八钢中厚板成品下表面亮斑分析及措施
2016-12-13 04:01:56张晓波八一钢铁股份有限公司
大陆桥视野 2016年20期
张晓波 / 八一钢铁股份有限公司
八钢中厚板成品下表面亮斑分析及措施
张晓波/ 八一钢铁股份有限公司
本文针对八钢中厚板分厂单机架状态下,成品下表面亮斑(辊印)现象,对其产生的原因进行分析,得出亮斑产生的主要原因,并就中厚板分厂实际生产情况进行了相应的改进。
亮斑;辊印;冷却;轧辊硬度
前言
随着经济的发展和市场竞争的加剧,用户已经不仅仅满足钢板表面质量符合国标要求,对钢板的表面质量也提出了更高的要求。
八钢中厚板分厂供应特变电工的厚度为8~12mm钢板,因钢板下表面亮斑影响到用户产品表面涂漆的美观性,对我厂提出质量异议,社会影响较大,对此我厂针对钢板亮斑产生原因进行调查。
1.钢板亮斑产生的原因分析
根据现场调查,我厂采用单机架生产时,轧辊表面容易受损,控制难度较大,下工作轧辊表面因各种原因易产生浅凹坑(辊印),经过测量深度约0.1~0.2mm,形状大小不一,对应钢板表面亮斑高度和形状大小,可以判断钢板下表亮斑主要是由于轧辊凹坑(辊印)所造成。结合我厂实际生产情况,对轧辊产生凹坑(辊印)的主要因素进行分析。
我厂所生产钢板下表面产生的亮斑对应轧辊辊印状态(如图一)对照,图一a为所生产钢板下表面亮斑状况,b为对应下工作轧辊辊印状态,该轧辊平均硬度为HSD 65.38,下线轧制吨位在1160吨;
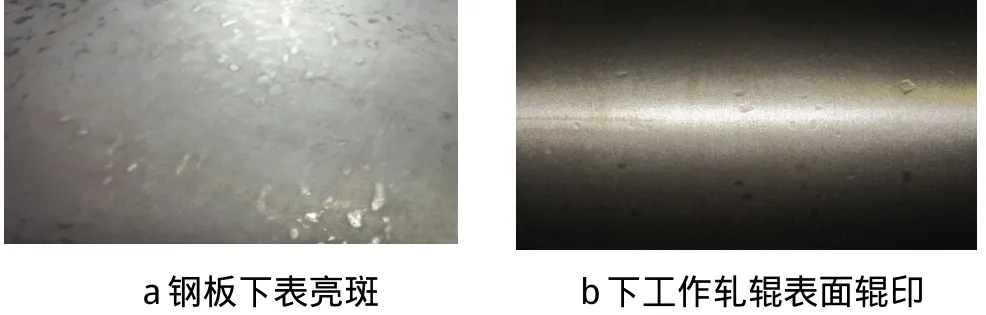
图一 钢板表面与下工作辊对应
1.1坯料的影响
1.1.1炼钢定尺坯经过切割后坯料切割断面存在割渣,部分割渣加热后不能将其烧尽,经过除鳞和中间输送,随着温度的下降割渣冷却更快,经过轧制容易对轧辊造成损伤产生辊印。
1.1.2我厂采用的坯料主要有两种,一种是小料(坯长1500~1750mm),一种是中段料(坯长2550~3050mm),考虑到提高成材率的因素同时根据轧机装备情况,料型不同轧制模式也不同。用小料轧制时,轧制采用预成型轧制,即先纵轧后展宽然后再成型轧制模式;用中段料轧制时,轧制采用的是直接转钢展宽轧制,即先转钢展宽在转钢纵轧成型的轧制模式。
通过测试,对同一下工作辊,两种不同轧制模式对应钢板下表每一轧辊周长内亮点数目的钢板轧制块数跟踪如表一:

表一 两种料型轧制模式下表亮斑轧制块数对比
由上可以看出,小料预成型轧制比中段料直接展宽轧制对轧辊损伤要大,主要原因是:因为切割过程控制问题及燃气压力、流量等问题造成板坯切割断面不整齐,热坯经过冷却其边部温降大,当咬入轧辊时板坯断面凸点先接触工作辊对轧辊造成点状损伤,形成辊印。
1.1.3我厂为推钢式加热炉和步进式加热炉同时生产,推钢式加热炉板坯入炉时为保证不偏斜,现采取板坯间加夹铁的方式控制,经加热后夹铁与板坯粘连,经除鳞输送冷却后经轧制造成轧辊损伤,形成辊印。
1.2加热及除鳞质量的影响
