
鱼雷罐车烘干设备燃烧控制系统改造
2016-12-08 02:53许栋斌
工程建设与设计 2016年12期
许栋斌
(上海宝钢工业技术服务有限公司,上海201900)
鱼雷罐车烘干设备燃烧控制系统改造
许栋斌
(上海宝钢工业技术服务有限公司,上海201900)
混铁车烘干技术是国内外各大钢铁企业在混铁车检修过程中广泛应用的一项技术。它是混铁车内衬修理中的最后一道工序,也是最关键的一道工序。烘干质量的好坏,直接影响混铁车内衬的使用寿命,以及铁水的温降程度。通过对宝钢鱼雷罐车烘干设备现存问题进行深入分析、研究后,应用PID控制与模糊控制方法,实施可行的系统改进方案。在改进设计方案实施后,收集一定量的试验数据,并对这些数据进行处理及分析,再次对系统改进设计方案做进一步的完善。
混铁车;烘干设备;燃烧控制;PID控制;模糊控制
1 鱼雷罐车烘干设备燃烧系统改造
1.1 烘干设备现状
为了延长鱼雷罐车的使用寿命,宝钢将混铁车内衬耐火材料更换为使用寿命更长的不烧ASC砖(A12O3-SiC-C砖),因不烧砖(ASC)导热系数大,升温必须达到950℃,造成烘干所需煤气耗量增加,最大流量上升至450m3/h。因此,2#鱼雷罐车烘干设备的设计单位将煤气管道直径由原先的DN80更改为DN100。管径增大至DN100的确能够满足最大流量达到450m3/h的要求,但是按照工艺要求的升温曲线低温烘干仅为100℃,最低流量需低于25m3/h,两者的比值达1∶18。然而普通节流装置孔板的正常测量范围最多达到1∶10,也就是说,若要测量到450m3/h,则最小仅能测量到45m3/h的流量(或者能测量到25m3/h,但最大仅能测量到250m3/h)。控制系统无法测量到低温度的低流量,也就无法实现升温全过程的自动控制[1]。
1.2 燃烧系统改造方案
1.2.1 计算机集散式中央控制系统
此次控制系统改造的重点之一便是引入计算机集散式中央控制系统(见图1)替代原先的DDZ-Ⅲ电动单元组合仪表控制系统。

图1 计算机集散式中央控制系统
1.2.2 燃料的双路流量控制
煤气管路采用双路流量测量,如图2所示,可以使原先每路管路上的流量调节比自原单路总管的1∶18降为1∶9,由于流量调节范围大幅度减小,不仅可以实现低温段小流量的测量、控制,又可以实现高温段大流量的测量、控制,从而达到了烘干工艺的要求[2]。
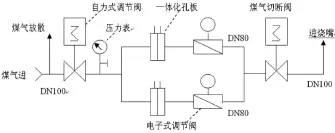
图2 燃料双路流量控制
1.2.3 串级并联双交叉限幅控制方式
串级并联双交叉限幅控制系统是以鱼雷罐车罐内温度调节回路为主环,燃料流量和空气流量调节为副环,构成温度调节控制系统,如图3所示。
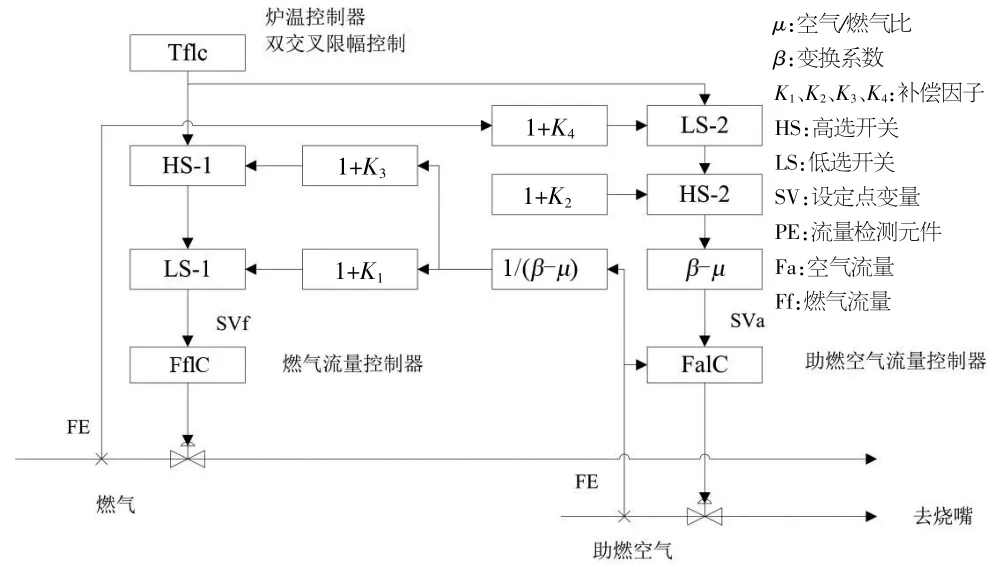
图3 串级并联双交叉限幅控制图
2 鱼雷罐车烘干设备燃烧系统改造简析
2.1 实施改造的成果
通过此次对鱼雷罐车烘干设备燃烧系统的改造,我们在空燃比分段调节、升温曲线优化、节能降耗等方面均取得显著的成果。
2.1.1 空燃比的分段调节
空燃比是指空气流量与煤气流量之比,即

式中,μ为空燃比;n为空气消耗系数;Vair为空气测量实测值,m3/h;Vfue1为煤气流量的实测值,m3/h;L0为标准燃料理论空气需要量,m3。
通过大量的试验及生产验证,我们获得了较理想的分段空燃比数据。
2.1.2 升温曲线的优化
在控制系统改造后,通过采用先进的计算机集散式中央控制系统,改造燃料双路流量控制管路,应用串级并联双交叉限幅控制方式,最终实现了在工艺要求规定的时间内顺利升温至950℃的目标,达到了鱼雷罐车烘干设备控制系统改造的设计要求,如图4所示[3]。
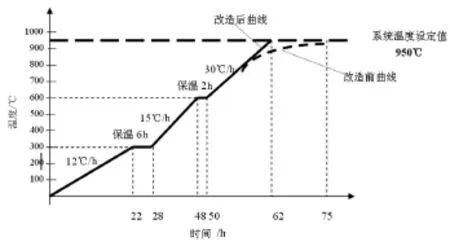
图4 控制系统改造前后的升温曲线比较
2.1.3 节能降耗的效果
鱼雷罐车每次大修后的烘干时间约70h,改造后每次烘干可缩短10h,按照一个鱼雷罐车烘干台位24h不间断连续作业,年平均工作日为350d,2个烘干台位年燃料节约费用45.60万元。
2.2 系统优化
2.2.1 硬件方面
