
大型平绕式散热匝磁极线圈制造
2016-12-15 10:08徐雪权
上海大中型电机 2016年4期
徐雪权
(上海电气集团上海电机厂有限公司,上海 200240)
大型平绕式散热匝磁极线圈制造
徐雪权
(上海电气集团上海电机厂有限公司,上海 200240)
针对大型平绕式散热匝磁极线圈的特点,分别阐述了磁极线圈制造中S弯跨线、线圈正绕反绕、线圈固化等制造难点,通过一定工艺措施和方法完成磁极线圈制造,为以后在平绕式散热匝磁极线圈制造领域提供了宝贵的经验。
散热匝磁极线圈;正绕;反绕;焊接;固化
0 引言
大型交流同步电机平绕式散热匝磁极线圈是引进德国西门子公司的技术。该磁极线圈比起传统拼焊结构散热匝线圈来说加工更加方便,周期更加短,成本更加低廉。
1 平绕式散热匝磁极线圈结构形式
此平绕式散热匝磁极线圈普通匝采用2.8×55软铜带TDR,散热匝采用2.4×65软铜带TDR两根平绕而成,如图1所示。其中正绕10圈反绕8圈,在绕制过程中边绕边垫匝间绝缘,然后装夹板紧固后进烘房进行固化。
此类线圈加工存在着许多问题,其中主要有以下几个难点:
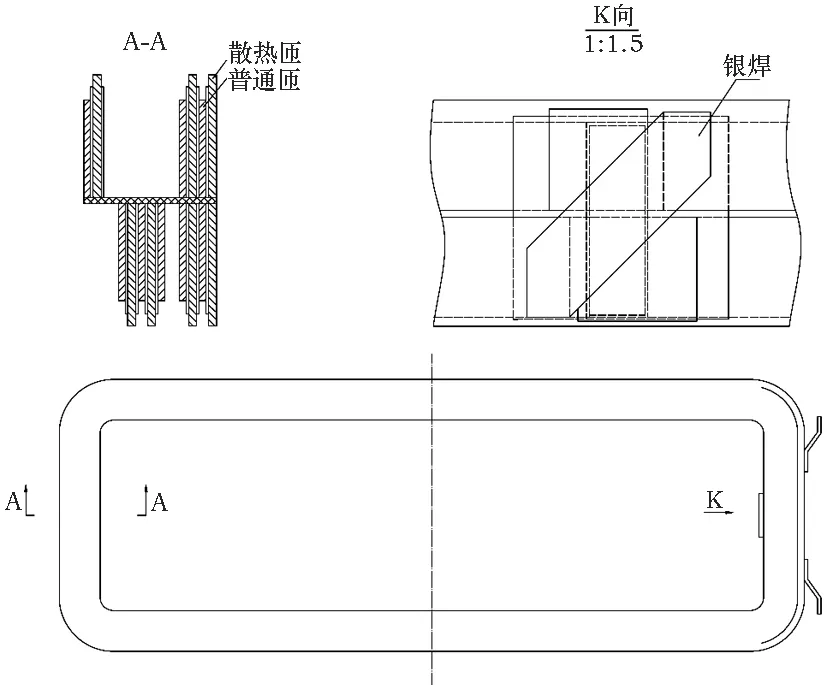
图1 平绕式散热匝磁极线圈结构
1) 需解决S弯跨线问题;
2) 需解决磁极线圈正绕、反绕问题;
3) 需解决磁极线圈固化问题。
2 在制造工艺上的一些改进措施
在工艺方案制定中,我们在力求保证线圈制造质量的前提下,利用现有的设备,作出了如下的工艺改进。
2.1 磁极线圈S弯跨线
1) 根据绕线模的端部到中间这段长度,配制2.8×55和2.4×65软铜排各二段,将铜排放在平台上敲直拍平备用。
2) 取出二块接头片,铜排在接头片上划定位尺寸,其尺寸是中间预留65~100 mm左右,两头焊上散热片,一根用于接正绕线圈,另一根在反绕时接上反绕线圈。最重要的是在正绕线圈和反绕线圈的层间要先预留4 mm的层间距离,为了能够精确控制好这4 mm的层间尺寸,预先制作了一块4 mm的样板,在划线时将样板垫在两段铜排之间,这样就能有效地控制好4 mm的尺寸,确保在普通片和散热片合起来时不会有偏差。
3) 尺寸划好后用夹具把接头和散热匝固定,然后用气焊方式将其牢牢焊接,并去毛倒角。散热片焊好后还要焊普通片,取出另一块接头片和两段普通片,接头片的一端焊上用于正绕,另一端焊上后用于反绕。划定尺寸时最重要的也是正绕和反绕的层间要先预留4 mm的层间尺寸,然后同样用夹具把两段普通片固定在接头片的两边,然后用气焊方式将其牢牢焊接,如图2所示,焊接完成再去毛刺倒角。