在加热炉内被加热的板坯表面生产有厚而硬的一次氧化铁皮,如果不被清除干净,就会在轧制时对成品表面质量带来不良影响,同时会对轧辊造成损伤。现场生产存在板坯边部一次氧化铁皮难以去除的现象,轧制过程掉落下辊对轧辊辊面造成损伤形成辊印。
加热温度过高,加热时间过长,炉内气氛控制不当。在加热过程中,若出现上述情况的一种或数种,在出钢轧制时,氧化铁皮便会粘在钢坯、钢板上,不容易被清除掉。氧化铁皮的去除难易与钢种表面生成的氧化铁皮的结构有关,每一个钢种均有一最佳的加热制度。[1]
1.3 轧辊冷却水路的影响
我厂轧辊冷却水分为上下工作辊冷却和上下支承辊冷却。下支承辊下工作辊冷却如(图二),从冷却喷嘴方向上来看,下工作辊和下支承辊冷却水的水流方向趋向工作辊和支承辊接触点流动,形成水幕,容易带入一次氧化铁、割渣等异物,通过工作辊与支承辊之间的碾压造成轧辊损伤,形成辊印。
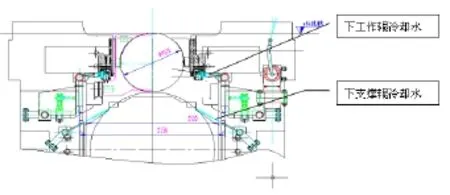
图二 下辊系冷却图
1.4 轧辊硬度的影响
近年来中厚板的工作辊多采用无限冷硬铸铁轧辊。为了满足耐热性和耐磨性的要求,硬度要求在60~75HSD之间,当把耐磨性作为重点考虑因素时,采用较高的硬度的轧辊;当把耐热性作为重点考虑因素时,采用较低硬度的轧辊。[2]
我厂工作辊采用的是高镍鉻无限冷硬铸铁轧辊,主要考虑的是耐磨性要求,轧辊平均硬度在65~75HSD之间;经实际生产数据摸索如(表一),表明轧辊硬度直接影响到抗损伤能力的大小,随着硬度的增加,轧辊所产生辊印的情况有所减轻。
1.5其他方面的影响
生产过程中,轧件在轧制过程存在异物轧入轧辊对轧辊造成损伤的现象,如:翘扣头控制不当拉丝,轧机本体螺栓等紧固件松动掉落等等情况。
2.减轻轧辊辊印采取改进措施
为了减轻轧辊辊印,我厂结合其他相近生产条件中厚板厂生产经验就我厂生产实际采取以下措施:
2.1减少板坯的影响
2.1.1板坯割渣产生与板坯切割技术相关,可以通过提高切割技能和清理割渣水平并加强管理和检查力度,板坯割渣是可以得到良好的控制;
2.1.2规程设置中考虑到成材率影响,建议单机架轧制应尽可能减少小料预成型轧制,要求板坯切割断面平整,减少局部凸点对轧辊造成的损伤。
2.1.3在除鳞箱时部分夹铁可以自行掉落,但是大部分夹铁在加热过程中表面融化会和板坯粘连,可以在除鳞箱前后加装板坯夹铁去除装置进行去除,或者通过人工方法去除。
2.2减少加热及除鳞质量的影响
2.2.1通过对板坯加热制度的优化,提高板坯加热质量保证板坯温度均匀的同时尽量减少氧化铁皮的生成和保证氧化铁皮易于去除。
2.2.2除鳞系统对减少板坯割渣和氧化铁皮对轧辊辊面的损伤有着关键作用,除鳞效果好坏与系统压力、流量和除鳞喷嘴据板坯距离及喷嘴角度、喷射角度有关,关键要保证其单位面积上的打击力和覆盖面。
最终目的保证除鳞干净,对于因各种因素除鳞不尽的板坯进行吊销处理,杜绝和减少一次氧化铁皮进入轧辊,造成轧辊辊面损伤。
2.3减少轧辊冷却水路的影响