一般情况下,鱼雷罐车在高温烘干中,废气从炉口带走的热量可占热负荷的45%~55%。
结合国内外的研究与实践经验,可通过更改烧嘴形式、增加余热回收、使用热交换器等装置便可妥善解决此方面问题。
2.2.2 软件方面
此次改造已用先进的计算机集散式中央控制系统替代原先的DDZ-Ⅲ电动单元组合仪表控制系统,不过基本的燃烧控制原理仍是纯粹的PID控制,而且还需少量人工操作才能实现整个系统的自动化控制。因此,若能应用专家PID、智能PID、神经网络PID或者模糊控制等先进的控制方式,则能够进一步提高鱼雷罐车烘干设备燃烧控制的效率、精度、自动化程度等。
3 PlD控制与模糊控制的应用
3.1 PlD控制的应用
如前所述,鱼雷罐车烘干设备的燃烧控制系统无论是改造前,还是改造后基本的控制原理就是纯粹的PID控制系统,而且是串级PID控制系统。
在此套燃烧控制系统中,鱼雷罐车罐内温度调节为主回路,燃料流量与空气流量调节为2个副回路。同时,2个副回路不是简单的串联或者并联在主回路中,而是按照双交叉限幅控制原理相互联系、控制。串级控制系统的计算顺序是先主回路(PID1)后副回路(PID2)。也就是说,先实现鱼雷罐车罐内温度调节的PID控制,然后实现燃料流量、空气流量调节的PID控制[4]。
经过几个月的正常生产作业,我们认为此套以计算机集散式中央控制方式构建的串级并联双交叉限幅PID燃烧控制系统已完全能够满足鱼雷罐车烘干工艺要求。
3.2 模糊控制的应用
通过对鱼雷罐车烘干设备燃烧控制系统的研究,我们发现虽然纯粹的PID控制已能实现工艺要求的升温曲线,不过因车体内温度与燃料、空气流量并没有确定的数学控制模型,完全可以将模糊控制原理应用于鱼雷罐车烘干设备的燃烧控制系统中[5]。
通过比较,我们决定在串级并联双交叉限幅PID控制系统中引入模糊自适应整定PID控制,提高系统的稳定性、适应性和自动化程度。
模糊自适应整定PID控制器是以误差e和误差变化ec作为输入,以满足不同时刻的误差e和误差变化ec对PID参数自整定的要求。利用模糊控制的规则在线实时对PID参数进行修改,构成模糊自适应整定PID控制器,如图5所示。
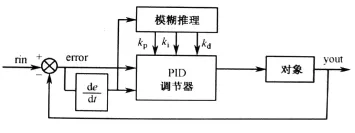
图5 模糊自适应整定PID控制
模糊自适应整定PID控制的目标是找出PID3个参数(kp、ki、kd)与误差e和误差变化ec之间的模糊关系,在运行中通过持续检测误差e和误差变化ec,依据模糊控制原理来对3个参数进行在线修改,以满足不同误差e和误差变化ec对系统控制参数的不同要求,以使被控对象有良好的动、静态性能。控制系统运行过程中,通过对模糊逻辑规则的结果处理、查表和运算,完成对PID参数的在线实时自整定。
3.3 误差简析
在设备正式投入正常生产后,我们选取了某次鱼雷罐车大修后烘干、烘干的温度记录数据进行误差分析。
燃烧控制系统温度变化的标准差,按照式(2)进行计算。

式中,σ为温度变化的标准差;xi为温度实测值;x为xi对应的温度设定值;n为温度测量数。
经过计算σ=0.48,所以xi=x±3σ=x±1.44℃。
在燃料煤气热值固定,空气与燃料压力、流量保持稳定的前提条件下,燃烧控制系统实现了对混铁车烘干、烘干过程的升温控制,燃烧温度的控制精度小于±1.5℃。
4 结论
以宝钢鱼雷罐车烘干设备的燃烧控制系统作为研究对象,主要取得了如下成果:
1)以霍尼韦尔HC900计算机集散式中央控制系统组建的燃烧控制系统替换原先的DDZ-Ⅲ型电动单元组合仪表,提高了系统的运行速度与稳定性,优化了人机操作界面,相对提升了自动化控制程度;
2)将燃料的单路流量测量、控制方式改为并联双路流量测量、控制方式,在对旧管路不做大改造的情况下实现了燃料流量调节范围的倍增;
3)串级并联双交叉限幅PID控制方式外加空燃比的分段设定,确保整个系统始终维持节能、环保、安全的最佳燃烧状态,升温过程的温度控制精度达到满量程的0.1%;
4)将模糊自适应整定PID控制应用于现有的控制系统,在燃料煤气热值不确定,空气与燃料压力、流量不稳定的条件下,通过对串级并联双交叉限幅PID控制3个参数(kp、ki、kd)的在线实时自整定,仍能实现符合工艺要求的升温过程。
