天然气液化C3/MRC工艺研究
2016-12-02 08:11汪宏伟龙增兵刘家洪
天然气与石油 2016年4期
汪宏伟 龙增兵 刘家洪 李 龙 张 艺
中国石油集团工程设计有限责任公司西南分公司,四川 成都 610041
天然气液化C3/MRC工艺研究
汪宏伟 龙增兵 刘家洪 李 龙 张 艺
中国石油集团工程设计有限责任公司西南分公司,四川 成都 610041
带丙烷预冷的混合冷剂制冷天然气液化工艺(C3/MRC工艺)结合了级联式液化流程和混合冷剂液化流程的优点,即高效、简单,但目前我国尚无该工艺的技术应用,故开展了天然气液化 C3/MRC 工艺研究。在介绍C3/MRC工艺流程的基础上,对冷剂压缩机控制方式及压缩机出口冷剂冷却方式进行了研究,归纳了C3/MRC工艺的技术特点。研究表明,C3/MRC工艺适用于水源丰富地区的大型LNG工厂建设。通过开展该工艺研究,力图打破国外技术垄断,推动我国LNG工业的发展。
C3/MRC工艺;天然气液化工艺;基荷型液化装置;变频控制;冷却方式
0 前言

1 C3/MRC工艺流程
C3/MRC工艺流程由三部分组成:天然气预冷、脱重烃、液化及过冷,丙烷制冷循环,混合冷剂制冷剂循环。
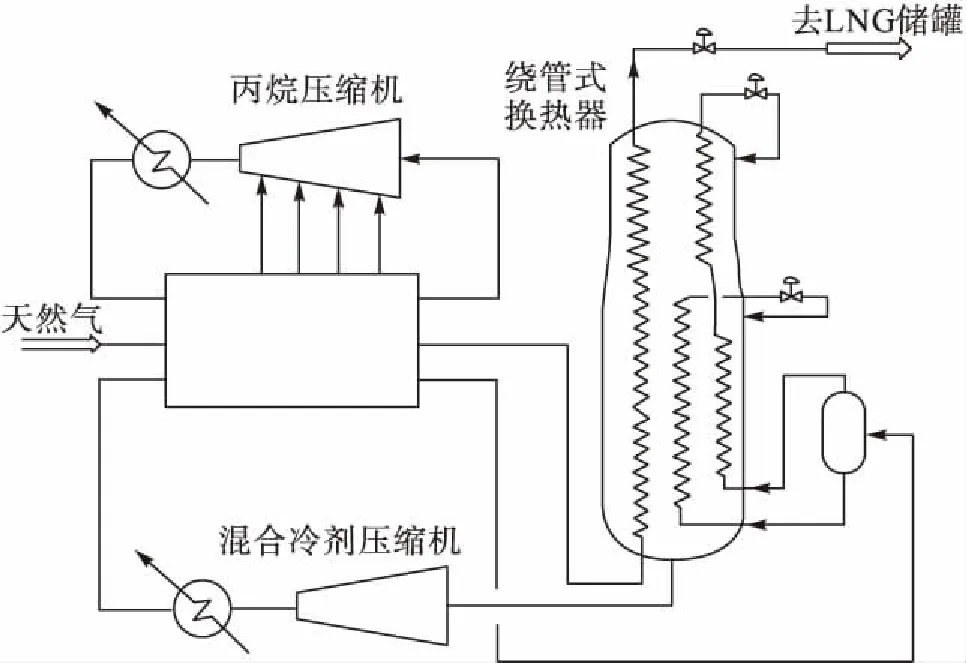
图1 C3/MRC工艺流程
1.1 天然气预冷、脱重烃、液化及过冷

1.2 丙烷制冷循环
丙烷制冷循环的作用主要有三方面:为天然气液化装置40~-35 ℃的净化天然气和混合冷剂提供冷量,并大幅降低绕管式换热器造价;为混合冷剂压缩机分担设备电功率,以实现液化装置的大型化;显著降低分子筛脱水装置负荷。工艺流程如下:不同压力及温度等级的气态丙烷分别进入丙烷压缩机,增压至1.4 MPa后,经丙烷冷却器冷却至43 ℃,然后再进入丙烷冷凝器冷凝,温度降至39 ℃后进入丙烷凝液罐,从丙烷凝液罐出来的液态丙烷经丙烷过冷器过冷至35 ℃后分两路分别与混合冷剂和天然气换热。
丙烷冷剂按照先后顺序串联进入高压丙烷蒸发器A/B、中压丙烷蒸发器A/B、低压丙烷蒸发器A/B、低低压丙烷蒸发器A/B,以上8台丙烷蒸发器在不同操作压力下分别对天然气和混合冷剂实现20、0、-20、-35 ℃阶梯式降温。蒸发器中的液态丙烷吸热后汽化,然后进入丙烷压缩机各级入口分离器过滤分离液滴,最后进入各级丙烷压缩机入口,完成整个丙烷制冷循环。
