
异种材料及复合热源搅拌摩擦焊
2016-12-12 02:42刘全龙
电焊机 2016年11期
刘全龙,孔 谅,王 敏
(上海交通大学上海市激光制造与材料改性重点实验室,上海200240)
异种材料及复合热源搅拌摩擦焊
刘全龙,孔 谅,王 敏
(上海交通大学上海市激光制造与材料改性重点实验室,上海200240)
在对接和搭接方式中,异种材料搅拌摩擦焊相较于同种材料分别具有一些额外的焊接参数,并且对搅拌头材料也有更苛刻的使用要求。总结近年来异种材料搅拌摩擦焊的研究现状,介绍异种材料搅拌摩擦焊过程中脆性金属间化合物的生成及其对焊接接头的力学性能产生的影响。从金属流动机理和数值模拟方面,研究金属间化合物的生成和成长规律,给出针对金属间化合物可能的解决方法。针对高熔点焊材,介绍复合热源搅拌摩擦焊技术、常用的辅助热源以及复合热源搅拌摩擦焊在异种材料搅拌摩擦焊方面的优点和研究的不足之处。
异种材料;搅拌摩擦焊;金属间化合物;复合热源搅拌摩擦焊
0前言
搅拌摩擦焊(FSW)作为一种固相连接技术,具有成本低、无污染,接头无气孔、裂纹等缺陷,且焊后残余应力及变形小等诸多优点,广泛应用于航空、航天、汽车、船舶等诸多结构制造领域。异种材料连接结构具有两种材料综合的优异性能,可满足不同工作条件对材料的要求。搅拌摩擦焊对材料的适应性很强,基本不受材料的物理化学性能、力学特性及晶体结构等因素影响,对克服不同材料间性能差异带来的焊接困难具有极大优势。因此搅拌摩擦焊焊接异种材料是技术发展的必然趋势。
在此归纳和总结异种材料FSW的研究现状,并提出一些改进FSW的新思路。
1异种材料搅拌摩擦焊接工艺
相较于同种材料搅拌摩擦焊接工艺参数,如搅拌头转速、焊接速度、轴肩下压量、倾角等,异种材
料搅拌摩擦焊具有一些额外参数。
1.1对接接头
焊接工件的相对位置会影响焊缝质量。搅拌摩擦焊前进边和返回边的温度不同,因此应注意导热率相差大的异种材料相对位置。一般认为将熔点较高的金属放在温度高的一侧更有利于金属的塑化和流动,能获得质量较好的焊缝,否则会导致低熔点材料熔化,影响金属流动,而高熔点的焊件却没有达到塑化状态,严重降低接头质量。如铝钢搅拌摩擦焊中,一般将钢放在前进边,铝置于返回边。异种材料FSW对接焊参数示意如图1所示。

图1 异种材料FSW对接焊接参数示意
张伟等人[1]研究了3A21/6063异种铝合金FSW工艺参数及其对焊接接头成形以及力学特性的影响规律。实验分析表明,将强度较高的3A21铝合金放置于前向边可以获得质量较好的接头。
王希靖[2]研究了铝/铜异种材料的FSW焊接工艺。结果表明,当铜板放置在后向边、铝合金板材放置在前向边时,可以实现铝/铜异种金属的有效连接。
另外,探针相对焊接接缝的偏移量也会影响焊接接头的质量。FSW焊接过程中,一般搅拌针偏向熔点较小的材料一侧。如在铝钢FSW焊接过程中,搅拌针中心线位置偏向铝合金一侧。王磊[3]等人认为5A06-H112铝合金和304L不锈钢熔点相差较大,搅拌针中心线若设置在偏向304L不锈钢一侧,会造成其摩擦热输入过高而熔化5A06-H112铝合金,无法形成焊接接头。董丰波[4]等人研究认为搅拌针相对配合面的偏移量对接头的宏观形貌有一定影响,合适的偏移能解决异种金属中搅拌针粘连问题。
1.2搭接接头
对FSW搭接接头方式,一般将低熔点、低硬度材料置于上方,而高熔点、高硬度材料置于下方。搅拌针插入深度也会对焊缝产生重要影响。
Ahmed[5]等人进行了1100纯铝和镀锌低碳钢的FSW搭接焊试验。结果表明,当搅拌针没有触到钢底板表面时,焊后接头的抗拉强度很低;当搅拌针的熔深位于钢底板表面以下约0.1 mm时,所得焊后接头的强度明显提高。
