
焊接顺序对T型接头角焊缝残余变形的影响
2016-12-07 07:21王浩,李莉
电焊机 2016年10期
王 浩,李 莉
(1.河南工业职业技术学院,河南南阳473009;2.河南省科学技术馆,河南郑州450008)
焊接顺序对T型接头角焊缝残余变形的影响
王 浩1,李 莉2
(1.河南工业职业技术学院,河南南阳473009;2.河南省科学技术馆,河南郑州450008)
为研究焊接顺序对T型接头角焊缝残余变形的影响,对平对接接头的焊接过程进行数值模拟和焊接实验,验证焊接模拟的合理性;建立T型接头双面角焊缝的有限元模型,采用生死单元技术和热结构耦合的方法对T型接头焊接过程中的温度场和应力场进行数值模拟,分析4种焊接顺序对其残余变形的影响。结果表明,模拟结果与残余应力测试结果吻合良好,说明焊接模拟过程合理有效。T型接头在焊后发生了挠曲变形,焊接顺序2的残余变形最小,变形量为0.61 mm,采用从两侧向中间的焊接顺序能够减小T型接头的残余变形。
焊接顺序;T型接头;温度场;应力场;数值模拟
0 前言
T型接头角焊缝是造船、桥梁、车辆、建筑中最常见的一种结构形式[1],作为重要的承载和支撑构件,焊接残余应力的存在严重影响了T型接头的承载能力和结构寿命[2]。在焊接过程中,由于温度场的局部性和不均匀性[3],不可避免地会造成焊接变形,而T型接头的残余变形情况更为复杂。随着计算机技术的高速发展,采用数值模拟技术研究焊接过程中的温度场和应力变化[4]已经是一种研究焊接变形的主要手段。
首先对平对接接头的焊接过程进行了数值模拟和焊接实验,验证焊接模拟的合理性,然后建立T型接头双面角焊缝的有限元模型,采用生死单元技术和热结构耦合对T型接头焊接过程中的温度场和应力场进行数值模拟,分析4种焊接顺序对其
残余变形的影响,进而优化焊接工艺,对生产具有指导意义。
1 有限元模型的建立
1.1 材料选择
T型接头材料为Q345,为了提高计算精度,需要考虑导热系数、比热容、线膨胀系数、屈服强度和弹性模量随温度的变化情况[5],Q345的物理性能和力学性能参数随温度变化情况如表1所示。在计算过程中,使焊缝单元与母材具有相同的热物性参数。
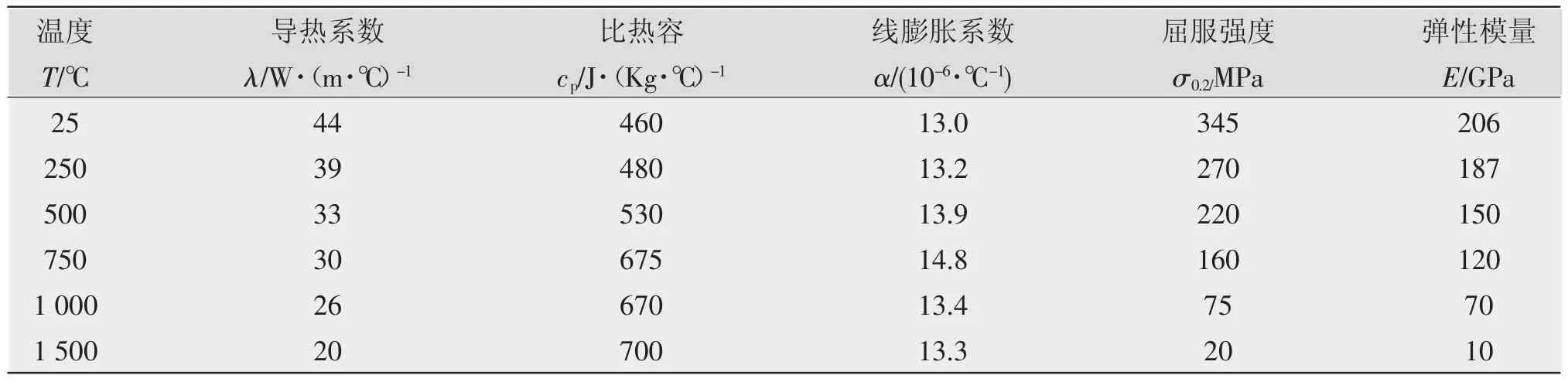
表1 Q345在高温下的物理性能和力学性能参数Tab.1Physical properties and mechanical performance parameters of Q345 in high temperature
1.2 有限元模型
平对接接头尺寸为300 mm×100 mm×2 mm,两块平板采用I型坡口进行对接,其网格划分如图1所示,模型中共有6 840个单元,14 036个结点。

