
煤制烯烃项目2#丙烯精馏塔吊装的常用方法
2016-12-12 10:09邹树胜
石油化工建设 2016年5期
邹树胜
中国神华煤制油化工有限公司北京工程分公司 北京 100009
煤制烯烃项目2#丙烯精馏塔吊装的常用方法
邹树胜
中国神华煤制油化工有限公司北京工程分公司 北京 100009
煤化工项目中塔类设备具有高、重、大的特点,对于2#丙烯精馏塔的吊装,一般是采用吊车分段吊装。随着设备制造水平和运输能力的提高,设备整体吊装成为可能。门式液压吊装系统的吊装能力能够满足设备整体吊装,整体吊装更容易提高设备的安装质量,保证施工的安全。本文主要分析了大型煤化工项目2#丙烯精馏塔的两种吊装方法,对其优劣性进行了分析。
丙烯精馏塔整体吊装分段吊装液压千斤顶
1 丙烯精馏塔的概况
传统的乙烯、丙烯制取路线是通过石脑油裂解生产,其缺点是过分依靠石油。由甲醇制乙烯、丙烯等低碳烯烃是最有希望替代石脑油为原料的制烯烃的工艺路线,目前工艺技术开发已经趋于成熟。甲醇制烯烃(MTO)的工业化,开辟了由煤炭或者天然气经气化生产基础制有机化工原料的新工艺路线,有利于改变传统煤化工的产品格局,是实现煤化工向石油化工延伸发展的有效途径。
MTO工艺由甲醇转化烯烃装置和烯烃分离装置组成。由于采用的工艺不同,丙烯精馏塔的规格尺寸重量有一定的差别,丙烯塔一般分为1#丙烯塔和2#丙烯塔,其中2#丙烯塔的规格尺寸较大,如神华陕西甲醇加工项目的丙烯塔提馏段重量700t,高度73.83m;神华新疆68万t/a煤基新材料项目2#丙烯塔设备净重1217t,高度111.88m。
下面以神华及中煤的项目为例来介绍一下2#丙烯精馏塔的吊装方法(下文除特殊说明外,丙烯精馏塔一般是指2#丙烯精馏塔)。
2 丙烯精馏塔吊装方法分类
目前对于丙烯精馏塔的吊装,按照设备是否分段有两种吊装方法。
一种是采用门式液压提升系统(简称门架或提升系统)整体吊装设备。目前国内具有多套吊装门架,门架的吊装能力也在逐步提高。吊装能力从十几年前的2500t,已经达到单门架5000t、双门架6400t。以上几套门架都能够满足丙烯精馏塔整体吊装的要求。
另一种是采用大吨位吊车进行分段吊装。目前对于千吨以上的设备基本上都是采用1000t级以上的吊车吊装。如神华包头煤化工项目采用M21000型1000t吊车分四段吊装;神华新疆68万t/a煤基新材料项目采用LR11350型1350t吊车分四段吊装。
3 采用门式液压提升系统吊装丙烯精馏塔
中煤榆林公司项目一期大型设备吊装工程中2#丙烯精馏塔在大件组装车间整体组焊成型,整体运输到装置吊装现场。设备规格为Φ7600×102680mm、本体重量1290t(不含塔盘支撑件)。用2500t门式液压提升系统整体吊装,用1250t履带式起重机配合抬尾。
3.1 吊装技术准备
3.1.1 采用的吊装工艺
设备吊装采用提升吊移抬送的工艺方法,即采用一套门式液压吊装系统作为主吊机械,用一台1250t履带吊车作为抬尾吊车配合抬送设备尾部。
运输车须保证将设备主吊耳运送到基础正中心,卸车后保证主吊耳在水平位置,抬尾吊耳竖直向上。
3.1.2 设备吊耳