图2 散热片与普通片的跨线焊接
4) 当普通片和散热片焊好后先在散热片的正绕及反绕上预先包上三张Nomex纸,用0.06×15的聚酯薄膜粘带固定,然后普通片叠在散热片上合起来,如图3所示,在中间垫上三张Nomex纸,最后固定在绕线模的跨线部位。

图3 散热片与普通片的合并
2.2 磁极线圈正绕、反绕
1) 装盘 将2种规格的精制铜排装在线盘上,吊在搁线架上,普通片搁置在搁线架的上面,散热片搁置在下面,普通片穿过搁线架的夹板拖到前面,散热片则不穿过夹板直接拖到前面,如图4所示。这样做的目的一是在绕制线圈的过程中确保有合适的张力,张力太大势必造成铜排横截面被拉细,会造成电阻值异样,张力太小又会造成线圈难以绕制或者绕完后外径尺寸大而无法装配;二是如果两根铜排都放在夹板中由于普通匝与散热匝互相干扰而造成无法绕制的后果。

图4 线盘安装
2) 铜线到位后把先前固定在绕线模上的S弯跨线散热片和线盘上的散热片剪成45°对接。焊接普通片,普通片也剪成45°对接,焊接完毕后,打毛并用砂皮砂光。
3) 正绕 在绕线时,为了保证匝间绝缘质量,要求边绕线边去毛刺,去完毛刺后再在普通片的铜线两侧粘上0.06×15的聚酯薄膜粘带。散热片在去完毛刺后每一圈都要用三张Nomex纸折成U字形插在铜线上,并用0.06×15的聚酯薄膜粘带以30 cm的跨距固定在铜线上,Nomex纸的连接部分则以间隔10 mm的方式错位搭接。绕线时,每一圈都要敲平校直,用力均匀,不可以破坏散热片上的绝缘纸,绕完一匝后都先要将其固定再可以继续绕下一匝,直至10圈正绕结束。其间要不时注意正绕与反绕之间的4 mm尺寸,结束后在线圈四个面上都加以固定,然后装上模板固定后用行车吊起反个方向做反绕,如图5所示。
4) 反绕 反绕第一步仍是焊接,把散热片与散热片对焊,把普通片和普通片对焊,同样要去毛刺并用砂皮砂光,反绕时要使用4 mm的层间垫片,如图6所示。绕线时铜排需要去毛刺,去完毛刺后再在普通片的铜线两侧粘上0.06×15的聚酯薄膜粘带,在散热片去完毛刺后则每一圈都要插上三张Nomex纸,从绕线的第二圈起把4 mm的层间垫片垫入层间,直至整个反绕结束。层间垫片的垫入会增加反绕的难度,所以反绕时要比正绕更加仔细,要保证绝缘纸不受损伤。反绕总共8圈,然后和正绕时一样把反绕的四个面都予以固定。

图5 正绕

图6 反绕
5) 绕线时注意事项 一要保证铜排平整,由于两根铜排并绕难度确实不小,更由于所绕的铜排是一根宽一根窄,两根铜线宽度差有10 mm,所以在校直中一直碰到难以校直的问题,在校直时窄的铜排会出现滑动的现象。为了解决这一问题,在绕线时用10 mm胶木板的垫条,在每一面敲平,校直时将胶木条垫入窄铜排,以保证其在校直受力时不会滑动。二要保证匝间绝缘不受损伤,绕制时每匝都必须去毛,在拍平时要注意保护好所垫绝缘。三要保证正绕与反绕线圈4 mm层间间隙。
2.3 磁极线圈固化
1) 引线头完全焊牢后,然后修补散热片上焊接时被烧坏的Nomex纸,在夹紧平台的下模上涂硅脂,并把线圈放在其上面,排装前金属模心的曲率半径应先按线圈的实际曲率半径配作、修磨,整个排装的结构和装模固化如图7、8所示。装上盖板,并初步拧紧盖板的螺栓,将夹紧平台连同线圈一起用平车推入烘房,并将Pt100热电偶用弹簧夹紧夹在线圈散热匝的表面上,并接通温度数显仪。