图1 对接接头网格划分Fig.1Finite element mesh in butt joint
建立的T型接头翼板和腹板尺寸均为300mm× 150 mm×6 mm。为提高计算效率且保证计算精度,采用映射方式对T型接头划分网格,在焊缝区域和焊缝附近区域采用较细的网格尺寸,在远离焊缝的区域采用较粗的网格尺寸,有限元网格模型如图2所示,焊接方向为ANSYS坐标系中的z轴方向,有限元模型中的单元总数为6 240,结点总数为9 394。

图2 T型接头网格划分Fig.2Finite element mesh in T joint
1.3 计算方案
实验中焊接速度为400 mm/min,采用单元生死技术模拟焊缝单元的依次生成和热源的移动[4],选用热-结构耦合的方法对焊接过程进行数值模拟,即先进行温度场分析,然后读取温度场结果进行应力场的分析。焊接温度场分析采用SOLID70单元,初
始温度20℃。焊接热源采用内生热源,即模拟过程中对焊缝单元施加2 000℃,对流换热系数30 W/(m2·℃)。温度场计算结束后,将热单元转化为结构单元,采用SOLID185结构分析单元分析焊接应力场。加载位移边界条件既要防止在计算过程中产生刚体位移,又不能阻碍焊接过程中的应力自由释放和自由变形。对接接头和T型接头的约束条件如图3所示。

图3 约束条件Fig.3Constraint condition
分别采用4种焊接顺序对T型接头的残余应力和变形进行数值模拟,焊接顺序如图4所示。
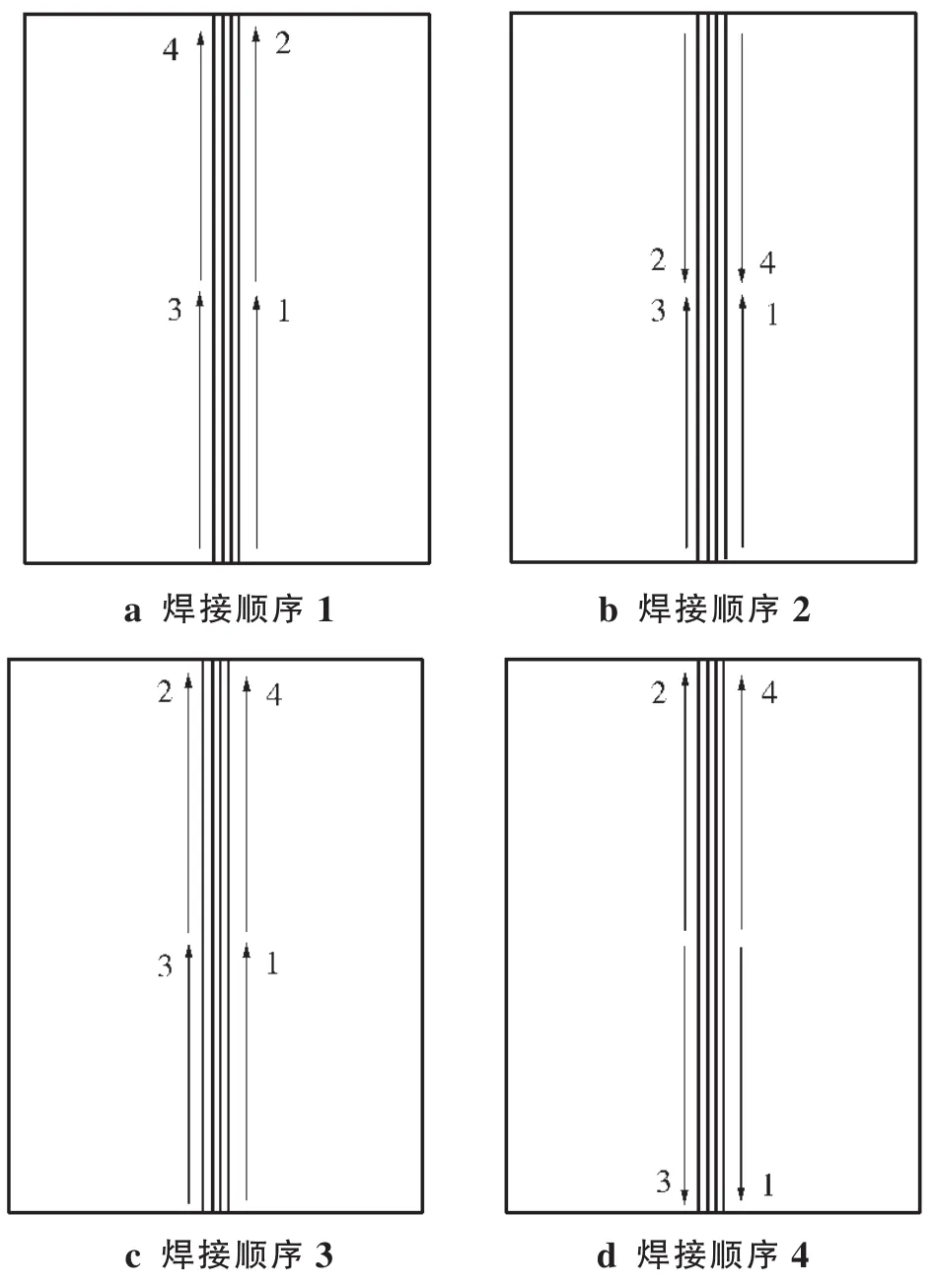
图4 焊接顺序Fig.4Welding sequence
1.4 理论方程
焊接温度场的分布是一个高度非线性的过程,其热传导的微分方程[6]为:

式中Q为内热源强度;ρ为密度;c为比热容;T为焊接过程中的温度场函数;λ为导热系数;t为传热的时间。c、λ都随温度而变化。
为获得温度场的定解,需给出边界和初始条件,设S∈R3为求解域V的边界,并有S=S1∪S2∪S3,其中S1为温度边界,S2为热流边界,S3为对流辐射边界。
在S1边界上,已知边界上的温度值,满足一类边界条件

在S2边界上,已知边界上的热流密度,满足二类边界条件

在S3边界上,已知物体与周围介质间的换热,满足三类边界条件

初始条件的温度分布

对于Q345其弹塑性应力应变关系:材料的屈服服从von-Mises屈服准则,塑性区符合流变法则,其应力应变关系公式为

式中{C}为与温度有关的向量;[D]为弹性或塑性矩阵。
1.5 残余应力测试
采用钻孔法测试对接接头残余应力,如图5所示。在被测点贴上120 Ω/45°应变花,采用DZDL-1型钻孔装置在测点上钻一小孔,使测点的应力得到
部分或全部释放,并由事先贴在小孔周围的ASM2-3-X静态电阻应变计测得释放的应变量,再根据弹性力学原理计算出残余应力,通过该方法得到测试点的第一主应力和第三主应力。

图5 焊接残余应力测试Fig.5Test of welding residual stress
2 模拟结果及分析
2.1 对接接头结果及分析
对接接头的模拟结果和残余应力测试结果如图6所示。其中图6a为36 s时刻的温度场分布;图6b为焊缝上不同结点的热循环曲线;图6c为焊接残余应力分布,沿着焊缝方向定义路径P1;图6d为P1路径上残余应力的模拟结果和测试结果的对比。

图6 模拟和实验结果Fig.6Results of simulation and experiment
由图6可知,焊接过程中的温度场呈准稳态分布,靠近焊缝中心的温度梯度较大,远离焊缝中心的温度梯度较小,焊缝上的结点经历了较强的热循环作用。最大残余应力位于焊缝的末端处,远离焊缝的区域残余应力较小,残余应力模拟结果与测试结果吻合较好,说明本研究中对焊接模拟过程是合理有效的。
2.2 T型接头结果及分析
T型接头在不同焊接顺序的残余变形分布如图7所示。沿T型接头底边定义一条路径P2,不同焊接顺序下的焊接变形和残余应力如图8所示。

图7 残余变形分布(20×)Fig.7Residual deformation distribution(20×)

