
一种提高定子嵌线质量的工具
2016-12-15 10:08徐俊
上海大中型电机 2016年4期
徐 俊
(上海电气集团上海电机厂有限公司,上海 200240)
一种提高定子嵌线质量的工具
徐 俊
(上海电气集团上海电机厂有限公司,上海 200240)
结合某泵业有限公司研制的AP1000化容补水泵(CVS)配套电机的市场需要,提出了一种优化定子嵌线时固定硬端箍的支架结构,确保定子嵌线时线圈形状及质量。通过对硬端箍支架具体结构的介绍,详细阐述了组装工艺过程及使用方法和使用情况,并通过实际操作得到论证,为工艺技术人员提供一定的参考和借鉴。
异步电动机;定子嵌线;硬端箍;支撑支架
0 引言
在国家能源的快速发展下,水资源输送成了急需解决的问题,AP1000化容补水泵(CVS)项目就是国家为了解决此类问题而建立的重点项目,我公司承担起了500 kW化容补水泵配套电机的研制任务。定子嵌线是电机制造过程中相当关键的一步,长期困扰定子嵌线质量问题就是无法固定硬端箍保证线圈端部质量。为此,针对目前较多定子嵌线进行工艺研究,系统研究加强嵌线硬端箍的支撑性,确定定子嵌线硬端箍支撑支架的结构要素及相应最优工艺,提高定子嵌线外形及质量。
1 结构特点
本工具提供了一种能提高生产效率、减轻劳动强度、确保产品质量、通用性强的硬端箍支撑支架。原先工艺通过垫高适当位置后进行下线,对硬端箍无正确有效的支撑,很难保证线圈下线后的形状和质量。因此本工具要求在一定范围调节支紧位置,并能固定硬端箍的上下左右位置,主要利用支架调整控制端箍与铁心的同心度,保证定子嵌线过程中能持续地给端箍一个压力,轻便、简单且经济。
支撑支架是由1根定位杆、1根调节杆、1个接头、1个定位块和5个M12钢六角薄螺母组成,如图1所示。为了更有效地固定定位块和调节杆、定位杆和压圈,所有连接处都采用螺母锁紧,2根螺杆本体都加工相当长的螺纹,保证使用时的灵活性及不同产品之间的通用性,同时可以调整接头与压圈间的距离。考虑到定位块与端箍直接接触,其外层包扎的绝缘材料不能摩擦损坏,因此在加工过程中需对其外圆倒角修圆,表面圆滑过渡。
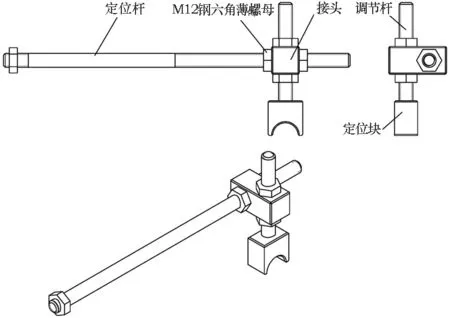
图1 支撑支架结构图
2 使用方法及使用情况
