
MT82变速箱二轴复合孔加工的工艺优化
2016-11-28 12:16:59杨红江叔通谭明皓
装备制造技术 2016年9期
杨红,江叔通,谭明皓
(南昌齿轮有限责任公司,江西南昌330044)
制造工艺
MT82变速箱二轴复合孔加工的工艺优化
杨红,江叔通,谭明皓
(南昌齿轮有限责任公司,江西南昌330044)
由于M T 82变速箱二轴复合孔的定位基准长度很短,轴向长度不到1mm,若直接使用该定位基准进行大进给量车削,则会造成该定位基准失效。原工艺方案为在复合孔处先加工出B5工艺中心孔,最后加工复合孔,存在两端孔的同轴度差和复合孔处的基准面椭圆度质量问题。设计一种带辅助定位基准的复合钻,先将复合孔的定位基准和辅助定位基准同步加工出来,使用辅助定位基准完成车削工序之后,再钻孔完成复合孔的加工,此工艺优化方案可保证两端定位基准的同轴度,同时也保证车削加工时外圆跳动。
变速箱二轴;复合孔;辅助定位基准;工艺优化
MT82变速箱主要供应的车型有Ford的Ranger皮卡和Mustang(野马)跑车,江铃全顺V348商务车,江铃福特U375撼路者等。该变速箱二轴粗车后的形状为外径不一的阶梯轴,如图1所示,两端为R8中心孔和复合孔。
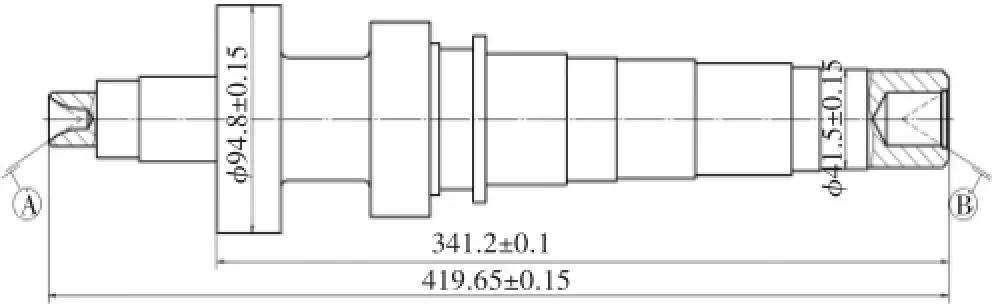
图1 二轴粗车图
二轴的毛坯采用楔横轧工艺轧制而成,轧件经过等温正火,抛丸后再进行切削加工。二轴的毛坯粗加工余量为:长度方向为单边2.5~4 mm,外圆为单边2~2.5mm.由于轴类零件基本都是以两端基准定位来加工径向和轴向尺寸[1-2],故车削加工之前时,必须先将各工序的定位基准——两端孔的基准面加工好,一般轴类的工艺设计时,轴的两端面(总长)和定位基准大多数是后续不再加工。
MT82变速箱二轴的右端为复合孔,如图2所示,其定位基准的轴向长度较短,小于1 mm(图示标明为(0.75±0.2)mm),由于后续粗车外圆时,受到的切削力较大,易造成基准B在粗车时被破坏。二轴的加工工艺流程首先加工出两端的定位基准,因R8中心孔的深度一致性(14.4±0.05)mm的要求较高,只能采用数控端铣机床来保证,右端的基准面B轴向尺寸(21.71±0.21)mm和圆度0.02也可保证。若在粗车时使用基准面B为定位基准,加工完成后,基准面B则会受切削力挤压而变形,圆度形位公差和深度尺寸则会被破坏,尤其是在大切削力的情况下,故粗车时不能使用基准面B,即该基准只能在精车之后才能使用。