主吊耳为2个管轴式吊耳,吊耳中心标高距离设备顶部法兰面距离为12000mm,方位在45。、225。,吊耳材质为Q345。抬尾吊耳为4个板式吊耳,方位在315。,4个吊耳平行布置,之间间距为1400mm。为与门架专有的2000t级吊具相配合,主吊耳的管轴外径为1590mm。吊耳由制造厂家焊接在设备本体上,主吊耳的焊接顺序应严格执行设计图纸要求。设备到货时提供吊耳材质证明、焊缝检验报告等。
3.1.3 吊具选择
主吊具均使用一套2000t级专用吊具,由巨力集团制造,在出厂时做了拉力实验。为保证吊装安全性,在使用2000t吊具前须对所有受力焊缝进行PT无损检测,当检测合格并出示合格报告后,方可使用。
两台塔的抬尾索具均选用一对Φ120mm-6× 61+FC-40m/根的钢丝绳,两弯四股/跟绳套配合4个300t卸扣使用。
3.1.4 吊装预留
因设备进场、抬尾吊车组装和行走、2500t提升系统站位、行走和锚点的影响,现场部分结构和设备基础需要预留,预留时间到设备吊装完成。
3.1.5 地基处理
地基处理分为以下五个部分:
3.1.5.1 提升系统吊装处底座下的地基处理
提升系统吊装时底座摆放区域须进行桩基处理,桩基上浇筑承台。
3.1.5.2 提升系统行走路径上的地基处理
提升系统行走路径上的管廊基础已施工完,为避免破坏已施工完的基础,2500t提升系统承台表面垫高0.5m,将提升系统行走路径表层碾压后同样垫高0.5m,填垫物素混凝土(吊装完后清除)。在表面摆放规格为2.2×7×0.42m的路基箱,2500t提升系统的底排摆放在路基上。
3.1.5.3 抬尾吊车行走路径上的地基处理
1250t抬尾吊车行走路径的地基处理采用换填法,换填材料为二级及配碎砾石,换填深度为0.6m。
3.1.5.4 设备进场道路的地基处理
设备进场道路与装置正式道路重合的不用另外处理,其余部分采用换填法进行处理,处理方法与1250t吊车行走路径相同。
3.1.5.5 设备支撑摆放处的地基处理
设备支撑摆放位置的地基处理采用换填法进行处理,处理方法与1250t履带吊车行走道路相同。
3.2 设备吊装方案
3.2.1 设备卸车
第二丙烯精馏塔在运输时将使用8个鞍座,运输车行走到位将车板升高,在鞍座位置摆放路基箱、支撑和道木,运输车降低车板,将设备放置在支撑上,运输车退出。卸车摆放示意图如图1所示。

图1 中煤榆林项目丙烯精馏塔卸车摆放示意图
3.2.2 设备就位保证措施
吊装第二丙烯精馏塔时,2500t提升系统两侧立柱的连线与吊耳方位一致,为保证设备立直后能顺利就位,将采取如下措施:
2500t提升系统的底排在摆放前用经纬仪进行精确定位,保证底排中心连线与主吊耳方位一致;
底排摆放完后用钢卷尺进行测量,一侧底排中心到设备基础中心点的距离保证为10500±2mm,两侧底排之间对角线的距离差不得大于2mm;
备4台5t手拉葫芦,用以微调设备的方位。
3.2.3 吊装程序
如图2所示。
3.2.4 设备吊装重量
设备吊装重量为本体重量加劳动保护、附塔管线、保温重
量、吊具重量,吊装重量如表1所示:
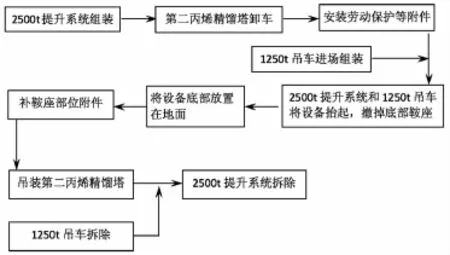
图2 中煤榆林项目丙烯精馏塔吊装程序图

表1 中煤榆林项目丙烯精馏塔设备吊装重量表
3.2.5 主提升液压千斤顶钢绞线穿法
吊装第二丙烯精馏塔时提升系统配置4台650t千斤顶,每个千斤顶穿43根钢绞线,650t千斤顶钢绞线的穿法见图3所示。

图3 650t液压千斤顶穿43根钢绞线示意图
3.2.6 提升系统配置
如表2所示。
3.2.7 1250t履带式起重机工况
根据计算结果,起吊时抬尾力为721.68t,抬尾吊车钩、索具重量为49t,1250t吊车在设备尾部位置组车,作业工况如表3所示。
3.2.8 主吊装索具
提升系统挂一套2000t级吊具,连接到设备主吊耳上,在吊耳和吊板之间放置2层聚四氟乙烯板,在两层聚四氟乙烯板之间涂抹黄油和石墨粉的混合物。吊板与吊耳之间的连接示意图如图4所示。

表2 提升系统配置

表3 1250t履带式起重机工况

图4 吊板与吊耳之间的连接示意图
3.2.9 抬尾索具
1250t吊车挂一对Φ120mm-6×61+FC-40m/根的钢丝绳扣,每根钢丝绳扣一弯两股,配合4个300t卸扣连接到设备底部4个板式吊耳上,连接示意图如图5所示。
3.2.10 吊装过程简述
(1)将6个锚点的动力包开动,用经纬仪在互成90。方向观测提升系统立柱的垂直度,调整6个锚点的牵索,保证立柱垂直度在50mm以内;
(2)将主吊具和抬尾吊具连接好,2500t提升系统点加载至200t,抬尾吊车加载至100t,检查提升系统、1250t吊车、地基、吊具、设备吊耳和本体有无异常;
(3)断开鞍座和设备之间的连接,拆除所有架设,检查塔附属管线、劳动保护等与塔壁的连接点是否牢固;
(4)提升系统以每次200t的增量分步缓慢加载,直至设备头部被抬起,当设备头部离开鞍座约0.2m时提升系统停止提升;
(5)1250t吊车缓慢起钩,当设备整体离开鞍座后提升系统
继续提升,将设备水平抬起,当设备离开鞍座约0.5m时停止起升;
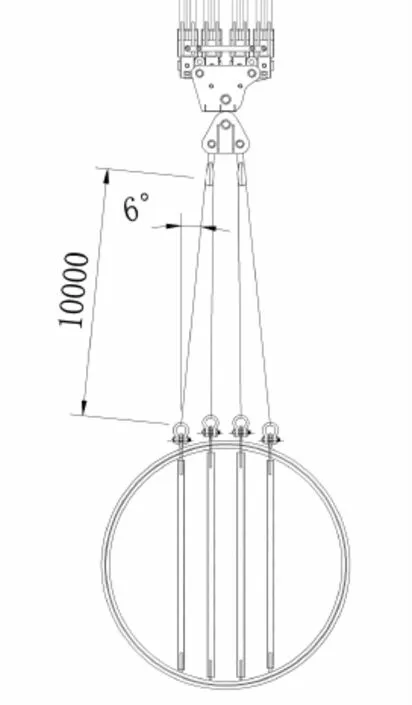
图5 抬尾索具连接示意图
(6)观测提升系统、1250t吊车、地基、吊具(重点是吊具下的固定锚)、设备吊耳和本体有无异常,如果一切正常则提升系统继续提升,直至设备离地高度足够将鞍座拆除;
(7)将鞍座拆除后抬尾吊车将设备底部放低,放置在地面铺设的路基箱上,在设备底部两侧用道木掩住,然后开始搭设架设补鞍座部位的保温;
(8)保温补完后将架设拆除,开始正式吊装;
(9)在提升系统提升时主吊指挥在提升系统底排中心连线上观测提升系统钢绞线的偏斜度,指挥1250t吊车向前走车,保证钢绞线的偏斜量不超过1m;
(10)主千斤顶继续提升直至设备立直,下端超过基础上的螺栓高度;
(11)1250t吊车摘钩,提升系统将设备落低,将设备就位,完成设备的吊装。
4 采用大型履带式吊车吊装丙烯精馏塔
神华新疆68万t/a煤基新材料项目的2#丙烯精馏塔吊装都是采用大型履带吊车分段吊装的方法。下面以2#丙烯精馏塔为例来说明分段吊装的方法。