1.3 混合冷剂制冷循环
从绕管式换热器底部出来的-38 ℃、0.2 MPa低压气态混合冷剂首先进入混合冷剂压缩机入口吸入罐进行气液分离,以防混合冷剂液滴进入压缩机。经分液后的低压气态冷剂进入混合冷剂压缩机的一级入口压缩到约1.5 MPa,经压缩机级间冷却器冷却至40 ℃,然后进入混合冷剂压缩机二级压缩至4.5 MPa,经二级冷器冷却至40 ℃,进入丙烷制冷系统,依次经高压丙烷蒸发器、中压丙烷蒸发器、低压丙烷蒸发器、低低压丙烷蒸发器冷却冷凝至-35 ℃后进入MR高压分离罐。分离后的液相混合冷剂进入绕管式换热器底部,经绕管式换热器冷却至-120 ℃,然后经J-T阀节流至380 kPa·a、-123 ℃,最后返回低压气相混合冷剂,经绕管式换热器,为天然气液化和气相混合冷剂及液相冷剂自身提供冷量。分离出的高压气相混合冷剂冷却至-160 ℃左右,然后经J-T阀节流至400 kPa.a、-163 ℃,最后返回液相混合冷剂,经绕管式换热器,为LNG的过冷及高压气相冷剂自身的冷凝提供冷量,实现混合冷剂制冷循环[8-11]。
2 冷剂压缩机控制方式
2.1 丙烷压缩机控制方式
丙烷压缩机的控制方式可分为带变频调速方式与软启动且不带变频调速方式,采用何种控制方式应结合压缩机组的工艺介质特性、运行能耗、投资以及启动方式等综合考虑。
从运行能耗方面考虑,因丙烷压缩机的出口压力取决于丙烷的冷凝温度,因而可充分利用项目所在地不同季节气温差异大的气候特点,根据各季循环水温度的变化,采用变频器调节丙烷压缩机出口压力,从而节省压缩机电耗,同时,也有利于调节负荷及降低压缩机的启动电流。表1为丙烷压缩机在我国北方地区某项目原料气满负荷运行时,不同月份循环水温度变化对丙烷压缩机月平均轴功率的模拟计算数据。
表1 丙烷压缩机各月运行数据
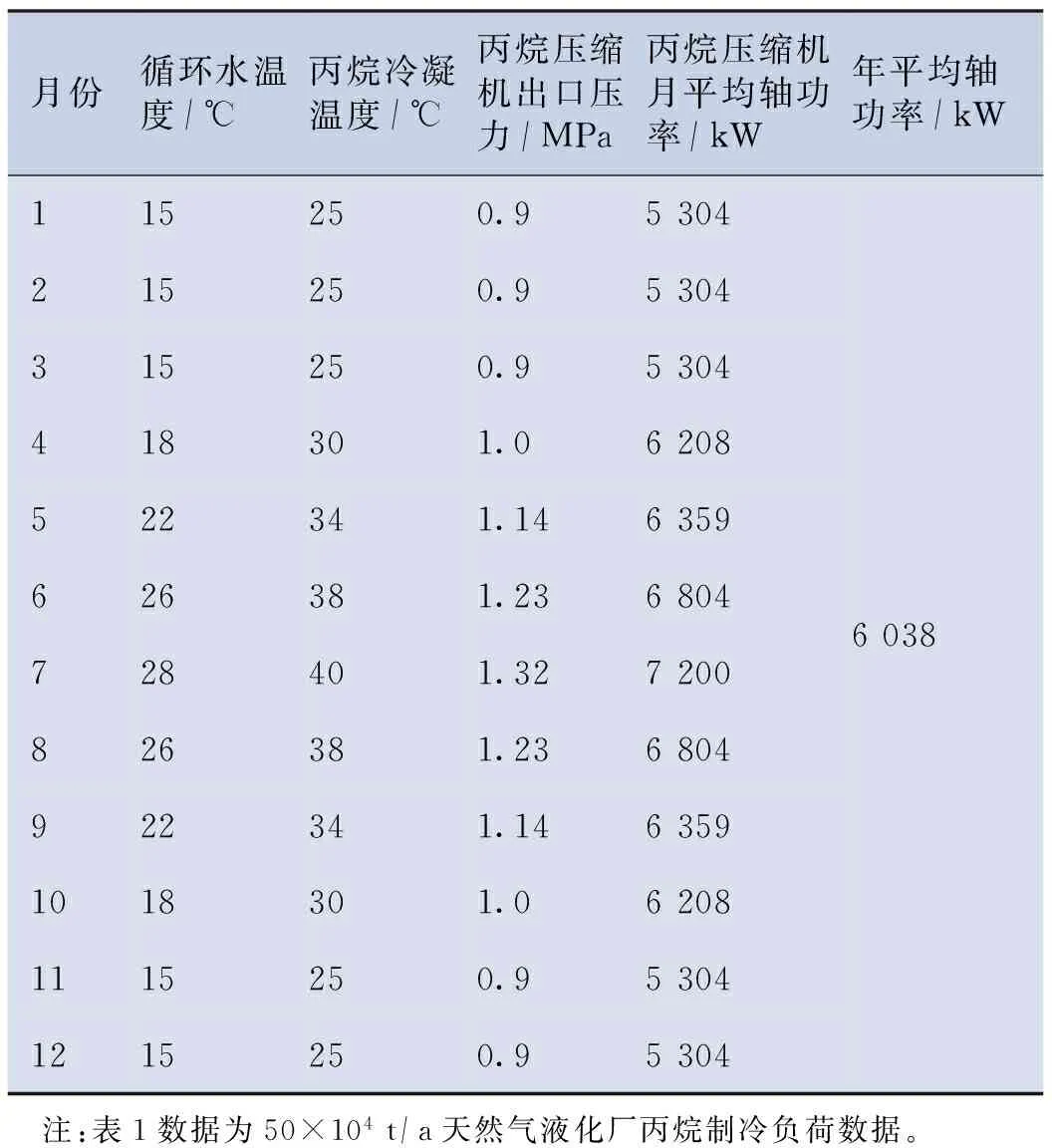