图8 P2路径上的挠曲变形和残余应力Fig.8Bending deformation and residual stress of P2path
由图7可知,焊接顺序4的残余变形最大,最大变形量0.91 mm,位于焊缝的末端处;焊接顺序1的最大残余变形量为0.76 mm;焊接顺序3的最大残余变形量为0.66 mm;焊接顺序2的残余变形最小,最大变形量为0.61mm。其中焊接顺序1、焊接顺序3和焊接顺序4沿垂直焊缝的方向和平行焊缝方向均发生了挠曲变形,这是因为于焊缝发生严重的横向收缩,而焊接顺序2只是在垂直焊缝的方向上发生挠曲变形,焊缝发生了微量的横向收缩。
由图8可知,焊接顺序1的挠曲变形量最大,焊接顺序3的挠曲变形量次之,焊接顺序2的挠曲变形量较小,焊接顺序4的挠曲变形量最小,但是焊接顺序4在沿焊缝方向发生了较大的挠曲变形,因此焊接顺序2得到的焊接变形量最小。焊接顺序3的残余应力最大,焊接顺序1和焊接顺序2的残余应力分布近似,焊接顺序的残余应力最小。
3 结论
(1)采用生死单元技术和热结构耦合的方法对平对接接头的焊接过程进行数值模拟,模拟结果与残余应力测试结果吻合较好。
(2)由于焊缝的横向收缩,T型接头在垂直焊缝和平行焊缝的方向上均发生了挠曲变形。
(3)不同的焊接顺序对T型接头的残余变形影响很大,采用从两侧向中间对称的焊接顺序能够有效地减少残余变形。
[1]黄道业.高强度钢T型接头焊接变形固有应变数值模拟[J].热加工工艺,2013,42(11):218-224.
[2]胡建.焊接工艺对Q345D钢T型接头双道MAG焊接变形和应力影响的有限元分析[J].热加工工艺,2012,41(11):143-146.
[3]何彩颖.焊接速度对Q345多层多道焊影响的模拟分析[J].铸造技术,2013,34(7):895-897.
[4]王苹,王强,刘雪松,等.基于FEM的高速列车地板结构焊接顺序优化[J].焊接学报,2012,33(8):45-48.
[5]朱忠尹.大型构件多层多道焊焊接变形数值模拟[D].四川:西南交通大学,2013.
[6]赵秋,吴冲.U肋加劲板焊接残余应力数值模拟分析[J].工程力学,2012,29(8):262-268.
The effect of welding sequence on residual distortions in T-joint fillet weld
WANG Hao1,LI Li2
(1.He'nan Polytechnic Institute,Nanyang 473009,China;2.He'nan Science and Technology Museum,Zhengzhou 450008,China)
The numberical simulation and welding experiment of welding process had been taken out to study the effection of welding sequence on residual distortion in T-joint fillet weld.The finite element model of T-joint welding was created.The temperature field and residual stress field were numberical simulated with the technology of element life and death and thermal-structure coupling in T-joint weldingprocess,analyzed four kinds ofthe influence ofweldingsequence on the residual deformation.The result ofresidual stress filed was more consistented with experiment which showed that the simulation of the welding process was reasonable and effective.Deflection occurred in T-joint after welding.The residual distortion of welding sequence 2 was minimal which was 0.61 mm.Use the welding sequence fromeither side tothe middle can reduce the residual deformation ofT-joint.
welding sequence;T-joint welding;temperature filed;residual stress filed;numerical simulation
TG404
A
1001-2303(2016)10-0090-06
10.7512/j.issn.1001-2303.2016.10.19
献
王浩,李莉.焊接顺序对T型接头角焊缝残余变形的影响[J].电焊机,2016,46(10):90-95.
2015-04-23;
2016-09-07
河南省高等学校青年骨干教师资助计划项目(2014 GGJS-165)
王浩(1979—),男,河南镇平人,副教授,硕士,主要从事机械设计及数值分析的研究工作。
猜你喜欢
金属世界(2022年5期)2022-10-24
建材发展导向(2021年6期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
现代技术陶瓷(2018年4期)2018-09-06
建筑科技(2018年6期)2018-08-30
制造业自动化(2017年2期)2017-03-20
中国惯性技术学报(2015年1期)2015-12-19