1.3搅拌头材料
在含有高熔点金属的异种材料搅拌摩擦焊中,对搅拌头材料要求严格。在铝-钢、铝-铜、镁-钛等异种材料FSW过程中,搅拌头通常需具有良好的耐高温和耐磨性,能满足使用要求的搅拌头材料一般是难熔金属合金或者结构陶瓷、金属基烧结材料、组合立方氮化硼等。合适材料的搅拌头能够增加摩擦,提高热量的输入,有利于焊缝金属塑化和提高焊接质量。如铝-钢搅拌摩擦焊中,安井利明[6]等人采用了两种材料组合的搅拌头:轴肩采用模具钢,探针材料为Wo-Co合金钢,有效提高了搅拌头的耐磨性和产热量。
2异种材料搅拌摩擦焊研究现状
目前异种金属FSW的研究较多的是镁-铝异种材料搅拌摩擦焊技术,此外,利用搅拌摩擦焊还可以较方便地实现铜-铝复合焊接接头和铝-钢板材之间的连接。
2.1铝-镁异种金属
王东[7]等人对厚6 mm的6061Al-T651铝合金与AZ31镁合金板材以搅拌头转速300 r/min、前进速度100 mm/min进行搅拌摩擦焊接,在Mg/Al两种合金界面处均发现Mg17Al12相的生成和由于共晶相熔化和随后冷却所形成的孔洞,在焊核区形成的少量Mg17Al12略微提高了焊核区的硬度,但是界面金属间化合物的生成以及孔洞的产生严重降低了焊接接头的拉伸强度,成为焊接接头薄弱区。
Chen[8]等人进行了AC4C Al合金和AZ31 Mg合金薄板FSW搭接焊试验。结果表明,当AZ31 Mg合金在底部且搅拌头不接触其表面时,对AC4C Al合金和AZ31 Mg合金薄板进行FSW搭接焊是可行的。两薄板可通过界面反应生成的金属间化合物Al12Mg17,Al3Mg2以及Mg2Si进行有效连接。并且采用较低的焊接速度对AC4C Al合金和AZ31 Mg合金薄板进行FSW焊接能得到力学性能优良的搭接接头。
2.2铝-铜异种金属
研究表明,采用传统的搅拌摩擦焊工艺很难得到无缺陷的铝-铜异种金属接头。对于铝-铜异种金属薄板(≤3 mm)的搅拌摩擦焊接,此前的研究认为在较高转速下可以得到无缺陷的搅拌摩擦焊接头,如Liu等人[9]在铝-铜的搅拌摩擦焊接中采用了950~1180 r/min的转速。
董丰波、张春杰[4]等人对铝合金5A06和紫铜T2进行搅拌摩擦对接焊,经试验选取适当焊接工艺参数,能实现接头组织、性能优良的Al/Cu异种金属的FSW连接。试验表明,当搅拌头转速1 050 r/min、焊接速度45 mm/min、搅拌针相对配合面偏向铝板侧0.2 mm时,接头的抗拉强度可达225 MPa,为母材紫铜T2的76.4%;显微硬度曲线中焊核区硬度值波动较大,并且焊核区有新相产生。
王永健[10]采用不同的工艺参数对3 mm厚的T2纯铜板材与5383铝合金板材进行了对接搅拌摩擦焊试验。证明搅拌头旋转速度、焊接速度和轴肩压力等工艺参数都会影响T2纯铜板材与5383铝合金板材的对接搅拌摩擦焊接头的抗拉性能和耐腐蚀性能。结果表明,选择合适的工艺参数能够成功实现T2纯铜板材与5383铝合金板材的对接搅拌摩擦焊,搅拌头旋转速度、焊接速度和轴肩压力都会影响接头的拉伸性能和耐腐蚀性能,试验结果显示其最优工艺参数为:搅拌头旋转速度ω=950r/min、焊接速度v=140mm/min、ω/v=6.79、轴肩压力P=8 kN。
2.3铝-钢异种金属
王磊[3]等人采用搅拌摩擦焊焊接6 mm厚度的5A06-H112铝合金与304L不锈钢,得出在搅拌针转速为600 r/min、焊接速度50 mm/min、铝合金置于前进侧时,能得到较好的焊接接头。