月份循环水温度/℃丙烷冷凝温度/℃丙烷压缩机出口压力/MPa丙烷压缩机月平均轴功率/kW年平均轴功率/kW115250.95304215250.95304315250.95304418301.06208522341.146359626381.236804728401.327200826381.236804922341.1463591018301.062081115250.953041215250.953046038 注:表1数据为50×104t/a天然气液化厂丙烷制冷负荷数据。
从投资方面考虑,本文对丙烷压缩机组两种控制方式进行了对比,结果见表2。
表2 丙烷压缩机组控制方式比较
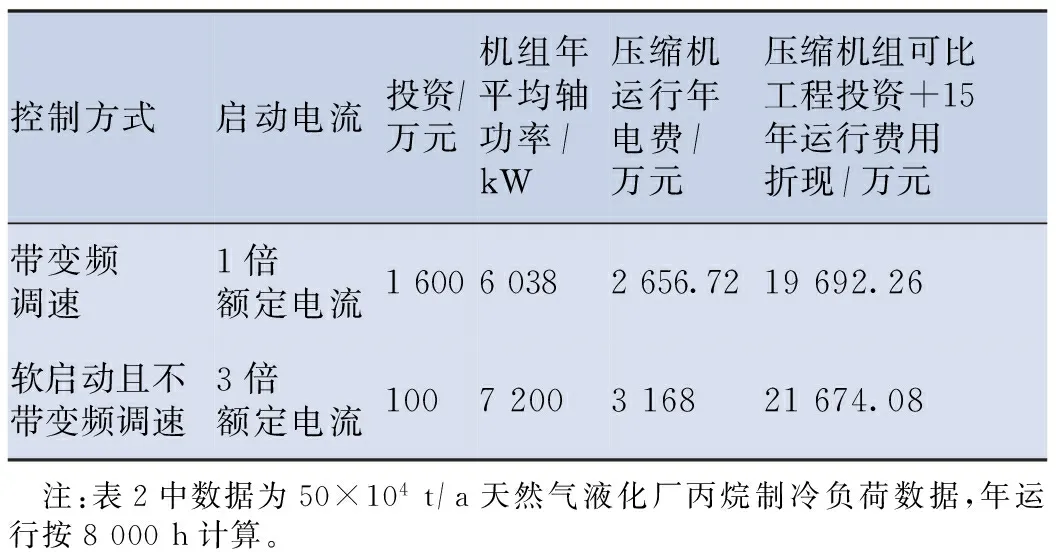
控制方式启动电流投资/万元机组年平均轴功率/kW压缩机运行年电费/万元压缩机组可比工程投资+15年运行费用折现/万元带变频调速1倍额定电流160060382656.7219692.26软启动且不带变频调速3倍额定电流1007200316821674.08 注:表2中数据为50×104t/a天然气液化厂丙烷制冷负荷数据,年运行按8000h计算。
由表1~2可见,在工厂原料气满负荷运行时,通过采用变频调速,丙烷压缩机功率可由7 200 kW降低至6 038 kW,压缩机年运行电费减少511万元,3.5年即可收回变频器成本;压缩机组可比工程投资+15年运行费用折现少1 981.82万元。故丙烷压缩机采用变频调速的控制方式具有较好的经济效益。
2.2 混合冷剂压缩机控制方式
3 压缩机出口冷剂冷却方式
C3/MRC液化工艺共有两台制冷压缩机:丙烷压缩机和混合冷剂压缩机。工艺过程中需要对压缩后的丙烷和混合冷剂进行冷却,冷却方式有三种:空冷冷却;水冷却;空冷+水冷却。
空冷与水冷相比,空冷的运行能耗低,且无水消耗,但空冷器本身投资较高,且占地面积大,另外空冷器存在噪音较大、转动设备较多、故障率高等问题。
通过模拟计算可知,若两台制冷压缩机出口均采用水冷方式进行冷却,丙烷压缩机出口工艺气冷却所需循环水量约为2 280 m3/h(年平均数据),混合冷剂压缩机出口工艺气所需循环水用量为1 050 m3/h(年平均数据)。
对于丙烷制冷循环系统,由表1可知,丙烷的冷凝温度与丙烷压缩机出口压力紧密相关,根据项目所在地气候条件,若采用空冷方式冷凝冷却丙烷介质,丙烷冷凝的温度需要达到50 ℃,需增大丙烷压缩机出口压力至1.7 MPa,相比水冷方式,压缩机能耗将增加1 200 kW,年增电费528万元。同时,因丙烷循环量大,空冷器投资大,这样将无法体现C3/MRC工艺的优越性,故丙烷制冷循环系统采用循环水冷却方式。