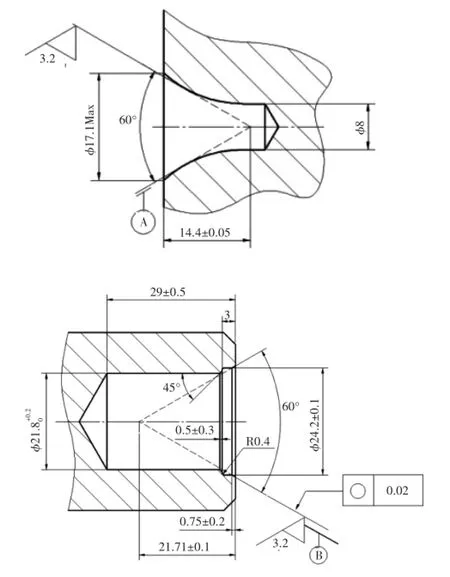
图2 二轴两端孔放大图
为保护在粗加工时,复合孔的基准B不受到伤害,则需要在粗加工使用辅助定位基准替代基准B,故右端的复合孔不能在端铣工序全部完成加工,同时二轴的总长度是否一次加工到位则需根据复合孔的加工工艺来制定。
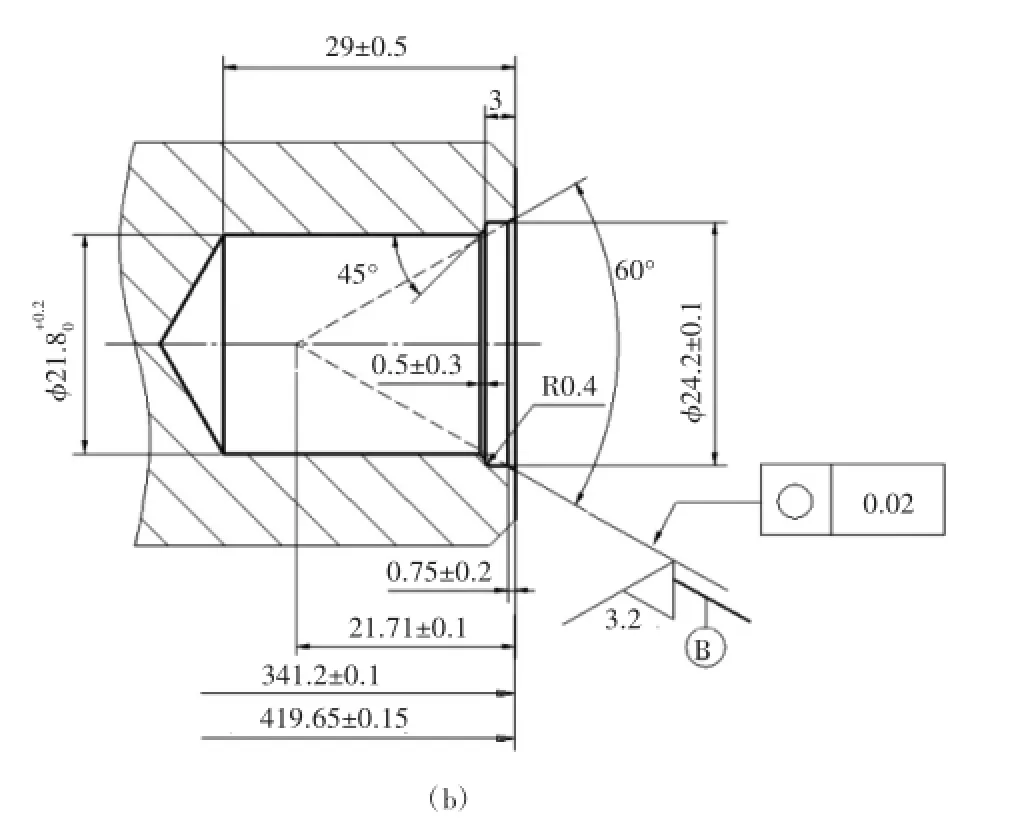
图3 复合孔原工艺方案加工示意图
1 原复合孔加工的工艺方案
端铣工序时,在复合孔处使用B5中心孔做工艺基准,并在复合孔处端面留0.2 mm余量,粗车完成后,最后的工序时加工复合孔,基准B在此工序完成加工,如图3(b)图所示。
在数控端铣机床上完成第一道工序,铣端面、钻孔,R8中心孔成形,保证(14.4±0.05)mm深度要求,复合中心孔处钻B5的中心孔,复合孔端面留0.2 mm余量总长(419.85±0.15)mm,此工序加工出辅助定位基准面C,见图3(a)图所示。由于B5中心孔为工艺基准,粗车使用该基准之后,加工复合中心孔时,B5中心孔被去除。
以两端基准定位,车削径向和轴向尺寸。最后,加工复合孔,使用的机床为数控车床,三爪装夹位为图1所示的最大外圆尺寸(94.8±0.15)mm,中心架夹持位置为图1所示的(41.5±0.15)mm.首先将端面留用0.2 mm的余量车削完,保证尺寸(341.2±0.1)mm,间接保证了总长尺寸(419.65±0.15)mm;其次,钻至深度(29±0.5)mm;最后,利用镗孔刀车基准面B、(24.2±0.1)mm,R4,等其余尺寸至要求,见图3(b)图所示。
此工艺方案总长尺寸控制较为不易,中心架与卡爪存在同轴度误差,造成加工出的定位基准B可能存在椭圆度状况,则圆度0.02尺寸很难保证,另外深度(21.71±0.1)mm的一致性控制也较难。
2 复合孔加工的工艺方案优化

(续下图)
原工艺方案B5中心孔的基准面C与图示的定位基准B加工过程不同步,则会造成较大质量风险。现成形复合钻的设计与制造较为成熟[3-4],都是基于定位基准的轴向长度较长,但本文介绍的二轴复合孔定位基准轴向长度只有(0.75±0.2)mm,长度过短,则会造成车削时,切削力过大,会损伤该定位基准,故直接将复合定位中心孔方案不可行。