邢丽[11]等人以转速为1 180 r/min、焊接速度95~150 mm/min对LF6防锈铝合金和ST12低碳钢进行搅拌摩擦焊对接及搭接焊接,结果表明:当低碳钢位于接头的返回边时,用搅拌摩擦焊方法可得到焊缝表面成形良好、无缺陷、无变形的铝合金与钢的对接接头。对接接头焊缝表面低碳钢与铝合金呈交叠分布,焊缝横截面上两种材料有较好的混合。搭接接头的焊缝截面呈“钳子”或弯钩状的分布,焊核处钢与铝合金有较好的混合,表现为塑性结合,接头的抗剪切性能较好。对接接头的拉伸试样断裂在焊核区边缘偏低碳钢侧,可能在焊核区形成硬度较高的脆性金属间化合物。
3异种金属搅拌摩擦焊金属间化合物
在异种材料搅拌摩擦焊接过程中,一个关键问题是其接头中脆性的金属间化合物的生成。焊接接头金属间化合物的存在严重影响了焊接接头质量。
A.A.Mclean和G.L.F.Powell等人[12]对5083铝合金和AZ31镁合金进行搅拌摩擦焊连接,力学性能测试发现焊缝几乎没有延展性。SEM分析发现焊缝中存在一个薄界面层,通过X射线分析,金属间化合物Al12Mg17在铝合金和镁合金之间以连续平面层的形式存在,贯穿整个搅拌区,如图2所示。该层与铝合金的结合力非常微弱,抛光时试样会出现裂纹。可通过改变焊接温度或在铝镁合金中混入一种中间材料来控制离异共晶体的形成。

图2 铝-镁合金焊缝微观形貌
H.Springer[13]等人在铝和低碳钢的搅拌摩擦焊接中研究了金属间化合物层厚度与接头的拉伸强度的关系,如图3所示。结果表明:当金属间化合物层厚度小于7 μm时,低碳钢与Al(99.5%)焊接接头拉伸强度保持在55 MPa,焊缝延展性较好,分析认为在金属间化合物层生成的同时,Al侧接头的恢复和再结晶导致了此区域的软化;当金属间化合物厚度超过7 μm时,接头强度急剧下降,在钢铝界面处为脆性断裂,脆性金属间化合物层的厚度增加导致了接头质量的下降。
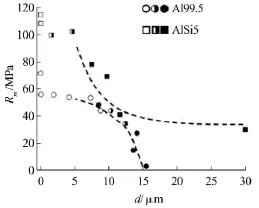
图3 低碳钢和Al(99.5%)/AlSi5(5%Si)FSW接头极限抗拉强度与金属间化合物层厚度关系曲线
Mofid等人[14]使用水下搅拌摩擦埋焊(SFSW)方法对铝-镁异种金属进行焊接以探索减少金属间化合物形成的可行性。结果表明,由于热输入量较低,SFSW过程会产生较低的峰值温度,从而限制金属间化合物的形成。
Chang等人[15]将Ni箔作为填料,成功对Al6061-T6铝合金板和AZ31镁合金板进行搅拌摩擦焊接。不使用填料Ni箔进行焊接时,接头横向拉伸强度达到Mg侧母材的约38%;使用Ni箔时,接头横向拉伸强度达到Mg侧母材的约45%。分析认为,Ni箔避免了脆性金属间化合物Al12Mg17的生成。
异种材料FSW工艺的技术难点主要为界面脆性化合物层厚度的控制。可行措施如下:
充分认识FSW过程中金属流动机理,利用数值模拟方法,结合物理模拟,避免费时耗资的重复性实验,建立异种材料FSW过程的正确理论如温度场等,有效指导异种材料FSW;深入研究异种材料FSW工艺中界面处金属间化合物的生成和成长规律以及不同元素在界面处的分布规律;通过测量层间温度,控制焊接温度使其低于异种材料的共晶反应温度,既可保证异种材料达到高度塑性状态,又有利于控制金属间化合物的析出;增加热输入以提高被焊材料的塑性流动能力;在待焊母材表面镀一层过渡层材料,抑制金属间化合物的形成及长大[16]。
4辅助热源搅拌摩擦焊技术
针对含高熔点焊材的异种材料搅拌摩擦焊问题,引入了辅助热源搅拌摩擦焊技术。辅助热源可分别加热焊缝两侧金属,使异种材料同时达到塑性状态。比如铝-不锈钢、铝-钛合金搅拌摩擦焊接过程中,辅助热源偏置于熔点较高的材料一侧,一方面提高其软化程度,另一方面避免熔点较低的材料过热,从而提高整体的材料流动能力,最终获得良好的焊接接头。
