
基于LabVIEW、MATLAB的中空结构铝合金高速铣削噪声试验设计
2016-12-06 08:02刘庆峰杨发展张玉腾
组合机床与自动化加工技术 2016年11期
刘庆峰,杨发展,张玉腾
(青岛理工大学 机械工程学院,山东 青岛 266000)
基于LabVIEW、MATLAB的中空结构铝合金高速铣削噪声试验设计
刘庆峰,杨发展,张玉腾
(青岛理工大学 机械工程学院,山东 青岛 266000)
针对立铣刀高速加工中空结构铝合金的噪声振动问题,通过设计正交试验和利用不同类型刀具对工件进行高速铣削试验研究。以NI-PXI-1045为平台,通过LabVIEW软件编程采集加工噪声和振动加速度信号。利用LabVIEW和MATLAB软件的混合编程,对噪声振动信号进行时域和频域分析。研究表明,该试验设计可以实时、准确的采集到噪声振动信号,能够对试验数据进行快速处理,信号准确且易于存储,为噪声产生机理分析提供方便。
中空结构铝合金;高速铣削;噪声试验
0 引言
铝合金具有质量轻、耐腐蚀性强和便于加工与维护等优点[1],被广泛应用在航空器材、动车车厢、汽车零部件等领域,是实现产品轻量化的重要替代材料。中空结构铝合金由于具有突出的造型特征、强度高、重量轻、力学性能稳定、隔音效果好等突出优势,越来越多的被应用在新型结构和新型装备中[2]。高速加工技术在高速动车大型铝型材加工上得到成功的实施和应用,促进了高速加工技术的发展,大大提高我国高速动车组的加工质量和加工效率,取得了巨大的经济效益和社会效益[3]。然而,中空铝合金材料具有结构复杂、壁薄、刚度差特点,在高速加工过程中容易出现振动剧烈、噪声大等问题,影响操作人员的身心健康。
LabVIEW作为一种图形化的编程语言开发环境,可作为一个标准的数据采集和仪器控制软件来使用[4]。以中空结构铝合金为研究对象,通过设计高速铣削正交试验,利用LabVIEW软件和虚拟仪器采集加工过程中的噪声振动信号,并利用LabVIEW和MATLAB混合编程对试验数据进行分析处理,获得不同类型铣刀、铣削加工工艺参数对噪声振动的影响规律及噪声产生机理,为后续选定最佳刀具类型、铣削加工工艺参数及噪声抑制方法提供方便。
1 中空结构铝合金高速铣削噪声振动试验
1.1 试验材料及刀具
为使研究与生产实际相结合,本试验采用与动车制造所用材料相同,材料型号为6N01,其截面结构如图1所示。

图1 中空结构铝合金
图中上下截面厚度为2.8mm,中间倾斜部分薄壁截面厚度为1.6mm。
6N01铝合金材料的力学性能如表1所示。

表1 6N01铝合金材料的力学性能参数
为了研究刀具结构与刀具材料对中空结构铝合金高速加工噪声的影响,选择高速钢刀具和硬质合金刀具(杭州奥特尔非标数控刀具公司生产),刀具详细情况如表2所示。

表2 铣刀规格