丙烯精馏塔是烯烃分离装置中的核心设备,共两台。2#丙烯精馏塔(2620-C-402),是全厂单体最高、最重的塔类设备,筒体材质Q345R(正火),裙座材质Q345R,设备外形尺寸Φ7500×111880mm,设备净重1217.165t(依据设备蓝图),为热处理设备,设备分段到货,分段吊装。
吊装工程的主要工作为2#丙烯精馏塔分段到场卸车、分段吊装,2#丙烯精馏塔参数见表4,简图见图6。
4.1 吊装方法
根据本工程大型设备吊装整体规划及设备到货状态,2#丙烯精馏塔采用吊车抬吊法的吊装工艺进行吊装施工,即选择LR11350型1350t履带吊车主吊、LR1400/2型400t履带吊车抬尾,两车配合完成吊装作业。
4.2 卸车、吊装次序
2#丙烯精馏塔第一段上段→2#丙烯精馏塔第一段下段→2#丙烯精馏塔第二段→2#丙烯精馏塔第三段→2#丙烯精馏塔第四段,2#丙烯精馏塔裙座段在2#丙烯精馏塔第一段吊装前运输到场进行吊装。

表4 神华新疆68万t/a煤基新材料项目丙烯精馏塔设备参数表
说明:(1)本表中设备重量为设备图纸中设备净质量;
(2)吊装重量=设备重量+塔内壁焊接件重量+部分塔内件重量+平台梯子及附塔管线重量+吊耳及加固重量;
(3)吊装总重量=吊装重量+吊钩重量+平衡梁重量+索具重量;
(4)第一段塔外壁焊接件估计重量5.9t,塔内支撑管及组焊平台共计10t,平台梯子及附塔管线重量为7t;
(5)第二段塔外壁预焊件、平台梯子及附塔管线重量为24.6t;
(6)第三段塔外壁预焊件、平台梯子及附塔管线重量为20.2t;
(7)第四段塔外壁预焊件、平台梯子及附塔管线重量为22.5t。

图6 2#丙烯精馏塔简图
吊装次序:2#丙烯精馏塔裙座段→2#丙烯精馏塔第一段→2#丙烯精馏塔第二段→2#丙烯精馏塔第三段→2#丙烯精馏塔第四段
4.3 卸车要求
设备分段到货,设备运输到场前塔外壁预焊件垫板均可安装,管支架、梯子及平台之间等不应安装。设备采用液压轴线平板车运输,通过吊车吊装方式进行卸车,设备卸车时按照吊装平面图中指定的设备始吊位置摆放,要求设备装车时主吊耳呈水平状态,抬尾吊耳竖直向上。
4.4 场地预留及设备预留
为保证2#丙烯精馏塔顺利吊装就位,需对设备基础周边相关区域进行预留。
2#丙烯精馏塔第一段N5、N6管口弯管在此段吊装后方可安装,2#丙烯精馏塔各段吊装时影响主吊耳旋转的切线范围内平台梯子、附塔管线等需进行预留,待设备就位后方可安装。
4.5 地基处理
据《神华新疆68万t/a煤基新材料项目岩土工程勘察技术报告》,本项目地处准噶尔盆地南缘,属山前洪冲积扇平原,区域表面主要为粉土和粉质粘土,地基承载力较低,压缩性较高,其中粉质粘土的冻胀性为弱冻胀,粉土为不冻胀。本工程装置区内场地经过强夯处理,未挠动区域地基承载力可达到18t/m2。
履带吊行走区域,需将场地表面推平压实,行走时铺设钢板;丙烯精馏塔吊装站位挠动土区域采用戈壁土换填法进行地基处理,先用压路机将挖开的基槽压实,要求地基基槽承载力达到12t/m2。然后分层回填戈壁土,每300mm振动压实一次,要求压实系数达到94%以上(局部地基较差地域还需上铺级配砂石层和石粉层100~200mm,用压路机压实),地耐力达到16~18t/m2;然后上铺专用路基箱或钢板,能满足起重机站位及负载行走的要求。