辅助热源为焊缝提供了额外的热量,材料被预热软化,由搅拌工具的机械作用产生的摩擦热也会相应减少,也可以减少搅拌头的磨损。常用的复合热源有感应热、激光、超声、电弧、电阻热等[17]。
Bang[18]在异种材料(铝-钛合金)的焊接研究中发现,利用电弧预热钛合金一侧,焊接热循环测试中铝合金一侧的峰值温度与常规FSW基本相同,而钛合金一侧的峰值温度比常规FSW的峰值温度高40℃~110℃,在一定程度上提高了钛合金一侧的软化程度,增加了两种材料的混合。
异种材料的焊接由于材料性能的差异成为难题,FSW作为固态焊能够提高异种材料的可焊性,研究还发现,加入辅助热源后能够提高异种材料的接头强度。Chang等人在铝-镁搅拌摩擦焊接时加入Ni的中间层,常规FSW接头拉伸强度115 MPa,在焊接条件不变的情况下,引入2 kW的激光辅助热源后,接头抗拉强度提高到169 MPa,组织分析结果表明激光的辅助能够减少不利的金属间化合物的产生。
M.Merklein[19]等人采用激光加热辅助搅拌摩擦焊接厚度约1 mm的深冲钢DC04和AA6016-T4铝合金板材,分组对比研究了搅拌头转速、进给速度及激光器功率对焊缝的抗拉强度、杯形拉伸性能及微观组织的影响。结果表明:采用二极管激光器预热钢板可以使焊接速度增加到2 000 mm/min,拉伸实验结果显示焊件抗拉强度为200 MPa,达到铝合金母材的80%。焊件的拉深比为1.6,力学性能明显改善;最重要的是钢铝焊接界面没有出现金属化合物相。这些都表明激光辅助搅拌摩擦焊方法在提高焊接速度和接头强度等方面具有显著优势。
Hansur Bang[20]等人对比研究了3mm厚Al6061-T6铝合金与STS304不锈钢的搅拌摩擦焊及钨极氩弧加热辅助搅拌摩擦焊,接头应力-应变曲线如图4所示。结果表明,采用钨极氩弧预热时以转速300 r/min进行搅拌摩擦焊可得到无缺陷的钢/铝焊接件。HFSW(钨极氩弧辅助搅拌摩擦焊)所得焊件最大抗拉强度为290 MPa,为铝合金母材的93%,比FSW高15%。并且接头断裂形式表现为韧性断裂,断裂面显示出韧窝,局部表现为带有解理面的脆性破坏。
热源辅助搅拌摩擦焊利用辅助热源提供额外的热量,弥补了常规FSW焊接的不足,提高了FSW的焊接质量和焊接速度。但缺乏对多种热源辅助搅拌摩擦焊技术的连接机制的深入研究,焊接工艺也有待进一步优化,辅助热源FSW未来应致力于提高辅助热源加热位置以及热输入大小的可控性[17]。
5结论
异种材料连接结构的应用前景不断扩大,而对于搅拌摩擦焊有色金属材料(如铝-镁、铝-铜、铝-钢等)的连接具有独特优势。
异种材料搅拌摩擦焊除有同种材料FSW的工艺参数外,还有对接接头方式中焊材的相对位置、探
针相对焊接接缝的偏移量、以及搭接方式中的焊材上下位置、搅拌针插入深度等。

图4 Al6061-T6/STS304的FSW/HFSW(钨极氩弧辅助搅拌摩擦焊)接头应力应变曲线
异种材料的搅拌摩擦焊技术存在的难题是接头中金属间化合物的生成会不利于其力学性能。解决措施为:对异种材料FSW过程进行数值模拟,深入研究焊接机理(温度场,材料流动等);保证塑性流动的情况下,控制接头温度使其低于两金属的共晶反应点;合理调整焊接参数(包括焊前板材的放置位置、搅拌针的偏移量、插入位置等),控制金属间化合物的生成;在待焊金属表面镀层;引入辅助热源,预热软化材料,提高金属塑性流动能力等。