1.2 试验信号采集程序设计
根据试验需要,利用四个振动加速度传感器分布在不同位置实现对振动信号的采集,利用两个噪声传感器实现对噪声的采集,数据采集程序如图2所示。
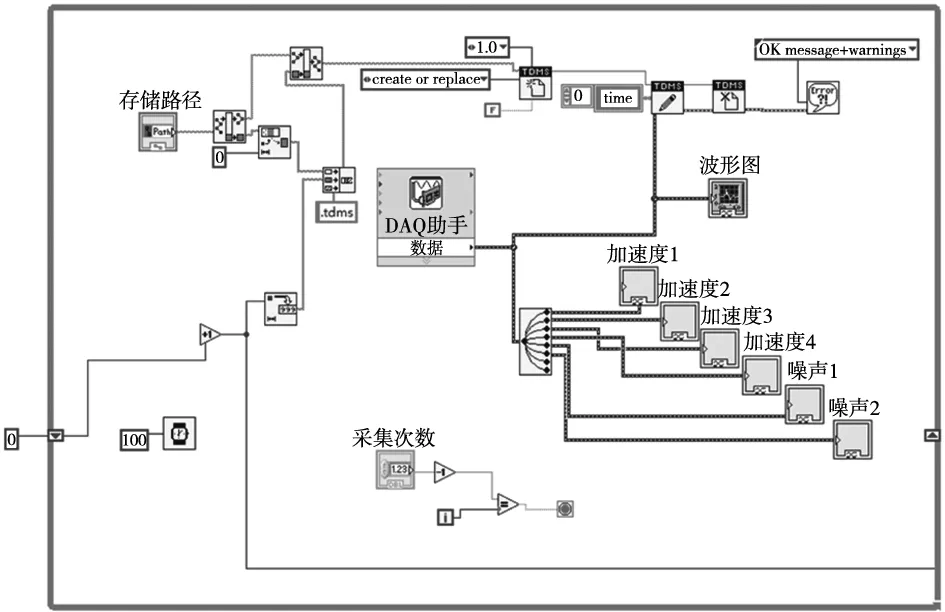
图2 数据采集程序
1.3 试验条件
试验在VMC850B立式加工中心上进行,最大功率为11kW,最高转速可达8000r/min,因此满足对高速加工的要求。以NI-PXI-1045为平台,使用PXI-4496采集卡,将噪声和振动传感器粘贴在加工区附近,通过LabVIEW软件编程实现振动加速度、噪声信号采集。
1.4 试验方案
加工工艺参数主要包括主轴转速n,进给量vf,径向切宽ae。由于板材高50mm,设定轴向切深为35mm,以n,vf,ae作为三个因素,同时,选择因素n为4水平,vf为4水平,ae为4水平[5]。本次试验是三因素四水平正交设计,正交试验表如表3所示。

表3 正交试验方案及部分试验结果
1.5 铣削实验
本实验采用自由振动法测量系统的固有频率,利用敲击法对加工系统施加一个初始扰动,将系统的振动波激励出来使其产生一个自由振动,同时用数据采集系统记录其波形,从而获得系统的固有频率。基于奈奎斯特采集定理,设定采样率为1024Hz,2s作为一个采样周期,采样数为2048。
按照以上的试验方案和数据采集方式依次选用不同类型刀具、不同铣削参数组合进行铣削实验并保存实验数据。设定采样率为1024Hz,3s作为一个采样周期,采样数为3072。
2 数据分析处理
2.1 铣削系统固有频率提取
对利用敲击法获得的时域波形图进行FFT变换转变为频域图和信号功率谱图,利用LabVIEW和MATLAB混合编程的程序(图3)进行转变,获得系统的固有频率。

图3 时域波形转为频域波形程序
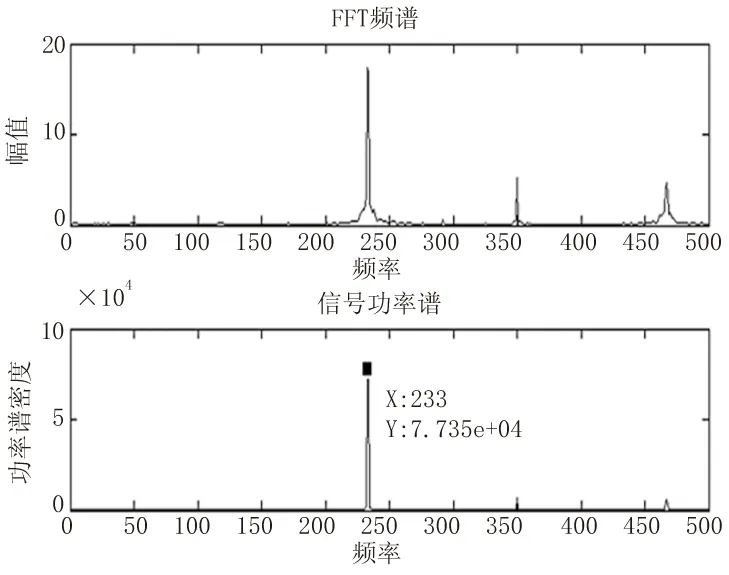
其处理结果如图4所示。
由频谱图像和信号功率谱图像可知振动信号中所占比例较大的频率位于30~60Hz之间,比例最大的为41Hz,故试验系统固有频率维持在为41Hz左右。

图4 处理后结果图像
2.2 信号预处理
实验进行加速度噪声信号采集过程中将环境中各种振动、噪声干扰也提取出来了。因此在提取信号数据特征值之前要对信号进行预处理(包括滤波处理及零均值处理),预处理程序如图5所示。
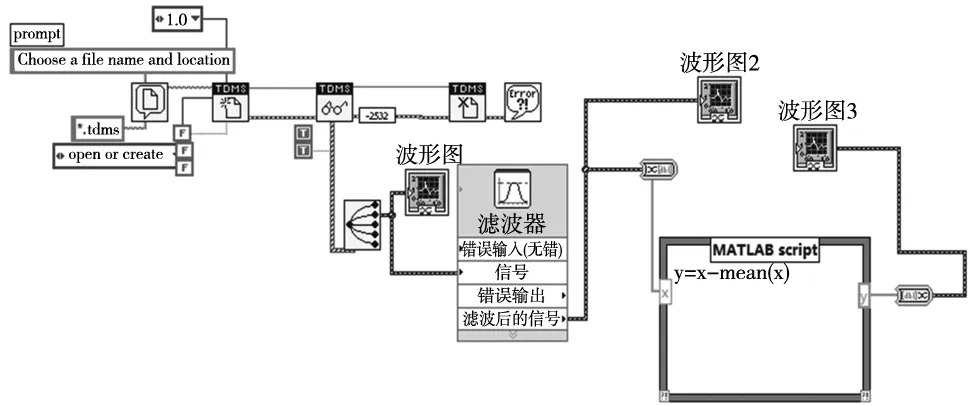
图5 预处理程序
2.3 时域特征值和声压级提取
时域特征值和声压级提取程序如图6所示。

(a) 时域特征值提取程序
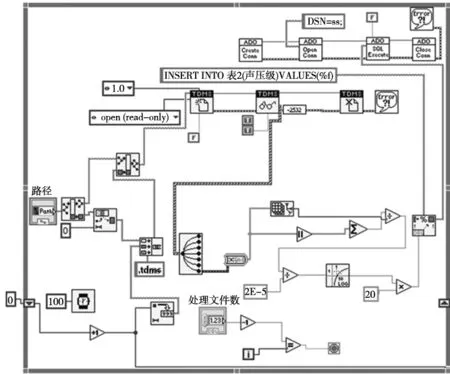
(b) 声压级获取程序