图7 排装示意图

图8 装模固化
2) 通电升温到130±5 ℃,将线圈拉出烘房,拧紧上下及侧向螺栓,使线圈的高度和宽度尺寸都控制在图纸的尺寸范围内。
3) 再度将线圈推进烘房升温,升温到160 ℃时保温,保温温度160±10 ℃,时间10 h。
4) 保温结束后将线圈拉出烘房。冷却到60~80 ℃后拆模,拆模时务必仔细、认真以免损伤绝缘,如图9所示。

图9 固化后线圈
3 结语
平绕式散热匝磁极线圈制造技术全部引进德国西门子公司,对于我公司来说既没有制造先例,又没有可以借鉴的经验。通过一边学习一边加工,逐步熟悉该线圈的制造工艺过程。在加工中,解决了绕制过程中张力控制难、S弯跨线、正绕、反绕以及绝缘固化等一系列难点,最终圆满地完成了这一产品。为我公司以后在平绕式散热匝磁极线圈制造领域提供了宝贵的经验。
·信息点滴·
英国SCORE计划再启 600万英镑砸向可再生能源技术革新
一项600万英镑的基金计划启动,旨在资助英国200多家企业进行海上可再生能源的革新。这个“SCORE”计划,是由位于萨福克郡洛斯托夫特镇的OrbisEnergy创新育成中心提出的,提供高达5万英镑的补助支持企业开发新技术。在“SCORE”计划中,资助超过50家企业,投资40个项目,提供70个就业机会,而这次资金数额是以前的两倍,资助超过200家企业实现技术革新,提供100个就业机会。
目前,世界上一些大型风电场正在沿东海岸建设,萨福克郡地区以其成熟而高度创新的供应链,已经牢固地确立了自己作为英国海上可再生能源主要枢纽的地位。“SCORE”计划中部分资金由欧洲地区发展基金(ERDF)提供,主要资助对象是那些雇员人数少于250人,年营业额不超过5 000万欧元的企业。补助可高达5万英镑或者是合理成本的40%,最少也能获得2 500英镑的补助。被资助项目范围广泛,包括研究和开发,与大学及研究机构合作项目,确保专利权,获得专业设备或服务和调查技术的商业可行性。
“SCORE”计划有助于在海上风能、潮汐能及其他海洋方面的技术实现革新、降低成本和提高效率。也有助于那些石油天然气公司在寻求多元化发展的同时,降低其不断增长的成本。
20160401
工信部正式公布我国《工业绿色发展规划》
2016年7月18日,工信部正式公布《工业绿色发展规划(2016—2020年)》(以下简称《规划》),提出大力推进能效提升、大幅减少污染排放、加强资源综合利用、削减温室气体排放、提升科技支撑能力、加快构建绿色制造体系、推进工业绿色协调发展、实施绿色制造+互联网、提高绿色发展基础能力、促进工业绿色开放发展等十大主要任务。
根据《规划》,到2020年,绿色发展理念将成为工业全领域全过程的普遍要求,工业绿色发展推进机制基本形成,绿色制造产业成为经济增长新引擎和国际竞争新优势,工业绿色发展整体水平显著提升。
在具体目标方面,到2020年,能源利用效率显著提升。工业能源消耗增速减缓,六大高耗能行业占工业增加值比重继续下降,部分重化工业能源消耗出现拐点,主要行业单位产品能耗达到或接近世界先进水平,部分工业行业碳排放量接近峰值,绿色低碳能源占工业能源消费量的比重明显提高;资源利用水平明显提高。单位工业增加值用水量进一步下降,大宗工业固体废物综合利用率进一步提高,主要再生资源回收利用率稳步上升;清洁生产水平大幅提升。先进适用清洁生产技术工艺及装备基本普及,钢铁、水泥、造纸等重点行业清洁生产水平显著提高,工业二氧化硫、氮氧化物、化学需氧量和氨氮排放量明显下降,高风险污染物排放大幅削减;绿色制造产业快速发展。
20160402
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
重型机械(2022年2期)2022-04-18
铁道运输与经济(2021年9期)2021-09-22
中国新技术新产品(2020年20期)2020-12-21
防爆电机(2020年6期)2020-12-14
铁道通信信号(2020年1期)2020-09-21
制造技术与机床(2019年11期)2019-12-04
铁道通信信号(2018年3期)2018-04-19
电子制作(2017年20期)2017-04-26
大电机技术(2015年6期)2015-07-01