引入新热源,偏置于熔点较高的材料一侧,提高其软化程度,同时避免熔点较低的材料过热,从而提高整体材料流动能力,最终提高焊接接头质量。
[1]张伟,王磊,王晓晖.3A21与6063异种铝合金搅拌摩擦焊接头性能分析[J].电子机械工程,2011,27(6):33-39.
[2]Wang X J,Zhang Z K,Da C B.Microstructures and properties analysis of dissimilar metal joint in the friction stir welded copper to aluminium alloy[J].China Welding,2007(16):57-61.
[3]王磊,柴鹏,曲文卿,等.5A06-H112铝合金与304L不锈钢搅拌摩擦焊对接研究[J].电焊机,2014,44(4):67-70.
[4]董丰波,张春杰,易宏强,等.铝/铜搅拌摩擦焊接头力学性能与断口形貌分析[J].热加工工艺,2011(23):137-139.
[5]Ahmed E.Friction stir welded lap joint of aluminum to zinc-coated steel[J].Quarterly Journal of the Japan Welding Society,2005,23(2):186-193.
[6]Yasui T,Shimoda M,Ishii T,et al.Characteristics of High Speed Welding between 6063 and S 45 C by Means of Friction Stirring-Study on Welding in Dissimilar Metals by Means of Friction Stirring(1 st Report)[J].Quarterly Journal of The Japan Welding Society,2005,23(3):469-475.
[7]王东,刘杰,肖伯律,等.铝合金/镁合金搅拌摩擦焊接界面处Mg/Al反应及接头力学性能[J].金属学报,2010,46(5):589-594.
[8]Chen Y C,Nakata K.Friction stir lap joining aluminium and magnesium alloys[J].Scripta Materialia,2008,58(6):433-436.
[9]Liu P,Shi Q Y,Wang W.Microstructure and XRD analysis of FSW joints for copper T2/alumninum 5A06 dissimilar materials[J].Materials Letters,2008,62(25):4106-4108.
[10]王永健.铜与铝异质搅拌摩擦焊的工艺研究[J].热加工工艺,2014(19):39-41.
[11]邢丽,柯黎明,黄春平.铝合金与钢的搅拌摩擦焊焊缝成形及接头性能[J].焊接学报,2007(1):29-32,114.
[12]McLean A A,Powell G L F,Brown I H,et al.Friction stir welding of magnesium alloy AZ31B to aluminium alloy 5083 [J].Science and Technology of Welding and Joining,2003,8(6):462-464.