所提取的时域特征值主要包括方差、算数平均、正峰、反峰和均方根。方差能够反映振动信号偏离期望值的大小,不同的铣削参数组合,振动和噪声信号的波动情况也不同,方差可以反映出其波动程度,方差越大,波动程度越大,振动就越剧烈,导致高强噪声。算数平均能够反映信号的静态分量,可以作为整个铣削过程中信号变化的特征值。均方根能够稳定地表述信号的能量特性,反映振动系统的功率。
以刀柄直径为25mm,螺旋角为45°的硬质合金刀具得到声压级和均方根为例进行分析,实验结果(见表3)。对均方根数据进行极差分析,得到各因素对均方根影响主次顺序为主轴转速>进给量>径向切宽。对声压级数据进行极差分析,可以建立铣削参数对声压级的影响关系,如图7所示。
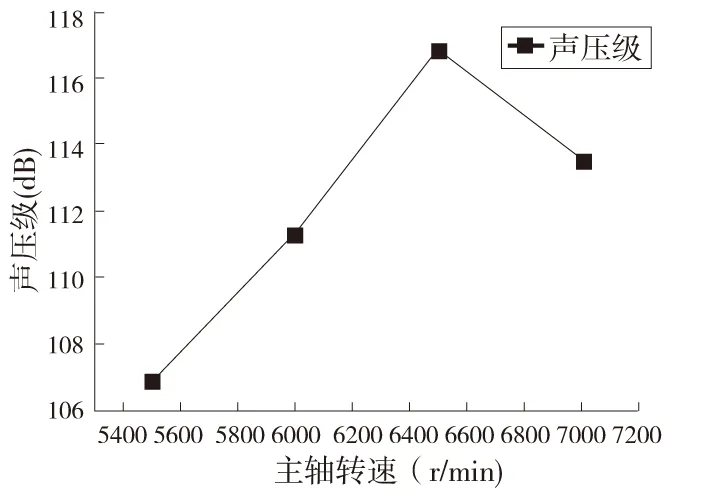
(a) 主轴转速对声压级影响
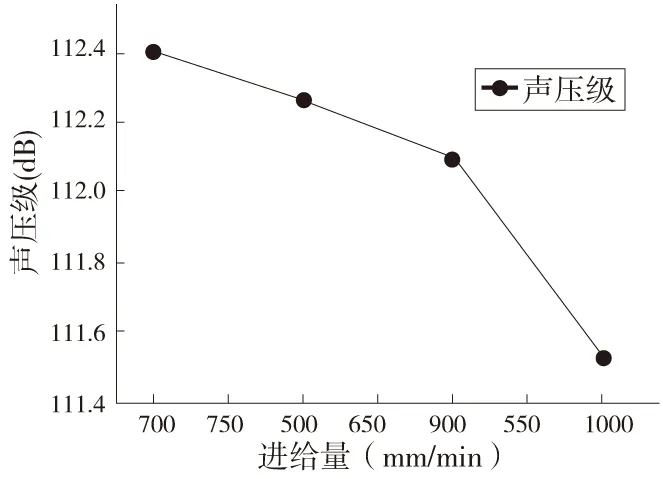
(b) 进给量对声压级影响
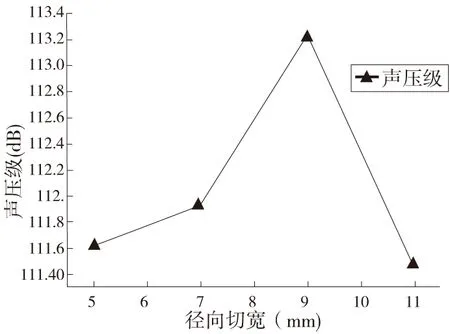
(c) 径向切宽对声压级影响
由图7可以分析各铣削工艺参数对声压级的影响程度以及变化趋势。从图7a和图7c中可以看出:在试验范围内,随着主轴转速和径向切宽的增加,声压级都呈现先增长后减小趋势;而从图7b中可以看出:在试验范围内,随着进给量的增加,声压级呈现减小趋势。综合来看,在实际铣削加工过程中,可以选择较大的进给量,选择合适的主轴转速和径向切宽,这样可以有效降低铣削过程中产生的噪声。在本试验范围内,刀柄直径25mm,螺旋角为45°的硬质合金刀具选择的最佳铣削工艺参数为主轴转速5500r/min,径向切宽11mm,进给量1000mm/min。
利用所得到的时域特征以及声压级可以对实现铣削加工工艺参数以及刀具类型的最佳选择,从而应用到实际生产过程中以减少加工过程中噪声振动的产生,提高产品质量。
2.4 频域特征值提取
将采集到的噪声信号时域波形转化为频域波形的程序(见图3将MATLAB Script中N的取值改为3072),转化如图8所示。
(a) n=5500r/min

(b) n=6500r/min
图8a表明,当转速达到5500r/min时,对噪声幅值贡献最大的频率值为233Hz(理论值为183Hz)。图8b表明,转速为6500r/min时,对噪声幅值贡献最大的频率值为325Hz(理论值为217Hz),其幅值也相应变大。所产生噪声的频率比铣刀产生的振动频率比理论值要高,由于中空结构铝合金的特殊结构,使得铣刀与工件之间容易产生颤振,从而产生了由低频向高频转移的现象[6,7]。从以上数据可以看出,本试验所设计的数据采集、分析、处理系统具有一定的实用性和合理性。