4.6 吊装过程
(1)主吊、抬尾吊车均按指定位置站位,吊车作业参数按吊装方案中吊装工艺参数表选用。
(2)试吊,两台履带吊车抬吊使设备离开地面200mm,停车检查,确认无误后,正式吊装。
(3)正式吊装开始后,两台吊车同时提升,在保证设备底部不接触到地面的情况下,抬尾吊车缓缓向主吊车方向行走,同时主吊吊车继续提升,吊装过程中应保证两台吊车吊钩的竖直起升,当设备轴线与地面夹角接近垂直时,主吊吊车停止起升,抬尾吊车缓缓回落吊钩,使设备逐渐由倾斜变为竖直状态。
(4)两台吊车配合将设备吊直后,拆除抬尾索具,主吊车提升设备至底部超过设备基础上地脚螺栓(或已就位的前段设备上口)200mm。
(5)主吊吊车旋转臂杆,将设备转动至正对基础中心位置,吊车回钩使设备就位(或焊接组对)。
4.7 吊装工艺参数表
如表5所示。
5 两种吊装方法的比较
2#丙烯精馏塔为煤制烯烃项目中最大的塔,目前无论采用整体吊装还是分段吊装都有成熟的先例,所以两种方法都是可行的,但两种方法各有各自的优缺点。
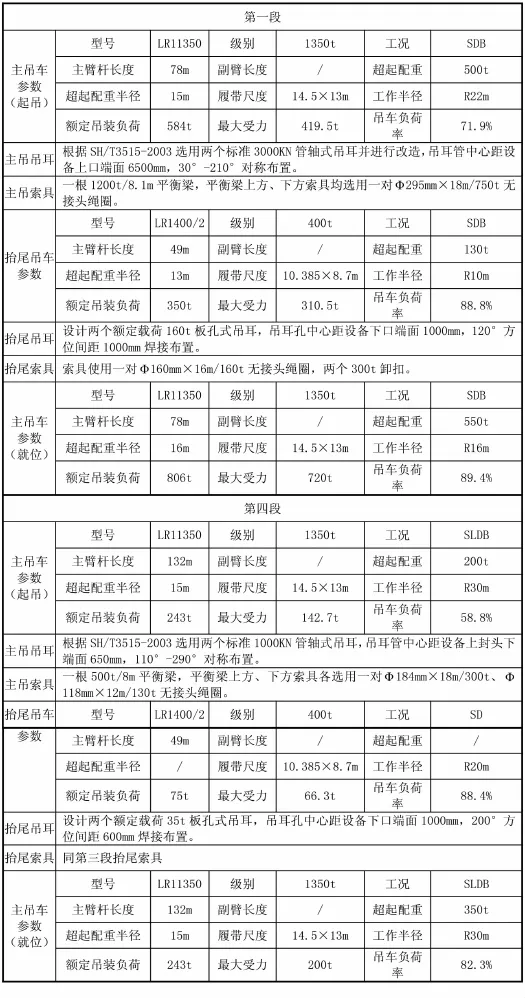
表5 2#丙烯精馏塔吊装参数表(第一段和第四段为例)
下面对两种的方法一下对比:
5.1 从对吊装设备和吊装工艺的要求
分段吊装优点是:
(1)对吊装设备要求较低;
(2)对吊装的工艺要求较低。但整体吊装的优缺点正好与分段吊装相反。
1000t以上的丙烯精馏塔,高度一般在100m以上,重量在1200t以上,设备分四段吊装时,采用1000t级以上吊车可以满足要求;如果采用750t级的吊车,设备要分七段左右,这样就显得分段过多,不利于组对焊接质量控制。随着近几年大型吊车的引进,目前国内1000t级吊车数量已经能够满足吊装工程的需要。而液压提升系统数量相对较少,资源相对稀缺。
采用吊车吊装设备为成熟的吊装工艺,目前国内大型石化、石油和化工建设单位在吊车吊装方面都积累了丰富的经验,有一批技术精湛的工程技术人员和良好操作技能的起重工。液压提升系统因不是标准化的通用设备,所以每套设备的操作都不尽相同。目前国内这几套液压提升系统各有各的特点,所以一般操作人员都是固定的人员,这批人员经过几个项目的磨合已经能够熟练地操作这套系统,但对于另外的提升系统就显得比较陌生。
5.2 对场地占用上的要求
吊车吊装时占用场地相对比较小,一般吊车本身占地在20m见方的范围内,另外加上超起占用的场地,即可满足要求。吊车组杆过程中需要较长的场地,如果吊装区域不能满足要求,可以在场地宽阔的地方组装完成,然后在行走到吊装区域。
门式液压提升系统占地较大,门架高度一般应该在120m左右,牵索机构由钢绞线、牵索千斤顶、锚点和控制系统组成。牵索千斤顶包括6台千斤顶,4台180t液压千斤顶放置这提升系统2侧立杆平面的正面,2台100t液压千斤顶放置在两侧。锚点为埋置式结构,共设置6个,与牵索千斤顶相连。牵索角度按照30。布置,则6个锚点分部在以