综上所述,为节省投资、降低装置能耗、提高装置的操作负荷,并结合工程项目所在地循环水的依托条件,丙烷制冷循环系统推荐采用水冷却方式,以保证丙烷在夏季高温时段能冷凝;混合冷剂制冷循环系统推荐采用空冷+水冷却方式,混合冷剂经水冷却器降温后,再由丙烷预冷系统降温。
4 C3/MRC工艺特点
1)受制于冷剂压缩机的制造能力不足和低压混合冷剂管道尺寸变大(DN 1 200以上)等因素的制约,单循环MRC工艺天然气液化能力通常在60×104t/a以内较为经济,而C3/MRC工艺采用了丙烷制冷循环和混合冷剂制冷循环,巨型燃驱压缩机及绕管式换热器可使LNG单线产能提升至350×104t/a,单位LNG生产成本显著下降。故该工艺成为全球大型LNG装置最受推荐的天然气液化工艺方案之一。
3)高效蒸发器和绕管式换热器均为压力容器,较板翅式换热器坚固耐用,承压能力强,装置运行寿命大幅延长。
5 结论
通过对C3/MRC工艺流程的介绍及对冷剂压缩机控制方式、压缩机出口冷剂冷却方式的研究,得出如下结论:
2)丙烷压缩机采用变频调速的控制方式,可提高装置对不同季节气温波动巨大的适应性,避免环境温度对混合冷剂制冷循环的影响,使得装置运行更平稳。
[1] 蒙 芸,路 伟,杨 栩,等.C3/MRC混合制冷剂组成对液化天然气流程的影响[J].辽宁化工,2015,44(8):949-952.
Meng Yun,Lu Wei,Yang Xu,et al.Effect of C3/MRC Mixed Refrigerant Composition on Liquefied Natural Gas(LNG) Process [J].Liaoning Chemical Industry,2015,44(8):949-952.
[2] 司云航,杜德奔,王智杰.基于HYSYS的C3/MRC液化天然气流程分析[J].石油化工应用,2015,34(2):41-44.