通过图8可以看出,铣削过程中的噪声以颤振引发的中高频为主,尤其是以频率为200Hz~400Hz的中频频率段最为明显,对于动态铣削振动,其能量主要集中200Hz~400Hz频率段。因此,控制和降低颤振的发生是控制噪声的最有效方式。
3 结束语
本试验针对铣刀高速加工中空结构铝合金过程中的噪声振动问题,通过设计正交实验和不同类型刀具的高速铣削实验,利用振动、噪声传感器,通过LabVIEW图形化编程软件实现对信号的采集,并利用LabVIEW和MATLAB混合编程实现数据预处理、时域分析以及频域分析获得以下结论。
① 本试验设计可以通过对敲击法获得的时域波形图转换为频域图,利用LabVIEW和MATLAB混合编程的程序进行转换,获得加工系统的固有频率为41Hz左右。
② 本试验设计可以利用时域分析所得到的时域特征及声压级实现对中空结构铝合金铣削加工工艺参数及刀具类型最佳选择。
③ 本试验设计可以利用频域分析可得知中空结构铝合金加工过程中的噪声主要是由于刀具与工件发生的颤振引起,控制和降低颤振的发生是控制噪声的最有效方式。
[1] 杨巨平.铝合金材料在铁路货车上的应用研究[J]. 铁道车辆,2015,53(6):24-25.
[2] 康鲁迪.高速铣削中空结构铝合金噪声产生机理研究[D].青岛:青岛理工大学,2014.
[3] 王建波.中空结构铝合金高速加工刀具损伤机理分析[J]. 机械工程师,2013(8):60-61.
[4] 张毅,周绍磊,杨秀霞,等.虚拟技术分析与应用[M]. 北京:机械工业出版社,2004.
[5] 弯艳玲,张学蕊,于化东,等.高速微铣削铝合金表面粗糙度的多指标正交试验研究[J]. 中国机械工程,2013,24(24):3278-3288.
[6] 陈延军.切削颤振系统动态特征性分析[D].西安:西北工业大学,2006.
[7] 李峥,刘强.基于切削噪声的数控加工颤振识别系统[J].制造技术与机床,2009(2):16-18.
(编辑 李秀敏)
Research on Noise Experimental Setting in High-speed Milling Hollow Structural Aluminum Alloy Based on LabVIEW and MATLAB
LIU Qing-feng, YANG Fa-zhan, ZHANG Yu-teng
(Mechanical Engineering Department, Qingdao university of Technology, Qingdao Shandong 266000, China)