设备为中心208m为半径的圆周上,这样看影响的场地范围是比较大的,有可能对装置内的其它结构造成影响。

表6 费用比较表(单位:万元)
但提升系统对场地影响大也是相对的,因为通过牵索角度的调整(30。~45。)以及平布布置方位的调整,一般能过避开对其它结构的影响,这从实施过的几个项目上可以得到验证;另外提升系统占位处,通过合理的布置,往往只要满足提升系统吊装时底座摆放位置,即可满足吊装的要求,甚至比吊车对场地占用的要求还要低。
5.3 对设备安装质量及安全的影响
对于设备的安装质量,整体吊装具有明显的优势。整体吊装能够提高设备组对预制深度,减少高空作业,形成较好的施工环境,有效保证工期。提升系统在吊装能力上具有很大的富裕量,可以在地面将附属的梯子平台、附塔管线、保温工作全部完成,减少了大量的高空作业。施工安全性上更容易得到保证。
吊车吊装受到吊装能力的限制,往往对设备附属结构要限制一定的重量,采用分段吊装、空中组焊的方案。在高空完成吊装、筒体组对、焊接、无损检测、热处理几个环节,其中焊接过程和空中筒体组对是关键。由于在高空作业,往往对施工质量的控制很难做到十全十美,且高空作业增加了安全风险,降低了工作效率,而且天气对施工的影响也随着作业高度的增加而加大。
针对以上情况,组对过程中必须控制这些因素的影响,才能实现分段吊装、空中组对的构想。可以采用径向、周向定位,保证对口错边量;利用斜形铁和吊装配合找正,保证每段的直线度和塔整体的直线度;通过防风措施,减少高空风速对焊接质量的影响,从而保证塔体的组焊质量。
组装高度,桅杆只要高过设备高度或者在采用曲梁的情况下,可以低于设备的高度,而吊车吊装一般要高于设备的高度,对于直径较大的设备,高出的高度不能太小。
5.4 吊装时间的比较
门式液压提升系统整体吊装可以将设备一次吊装就位;分段吊装时间相对较长,中间如果出现不可控制的因素,则会大大延长吊装时间。如在北疆地区施工,设备组焊施工过程跨越冬季,严寒天气导致设备组装工作中断了好几个月。在中煤榆林, 2#丙烯塔设备整体吊装2d就圆满完成,而新疆项目采用吊车吊装,分段吊装、组焊、检测及热处理过程总共用了53d(不包括中间转场的时间)。
5.5 吊装设备的灵活性
吊车相对灵活,在吊装过程中可以带载行走。在场地满足的情况下,也可以在不同装置区内整车行走。在设备布置分散的情况下,在转场时间上有优势。液压提升系统对于布置在一条直线的设备,通过门架的直立行走可以满足设备吊装的要求,但如果设备分散布置,则需要拆除系统后重新组装,这样就会增加很大的工作量并且占用很长的时间。
由于吊车的吊钩可以360?旋转,所以对设备的摆放位置要求不高,而对于一般的门式液压系统,需要设备安装严格的方位进场摆放到位。不过随着门架系统配置带有旋转接头(英文是swivel)的平衡梁,这个间题已经得到解决。
5.6 费用的比较
费用的比较跟具体的工程对象有直接的关系,工程对象发生变化,会引起一系列条件的变化,对于两种方法费用的比较不能一概而论。这里仅以这两个项目的费用进行一下比较,不具有代表性。