【1】吴懋林,张永宏,杨圣发,等.鱼雷罐铁水温降分析[J].钢铁,2002,37 (4):13-15.
【2】杨圣发,张晓丽,吴懋林,等.铁水输送过程中的在线温度预测模型[J].控制理论与应用,2002(4)∶10-14.
【3】涂卫国,刘广林,刘日新.高效节能型钢包烘干器的研究和设计[J].钢铁,2000(7)∶48-52.
【4】张富信,潘远革.低热值燃料在钢包高温快速烘干工艺中的应用[J].工业炉,2000(2)∶48-51.
【5】向顺华,周仁义,刘铁树,等.宝钢铁水输送过程中温度预报传热模型的研究[J].控制理论与应用,2002(2)∶23-26.的变异系数均不超过10%,符合《土壤环境监测技术规范》(HJ/T 166—2004)的数值为3.8%,表明检测结果能够满足精度要求。这种针对Hg元素的检测方法,具有操作简单、结果可靠、重现性好的优点。
Reformation of Combustion Control System of the Torpedo Car Baking Equipment
XU Dong-bin
(Shanghai Baosteel Industry Technological Service Co.Ltd.,Shanghai 201900,China)
Torpedo car baking technology is widely used in the maintenance process by iron and steel enterprises at home and abroad.It is the last step in the lining maintenance of the torpedo car,as well as a key step.Baking quality directly affects the span life of the lining of the torpedo car,as well as the drop of temperature of the hot metal.Through in-depth analysis and research of the existing problems of the torpedo car baking equipment in Baosteel,a viable reformation scheme is carried out by applying PID control and fuzzy control.After the implementation of the reformation scheme,some test data are collected,and the data are processed and analyzed,to further improve the reformation design scheme.
torpedo car;baking equipment;combustion control;PID control;fuzzy control
TH165;TP273
A
1007-9467(2016)09-0085-04【DOI】10.13616/j.cnki.gcjsysj.2016.09.036
2016-09-03
许栋斌(1980~),男,上海人,工程师,从事仪表工程技术研究。
猜你喜欢
石油沥青(2022年2期)2022-05-23
小哥白尼(军事科学)(2021年8期)2021-11-22
小哥白尼(军事科学)(2020年8期)2020-05-22
石油管材与仪器(2019年1期)2019-03-08
专用汽车(2018年10期)2018-11-02
舰船电子对抗(2018年2期)2018-06-19
现代电子技术(2015年7期)2015-03-21
专用汽车(2015年4期)2015-03-01
海洋世界(2014年2期)2014-02-27
舰船科学技术(2013年2期)2013-08-21