首先将支撑支架利用定位杆螺纹较短处拧紧在压圈M12工艺螺孔上,即利用工艺孔确定工具大致高度,用螺母锁紧固定,保证受力可靠。然后拧上接头铁块,旋转接头铁块调整适当位置见图2箭头1,与端箍相对一直线后在其两侧用螺母锁紧固定。将定位铁块拧在全螺纹螺杆端部后穿入转接接头, 旋转全螺纹螺杆调整定位铁块与端箍之间的距离后用螺母在接头铁块两侧固定见图2箭头2,保证定位铁块与端箍之间的受力强度。端箍圆周上共计固定4件支撑支架如图3所示,通过调节定位杆上接头位置保证端箍轴向尺寸,然后调节4件定位块相对位置保证端箍上下左右位置,即保证端箍径向尺寸,偏差在几毫米左右,同时尽可能保证四点受力均衡可靠、支撑牢固。
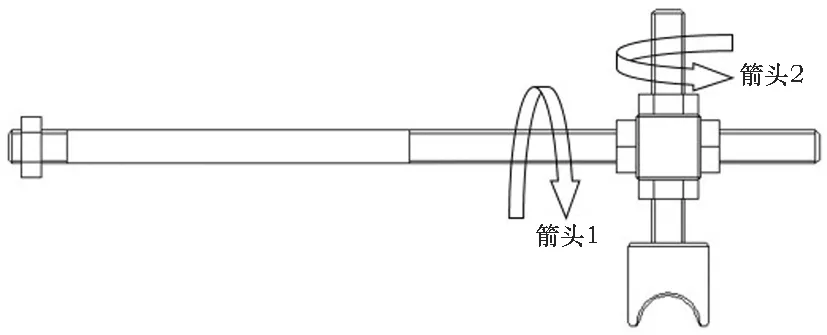
图2 调节原理图

图3 支撑支架安装图
支撑后,端箍固定牢靠,不易松动走形,不影响线圈下线。下线过程中线圈逐一嵌入槽内,在端部整形时,可以利用支撑支架对线圈出线离压圈止口位置进行调整,通过旋转定位块使线圈收缩或扩张至适当尺寸,并利用4件支架调整所有线圈至合理位置。从而帮助线圈端部形状整形,保证了线圈整体形状如图4所示。

图4 支架使用情况图
嵌线后,线圈整体形状美观、漂亮,保证了定子嵌线的外形和质量如图5所示。该支撑支架的使用得到了嵌线师傅的认可,也得到了相关监造人员的极大好评,同时为今后制造相关类似电机积累了宝贵经验。
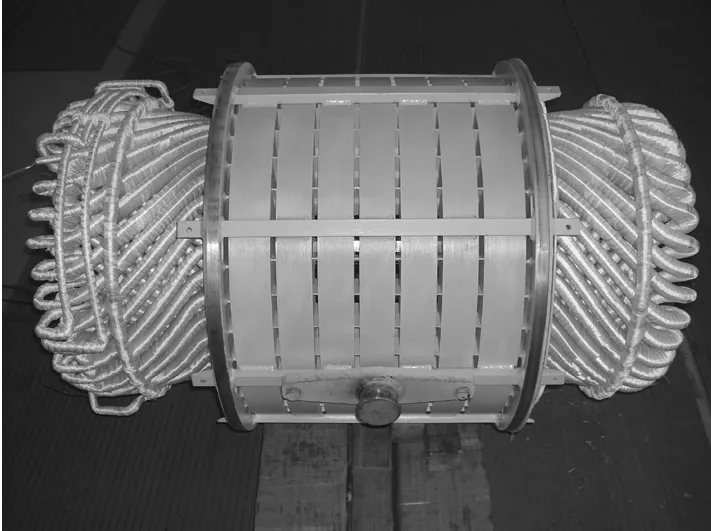
图5 定子嵌线完工图
3 结语
通过以上支撑支架工艺控制,既调节硬端箍与铁心内圆的同心度,同时保证端箍与压圈之间的距离,在实际操作中多次得到验证,定子嵌线完全能达到设计要求,保证其外形尺寸及表观质量。最终成功完成500 kW化容补水泵配套电机的研制任务。
猜你喜欢
防爆电机(2021年1期)2021-03-29
作文中学版(2020年9期)2020-11-24
作文·初中版(2020年9期)2020-10-12
有色金属加工(2020年4期)2020-08-20
思维与智慧·上半月(2020年4期)2020-04-13
思维与智慧(2020年7期)2020-04-09
测控技术(2018年2期)2018-12-09
福建质量管理(2018年20期)2018-11-14
电机与控制应用(2015年10期)2015-03-01
电力工程技术(2014年1期)2014-03-20