2.3.1为了减少工作辊冷却水带入氧化铁皮和异物进入工作辊和支承辊之间,采用在下工作辊预装加装切水板的方式,即保证轧辊冷却效果也可以保证有效抑制水流带入异物进入工作辊和支承辊之间,减少轧辊受损。
2.3.2对于下支承辊冷却水流方向因素造成的影响,可以改变冷却水喷射方向为支承辊下部或者关闭下支承辊冷却水的方式进行解决;我厂通过关闭下支承辊冷却水进行测试,冷却效果比关闭之前温度提高了3~5℃,探伤结果正常,满足冷却要求。
2.4改进轧辊材质提高轧辊表面硬度
2.4.1提高轧辊硬度方面我厂采用的是改进型高鉻镍无限冷硬球墨铸铁工作辊,平均硬度提高到70~78HSD。实际使用下线后检查表面凹坑现象大幅减少。
2.4.2因轧辊硬度提高其耐热性相应减弱,通过改进轧辊冷却喷嘴提高轧辊冷却水量,从而保证轧辊冷却效果,经测试轧辊下线温度在45℃~50℃,经探伤表面微裂纹及软点情况正常。
2.5其他方面的改进措施
2.5.1在轧机集水罩加装档渣板、轧机前后加装侧喷水等措施,防止轧制过程机顶异物掉落钢板表面损伤轧辊。
2.5.2通过相应管理措施,通过操作改进减少钢板轧制过程产生的翘头侧弯拉丝现象;加强对轧机及其附属设备日常清理检查减少螺栓、焊条等异物掉落的可能,从而将轧辊受到的损伤减到最低。
2.5.3通过合理计划排布将表面质量要求较高的产品排在新工作辊上线前期轧制并限定块数(每轮次50~70块)。
3.结论
通过上述措施,轧辊损伤大幅度减少,轧辊表面凹坑现象得到很好缓解,通过现场数据对比,我厂生产钢板表面亮斑(辊印)大幅度减少,单付轧辊轧制合格品产量得到大幅度提高相比改进前平均提高了近60块。见表二;

表二 单付轧辊轧制合格钢板改进前后轧制块数对比
4结束语
我厂通过上述措施有效的解决轧辊辊印造成的钢板表面产生亮斑的现象,同时减少轧辊凹坑造成的轧辊消耗增加。在满足客户对我厂薄规格产品表面质量的要求,有效的开拓市场提高我公司中厚板产品的市场竞争能力。
[1]《中厚板生产》 冶金工业出版社 孙本荣主编1995.6.
[2]《轧钢机械》 冶金工业出版社 邹家祥主编 2004.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:30
冶金设备(2021年2期)2021-07-21 08:44:18
建材发展导向(2021年9期)2021-07-16 07:10:58
粉末冶金技术(2021年1期)2021-03-29 02:35:18
重型机械(2020年3期)2020-08-24 08:31:40
无机盐工业(2017年5期)2017-03-11 11:25:26
上海金属(2016年4期)2016-11-23 05:38:59
上海金属(2016年3期)2016-11-23 05:19:55
新疆钢铁(2016年3期)2016-02-28 19:18:54
新疆钢铁(2015年2期)2015-11-07 03:27:52