Si Yunhang,Du Deben,Wang Zhijie.Analysis of C3/MRC Process of Liquefied Natural Gas(LNG) Based on HYSYS [J].Petrochemical Industry Application,2015,34(2):41-44.
[3] 潘红宇,李顺丽,李玉星,等.C3/MRC液化工艺中丙烷压缩机控制方式优选[J].海洋工程装备与技术,2015,3(2):157-162.
Pan Hongyu,Li Shunli,Li Yuxing,et al.Optimization in the Control Modes for Propane Compressor in C3/MRC Liquefaction Process [J].Ocean Engineering Equipment and Technology,2015,3(2):157-162.
[4] 潘红宇.李玉星,朱建鲁.丙烷预冷混合制冷剂液化工艺原料气敏感性分析[J].化工学报,2015,66(增刊2):186-191.
Pan Hongyu,Li Yuxing,Zhu Jianlu.Sensibility Analysis of Feed Gas in Propane Pre-Cool Mixed Refrigerant Liquefaction Process [J].CIESC Journal,2015,66(S2):186-191.
[5] 林 畅,白改玲,王 红.大型天然气液化技术与装置建设现状与发展[J].化工进展,2014,33(11):2916-2922.
Lin Chang,Bai Gailing,Wang Hong.Development and Trend of Liquefaction Technology and Construction of Large-Scale Natural Gas Liquefaction Plant [J].Chemical Industry and Engineering Process,2014,33(11):2916-2922.
[6] 蒲黎明.湖北500万方/天LNG工厂国产化示范工程主要技术方案选择[J].广东化工,2014,41(14):191-193.