For the noise and vibration Problem of cutter in high-speed milling hollow structural aluminum alloy, based on high-speed end milling orthogonal experiments and high-speed milling experiments with different cutter, the signal of noise and vibration acceleration would be collected by NI-PXI-1045 through the software programming of LabVIEW. Mixed programs were written by LabVIEW and MATLAB software which conducts, time domain and frequency domain analysis. The experiment shows that: the experimental setting can not only capture real-time, accurate noise and vibration signal, but also make the test data processing fast, accurate and easy to store, so that it provides a convenient way for the analysis of the noise generation mechanism.
hollow structure aluminum alloy; high-speed milling; noise experiment
1001-2265(2016)11-0031-04
10.13462/j.cnki.mmtamt.2016.11.009
2015-12-19
2016-01-21
国家自然基金(51205219);山东省高等学校科技计划资助项目(J12LB09)
刘庆峰(1990—),男,山东临沂人,青岛理工大学硕士研究生,研究方向为先进制造技术,(E-mail)15563979951@163.com。
TH145;TG54
A
猜你喜欢
设备管理与维修(2021年24期)2021-02-10
陶瓷学报(2020年2期)2020-10-27
军事运筹与系统工程(2019年4期)2019-09-11
演艺科技(2019年4期)2019-03-30
振动工程学报(2017年5期)2018-03-05
计算机辅助工程(2017年4期)2018-02-01
中国港湾建设(2017年11期)2017-12-19
凿岩机械气动工具(2017年3期)2017-11-22
雷达学报(2017年6期)2017-03-26
演艺科技(2016年7期)2016-11-16