[13]Springer H,Kostka A,Dos Santos J F,et al.Influence of intermetallic phases and Kirkendall-porosity on the mechanical properties of joints between steel and aluminium alloys[J].Materials Science and Engineering:A,2011,528(13):4630-4642.
[14]MofidMA,Abdollah-zadeh A,Ghaini FM.The effect of water cooling during dissimilar friction stir welding of Al alloytoMgalloy[J].MaterialsandDesign,2012(36):161-167.
[15]Chang W S,Rajesh S R,ChunCK,et al.Microstructure and mechanical properties of hybrid laser-friction stir weldingbetween AA6061-T6Al alloy and AZ31 Mg alloy[J]. Journal of Material Science and Technology,2011,27(3):199-204.
[16]郁炎,张建欣,李士凯.国内外异种材料搅拌摩擦焊的研究现状及发展趋势[J].兵器材料科学与工程,2013(6):108-113.
[17]许辉,封小松,崔凡,等.热源辅助搅拌摩擦焊的研究进展[J].电焊机,2014,44(4):44-49.
[18]Bang H S,Bang H S,Song H J,et al.Joint properties of dissimilar Al6061-T6 aluminum alloy/Ti-6%Al-4%V titanium alloy by gas tungsten arc welding assisted hybrid friction stir welding[J].Materials&Design,2013(51):544-551.
[19]Merklein M,Giera A.Laser assisted Friction Stir Welding of drawable steel-aluminium tailored hybrids[J].International Journal of Material Forming,2008,1(1):1299-1302.
[20]Bang H S,Bang H S,Jeon G H,et al.Gas tungsten arc welding assisted hybrid friction stir welding of dissimilar materials Al6061-T6 aluminum alloy and STS304 stainless steel[J].Materials&Design,2012(37):48-55.
Friction stir welding for dissimilar materials and heat assisted friction stir welding technology
LIU Quanlong,KONG Liang,WANG Min
(Shanghai Key Laboratory of Materials Laser Processing and Modification,Shanghai Jiaotong University,Shanghai 200240,China)
This paper points out the characteristics and applications of the friction stir welding technology(FSW)and its advantages in dissimilar materials connection.There are respectively some extra welding parameters in friction stir welding of dissimilar materials compared to that of similar materials in the butt and lap joint.The materials of the pin tool are stringently required.The research status of the friction stir welding(FSW)of dissimilar materials in recent years is briefly summarized.The formation and the influence on themechanicalpropertiesofthebrittle inter metallic compounds(IMC)duringthefrictionstirweldingofdissimilarmaterialsareintroduced. In the aspects of metal flow mechanism and numerical simulation,research the formation and growth of inter metallic compounds and put forward possible solutions.For high-melting-point materials,this paper introduces the heat assisted friction stir welding technology, common heat source,the advantages of heat assisted FSW in dissimilar materials welding and the shortage of research on heat assisted FSW.Dissimilar materials welding and the shortage of research on heat assisted FSW.
dissimilar materials;friction stir welding;intermetallic compound;heat assisted friction stir welding technology
TG453+.9
C
1001-2303(2016)11-0050-05
10.7512/j.issn.1001-2303.2016.11.09
献
刘全龙,孔谅,王敏.异种材料及复合热源搅拌摩擦焊[J].电焊机,2016,46(11):50-54.
2016-05-16;
2016-07-18
刘全龙(1991—),男,江苏徐州人,在读硕士,主要从事焊接自动化工程与控制方面的研究。
猜你喜欢
建材发展导向(2021年9期)2021-07-16
煤气与热力(2021年3期)2021-06-09
化工管理(2021年7期)2021-05-13
舰船科学技术(2021年12期)2021-03-29
装备制造技术(2020年2期)2020-12-14
重型机械(2020年3期)2020-08-24
中国特种设备安全(2019年1期)2019-03-13
电子制作(2017年19期)2017-02-02
汽车维护与修理(2015年6期)2015-02-28
中国工程咨询(2015年2期)2015-02-14