现行使用辅助定位基准C与原定位基准B同步加工出来的工艺方案,则可保证两基准的同轴度,这需要设计带辅助定位基准的复合钻。加工设备为数控端铣机床,先使用盘铣刀,铣端面以保证轴的总长尺寸(419.65±0.15)mm,后使用两端分别使用R8中心钻和复合钻,加工至尺寸要求,复合孔加工如图4(a)图所示。图中的基准C为后续车削加工的定位基准,定位基准B与基准面C使用复合钻同时加工成形,可保证同轴度的要求,基准C的延伸线到中心的交点到端面的距离要比基准面B延伸到中心的交点到端面的距离小,否则辅助定位基准无法使用,后续粗车时,顶尖不能与基准面B接触,即在精车之前,基准面B状态为端铣加工后的状态。完成粗车工序(加工工序的内容不变),最后将复合孔的余量通过钻孔去除,完成整个二轴的粗加工,如图4(b)图所示。
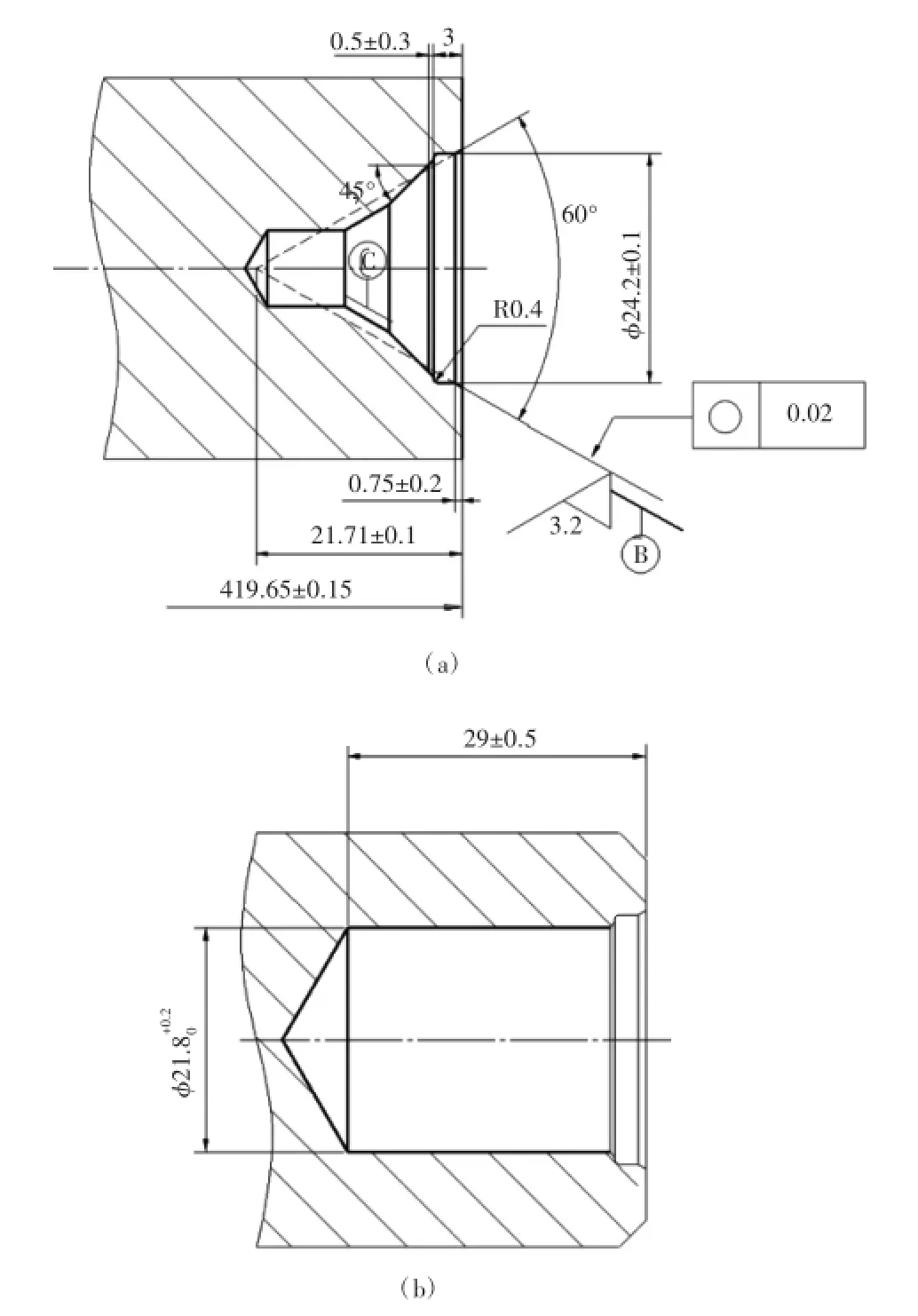
图4 复合孔工艺方案优化后的加工示意图
定位基准面B一致性尺寸(21.71±0.1)mm很重要,采用该种工艺方案,定位基准的一致性可以得打保证,后续精车和搓丝工序的工装为端面驱动工装,但有差异,与二轴的定位基准B接触的顶尖固定在设备上不动,端驱装置夹紧零件,该种驱动工装对定位基准B提出很高的要求。
3 带辅助基准的复合钻设计
带辅助定位基准的复合钻[5-6],设计见图5所示,实物见图6.复合钻材料为W6Mo5Cr4V2,硬度为HRC63-68,为了以便排屑,排屑槽带有10°螺旋角。复合钻包括钻孔导引部位,粗加工用的辅助定位基准C,精加工用的定位基准B和钻套夹持位(16±0.05)mm.其中,辅助定位基准C要比定位基准B要小(基准B的延长线要处于基准C的上方),否则基准C不能起到粗加工定位作用。
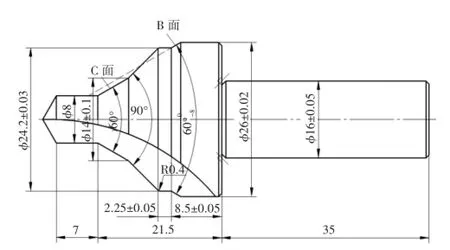
图5 带辅助定位基准的复合钻

图6 带辅助定位基准的复合中心钻实物
复合孔除钻孔的尺寸外,其余尺寸都由复合钻加工时保证,即(24.2±0.1)mm,(0.75±0.2)mm,R0.4,45°,尺寸3mm,(0.5±0.3)mm和基准B都由复合钻的尺寸保证,故设计复合钻时,需考虑上述尺寸直接成形。
4 结束语
对MT82变速箱二轴复合孔的加工工艺进行了优化之后,具有以下优点:
(1)完成了铣端面钻中心孔工序之后,对零件进行粗车工序,以辅助定位基准C来定位,可以进行重力切削,可保护好精加工用的定位基准B;
(2)由于辅助定位基准C和精加工用的定位基准B是用复合钻同时加工出来,两者的同轴度可以得到保证;
(3)复合钻也是类似成形钻,除孔尺寸之外,由复合钻直接将孔的其他尺寸全部加工完成,可保证尺寸的一致性和加工精度的要求,后续只需要钻孔工序,即可完成复合孔内所有尺寸的加工,达到简化复合孔的加工过程的目的。
[1]王先逵.机械制造工艺学[M].北京:机械工业出版社,1995.
[2]王小娥.小轴类零件数控车削加工工艺设计[J].广西轻工业,2011,(9):84-85.
[3]汪津泽,顾祖慰.大直径复合钻的设计与应用[J].工具技术,1992,(26):5-8.
[4]周国刚.孔加工刀具的发展[J].四川兵工学报,2008,(29):109-110.
[5]唐永鹏.高效复合中心钻的设计与应用[J].金属加工:冷加工,2009,(21):37-38.
[6]乐兑谦.金属切削刀具[M].北京:机械工业出版社,2001.
Process Optimization of Two Axis Composite Hole Processing of MT82 Gearbox
YANG Hong,JIANG Shu-tong,TAN Ming-hao
(Nanchang Gear Co.,Ltd.,Nanchang Jiangxi 330044,China)
The datum length of the compound hole of the MT82 gearbox output gear shaft is very short,and the axial length is less than 1 mm,so that the datum will invalidate if being used to deep feed turning. B5 center hole is drilled in the composite hole at first by the original process,the composite hole is machined at last,but the quality problems of the poor concentricity of the both ends of the center hole and the elliptical datum of the compound hole. The datum of the composite hole and the auxiliary datum are machined together using the composite drill with auxiliary datum,after using the auxiliary datum to machine the turning process,the process of the output gear shaft is completed after drilling the composite hole,the process scheme can guarantee the concentricity of the datum,but also ensures cylindrical beating during turning processing.
output gear shaft;composite hole;auxiliary datum;process optimization
T G52
A
1672-545X(2016)09-0120-04
2016-06-11
杨红(1970-),女,江西吉安人,工程师,硕士,主要从事锻造工艺和机械加工工作。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
金属加工(冷加工)(2021年3期)2021-03-27 11:51:58
电镀与环保(2017年6期)2018-01-30 08:33:37
公民与法治(2016年19期)2016-05-17 04:18:15
设备管理与维修(2016年6期)2016-03-16 02:21:54
新疆地质(2015年1期)2015-11-18 12:51:30
读者·校园版(2015年7期)2015-05-14 13:11:40
制造技术与机床(2015年10期)2015-04-09 07:05:42
新疆石油地质(2015年2期)2015-02-28 19:24:36
河南科技(2014年15期)2014-02-27 14:12:35