Pu Liming.Selection of Main Technical Scheme in Hubei 5×106m3/d LNG Plant Domestic Demonstration Project [J].Guangdong Chemical Industry,2014,41(14):191-193.
[7] 石玉美,汪荣顺,顾安忠.流程参数对C3/MRC天然气液化流程性能的影响(上)[J].天然气工业,2004,24(2):88-90.
Shi Yumei,Wang Rongshun,Gu Anzhong.Influence of Flow Parameters on C3/MRC Process Performance of Natural Gas Liquefaction(1)[J].Natural Gas Industry,2004,24(2):88-90.
[8] 石玉美,汪荣顺,顾安忠.流程参数对C3/MRC天然气液化流程性能的影响(下)[J].天然气工业,2004,24(3):111-114.
Shi Yumei,Wang Rongshun,Gu Anzhong.Influence of Flow Parameters on C3/MRC Process Performance of Natural Gas Liquefaction(2)[J].Natural Gas Industry,2004,24(3):111-114.
[9] 钟志良,汪宏伟,孙 林.LNG工厂冷箱堵塞问题解决方案研究[J].天然气与石油,2013,31(5):26-29.
Zhong Zhiliang,Wang Hongwei,Sun Lin.Research on Solution for Cold Box Blockage in LNG Plant [J].Natural Gas and Oil,2013,31(5):26-29.
[10] 赵启龙,蒲黎明,王 科.煤基天然气C3/MRC液化工艺优化研究[J].天然气与石油,2014,32(6):38-41.
Zhao Qilong,Pu Liming,Wang Ke.Study on Coal-based Gas C3/MRC Liquefaction Process Optimization[J].Natural Gas and Oil,2014,32(6):38-41.
[11] 浦 晖,陈 杰.绕管式换热器在大型天然气液化装置中的应用及国产化技术分析[J].制冷技术,2011,31(3):26-29.
Pu Hui,Chen Jie.Application and Technical Analysis on Localization of Spiral-Wound Heat Exchanger in Large-Scale Natural Gas Liquefaction Plant [J].Refrigeration Technology,2011,31(3):26-29.
[12] 王华琛.天然气三段混合制冷液化技术的工业化应用[J].制冷与空调,2014,28(2):191-198.
Wang Huachen.The Industrialized Application of the Three-Cascade Mixed-Refrigeration Liquefaction Technology about Natural Gas [J].Refrigeration and Air Conditioning,2014,28(2):191-198.
[13] 王保庆.天然气液化工艺技术比较分析[J].天然气工业,2009,29(1):111-113.
Wang Baoqing.LNG Processing Technologies and Comparison Analysis [J].Natural Gas Industry,2009,29(1):111-113.
[14] 孟毅明,王东军,陈 博.天然气液化混合冷剂配方优化研究[J].石油与天然气化工,2015,44(3):65-69.
Meng Yiming,Wang Dongjun,Chen Bo.Study on Mixed Refrigerant Formulation Optimization for Natural Gas Liquefaction [J].Chemical Engineering of Oil & Gas,2015,44(3):65-69.
2016-03-19
中国石油吉林吉港50×104t/a天然气液化厂工程项目(S 2012-2 C)
汪宏伟(1982-),男,四川成都人,工程师,硕士,从事天然气预处理、净化、液化等工程设计工作。
10.3969/j.issn.1006-5539.2016.04.007
猜你喜欢
化学工业与工程(2022年1期)2022-03-29
汽车工程师(2021年12期)2022-01-17
能源工程(2021年1期)2021-04-13
装备制造技术(2020年4期)2020-12-25
化工设计(2020年3期)2020-06-27
天然气化工—C1化学与化工(2018年5期)2018-11-15
中国化工贸易·中旬刊(2018年8期)2018-10-21
灾害医学与救援(电子版)(2018年1期)2018-06-05
中国化工贸易·上旬刊(2017年4期)2017-09-10
种子科技(2017年7期)2017-08-11