态00.18270.12420.18270.12420.18270.12420.18270.12420.50.20180.13910.21010.14120.21980.14870.22120.14951.50.23210.16760.24140.17950.25040.18230.25970.19583.00.25940.18980.26180.19970.27740.20190.28040.20785.00.27070.20130.28290.21490.29910.21280.30170.2203
2.4 力学性能
不同功率微波处理不同时间粘胶纤维的力学性能测试结果如表3所示。从表3可以看出,在不同功率微波的处理下,随着处理时间的增加,粘胶纤维的断裂强度不断下降,而断裂伸长率不断上升。在相同微波时间下,随着微波功率的增加,粘胶纤维的断裂强度不断下降,而断裂伸长率不断上升。汤建伟等[5]的研究表明,微波的电磁场作用能使粘胶纤维内部发生极化,使纤维内部积累较高的能量,使大分子结构骨架变形,纤维的结晶结构细化、均化,导致纤维结晶的沉积析出,从而降低纤维的结晶度,增加纤维的无定型区。纤维结晶度下降是导致粘胶纤维断裂强度下降、断裂伸长率增加的主要原因;另一方面,由于微波的作用使纤维表面出现坑穴,导致粘胶纤维的强力弱环增加。随着微波处理时间与微波功率增加,粘胶纤维的结晶度下降幅度与纤维表面破坏程度增大,使得纤维的力学性能下降加剧。
表3 不同功率微波处理不同时间粘胶纤维的力学性能
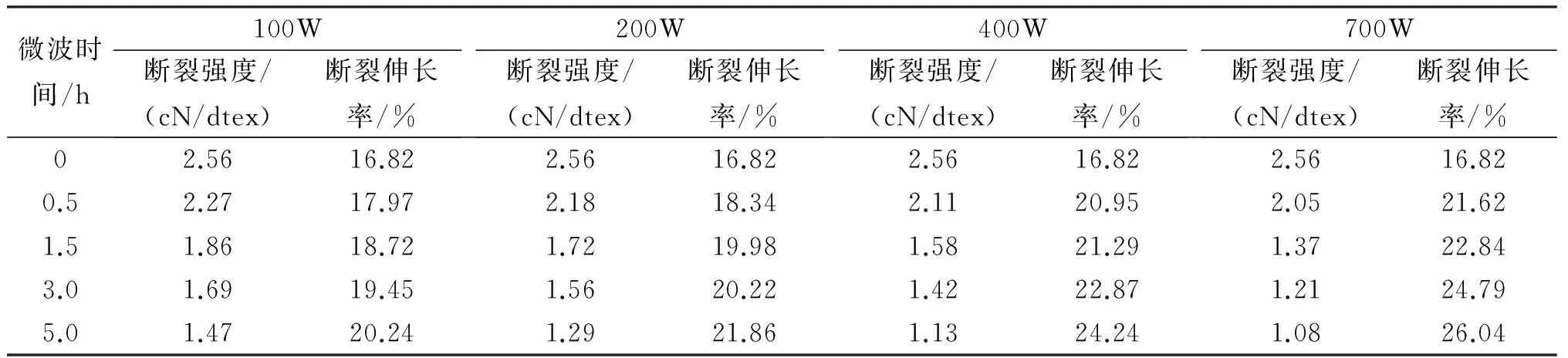
微波时间/h100W断裂强度/(cN/dtex)断裂伸长率/%200W断裂强度/(cN/dtex)断裂伸长率/%400W断裂强度/(cN/dtex)断裂伸长率/%700W断裂强度/(cN/dtex)断裂伸长率/%02.5616.822.5616.822.5616.822.5616.820.52.2717.972.1818.342.1120.952.0521.621.51.8618.721.7219.981.5821.291.3722.843.01.6919.451.5620.221.4222.871.2124.795.01.4720.241.2921.861.1324.241.0826.04
2.5 质量比电阻
不同功率微波处理不同时间粘胶纤维的质量比电阻测试结果如表4所示。从表4中可以明显看出,随着微波处理时间的增加,不同功率微波处理的粘胶纤维的质量比电阻具有不同程度的上升,在相同微波处理时间条件下,随着微波功率的增加,纤维的质量比电阻也有不同程度的上升。这是由于微波电磁场的作用导致结晶度下降,无定型区增加,使得纤维内部的介电常数升高,致使粘胶纤维的质量比电阻增加,且随着微波处理时间与微波功率的增加而升高。
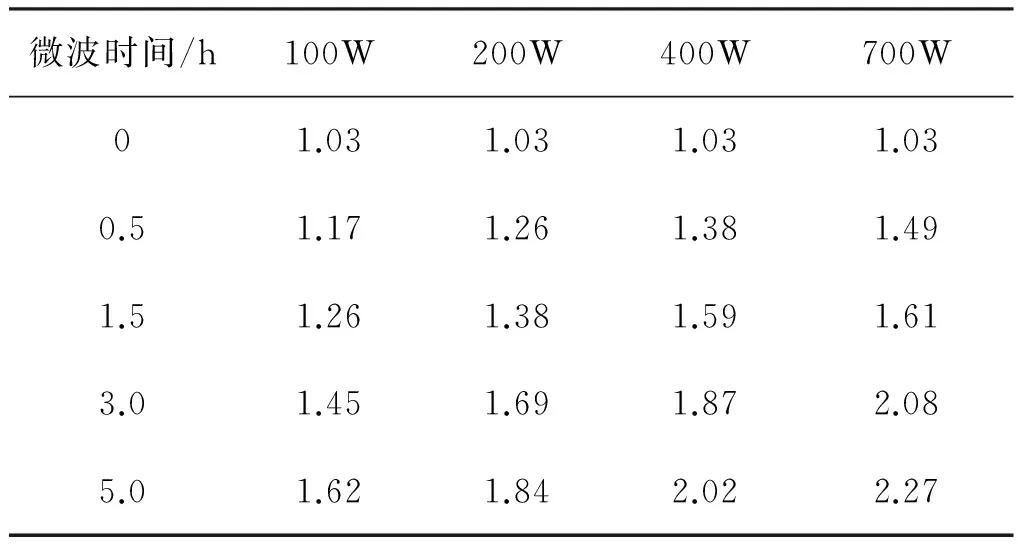
表4 不同功率微波处理不同时间
3 结 论
粘胶纤维经过微波的处理,表面出现了无规律分布、大小各异、深浅不一的坑穴,且损失程度随着微波处理时间与微波功率的不断增加而不断加剧,使得纤维表面摩擦系数增加。同时,在实验范围内纤维表面的损伤造成了纤维强力弱环的增加,使得纤维的断裂强度随着微波处理时间与微波功率的不断增加而不断降低。而纤维的质量损失率、断裂伸长率及质量比电阻则随着微波处理时间与微波功率的不断增加而不断上升。