针对这两个项目的比较,整体吊装的优势明显,不光工期短,而且费用省,设备安装质量高。液压提升装置作为现代化的起重工具用于煤化工重型设备的吊装是必不可少的,使用液压提升装置是一种工作平稳、安全可靠的起重装置。
6 吊装方法的展望
2#丙烯精馏塔的吊装方案是是采用整体吊装还是分段吊装,不能仅仅孤立地考虑一台设备的吊装间题,必须结合整个装置甚至整个项目的施工综合考虑,要整个项目一盘棋统筹考虑。不仅考虑吊装施工技术间题,还要从工期、质量、安全、成本、现场平立面布置等多个方面综合考虑,必须进行多套方案的比较,从经济性和合理性综合考虑,才能从中选出最优方案作为最终确定的方案,在方案实施过程中还要根据情况的变化不断地调整优化,完善方案。对于60万t级的煤制烯烃项目,吊装方案除了考虑2#丙烯精馏塔之外,还要兼顾净化装置的原料气吸收塔及气化炉和甲醇装置的1#、2#中间换热器等。对于高塔类设备,在场地狭窄、地面障碍物多的情况下,在保证吊装安全施工稳定性的前提下,尽量增加地面安装预制工作量。
在吊车吊装能力和施工场地受到限制时,采用现场分段吊装、空中组焊是可行的方法,关键是焊接、热处理工艺的制定和控制,分段数量要结合具体吊装情况综合考虑。随着徐工产4000t吊车的投用,采用吊车吊装2#丙烯精馏塔已经成为可能。烟台万华丙烷脱氢装置丙烯塔设备吊装高度达118m,直径14.4m,吊装总重量达1680t。徐工XGC88000最大起重力矩88000t.m,是目前国际上起重能力最大的起重机。采用重型主臂108m,固定副臂33m,作业幅度30m,完成了设备的整体吊装。
门式液压吊装系统具有起重量大、吊装过程平稳安全、计算机远程控制的优点,采用液压千斤顶吊装是移动式吊车、传统桅杆之外的又一种方法,特别是在特大型设备整体吊装中具有较明显的优势,在吊装行业的应用越来越广泛。神华煤制油煤液化反应器吊装采用了MSG-80型吊车完成了220t反应器的吊装,实际上MSG-80也是一种门式液压系统的变形,其英文名称为MAMMOET?Sliding Gantry 的缩写,是MAMMOET公司的一种滑动式A行吊装架。
1 杨文柱.重型设备吊装工艺与计算.建筑工业出版社
2 卜一德. 起重吊装计算及安全技术. 建筑工业出版社
3 毛善荣.特大型设备整体吊装项目的组织与管理.第三届全国工程建设行业吊装市场研讨暨技术交流会
TQ082
B
1672-9323(2016)05-0037-08
2016-07-02)
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
江苏安全生产(2022年5期)2022-06-16
锻压装备与制造技术(2021年3期)2021-08-13
船海工程(2019年3期)2019-07-03
石油化工建设(2018年4期)2018-11-30
石油化工建设(2017年5期)2018-01-26
幼儿画刊(2017年1期)2017-03-20
学苑创造·A版(2016年9期)2016-10-10
制冷技术(2016年4期)2016-08-21
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