[1] 刘海洋,王乐军,李琳,等.再生纤维素纤维的现状与发展方向[J].纺织导报,2006,26(4):57-59.
[2] 彭松娜,胡俊琼,齐大鹏.粘胶纤维光氧降解性能研究[J].人造纤维,2012,230(4):2-4.
[3] 沈建明.纺材实验[M].北京:中国纺织出版社,1999:67-73.
[4] 张丽.微波对纤维素纤维结构与性能的影响及应用研究[D].上海:东华大学,2008.
[5] 汤建伟,钟本和,许秀成,等.微波作用下的结晶过程分析[J].化工矿物与加工,2002,37(11):7-17.
(责任编辑:康 锋)
Effect of Microwave Processing on Mechanical Performance of Viscose Fiber
LINYanping
(Jiangxi Institute of Fashion Technology, Nanchang 330201, China)
Electromagnetic field generated by microwave was used to process the viscose fiber to study the effect of microwave of on wear-abilities of viscose fiber. Studies show that different size and depth of the cavity in irregular distribution appear on the surface of viscose fibers after microwave processing. The mass loss rate of the fiber, surface friction coefficient, elongation at break and mass specific resistance all increase with microwave processing time and microwave power rise except breaking strength.
microwave; viscose fiber; microtopography; wear-abilities
2015-09-01
林燕萍(1982-),女,四川泸州人,讲师,主要从事功能性服装设计与工艺方面的研究。
TQ316.31
A
1009-265X(2016)06-0006-04
猜你喜欢
中外公路(2022年1期)2022-05-14
今日农业(2021年1期)2021-11-26
纺织科学研究(2021年6期)2021-07-15
中学生数理化·八年级物理人教版(2020年3期)2020-10-29
品牌研究(2020年32期)2020-08-09
应用数学(2020年2期)2020-06-24
山东纺织科技(2020年5期)2020-01-01
海外星云(2016年19期)2016-10-24
中国蜂业(2016年3期)2016-09-06
中国学术期刊文摘(2015年10期)2015-10-31
