橡胶打包机的设计与可靠性研究
2016-11-22 08:20邵建龙赵建平
化工自动化及仪表 2016年5期
陈 广 邵建龙 张 燚 赵建平
(昆明理工大学信息工程与自动化学院,昆明 650504)
橡胶打包机的设计与可靠性研究
陈 广 邵建龙 张 燚 赵建平
(昆明理工大学信息工程与自动化学院,昆明 650504)
针对橡胶打包机存在可靠性不高、时常烧坏继电器甚至PLC的问题,基于CP1E-E30DR-A型PLC设计了一款橡胶打包机。给出了打包机的总体结构、电气回路设计方案、主程序流程和继电器触点与电磁阀负载的保护方案。实际应用结果表明:该橡胶打包机操作简单,性能稳定可靠,符合工业生产要求;能够与液压站、操作台共同工作,利用位置接近传感器、电磁阀、空气开关、接触器及继电器等实现橡胶打包机的自动和手动打包操作。
橡胶打包机 PLC 继电器保护 续流二极管 RC保护
橡胶在石油化工生产领域中占有重要地位,但它大多在热带地区生产,而热带地区季节性强、环境恶劣,因此人工实现橡胶打包难度较大。橡胶打包机是橡胶处理设备中的关键设备之一[1],它能自动将橡胶压缩成规定尺寸与重量,提高生产效率,但对机械可靠性要求较高。目前,我国对打包机的相关研究较多,如玉米秸秆、菠萝秸秆及青饲料等打包机[2],但对橡胶打包机的研究相对较少,导致其部分设备仍然采用传统的接触器、继电器/时间控制方式,难以实现在橡胶生产地的长时间、稳定、高效工作。
针对上述情况,笔者设计了一款橡胶打包机,采用液压系统和位置接近传感器提高打包质量,使用高可靠性的CP1E-E30DR-A型PLC作为主控制器[3],并对继电器保护部分进行了相关设计,以提高橡胶打包机的可靠性。
1 橡胶打包机总体结构
橡胶打包机(图1)主要由主机、液压站和操作台3部分组成,用于将橡胶压缩成规定尺寸和重量的橡胶包。
主机上装有下压液压缸、料斗模箱平移液压缸和位置接近传感器。其中,位置接近传感器包括主缸回退限位(CX1)、主缸脱包限位(CX2)、推缸左极限位(CX3)、推缸右极限位(CX4)和推缸脱包限位(CX5);当打包机自动操作时,料斗到达左右极限位或压块到达上下极限位时,可利用位置接近传感器对其位置进行精确控制。机架接线盒则是各部分接线的汇集点,即各接近开关的引出线、液压站上电磁阀和压力开关的引出线与操作台的出线都在此汇接。用单电机双联泵液压系统、一台四极18.5kW电机带一台高低压复合泵。液压站是压块和料斗模箱运行的动力源,并具有各机构的电磁阀和压力开关。操作台是打包机的控制中心,安装有操作面板,操作面板上安装有按钮、指示灯等元件;操作台内部安装PLC、空气开关及接触器等主回路和控制回路用电器元件。采用CP1E-E30DR-A型PLC处理各输入/输出之间的逻辑控制关系,并通过输出控制中间继电器进而控制液压站上的电磁阀,最终控制液压缸动作。

图1 橡胶打包机结构示意图
2 橡胶打包机设计方案
2.1硬件电路部分
橡胶打包机电路主要包括PLC输入/输出端子接口电路(图2)和打包机控制电路(图3)[4]。
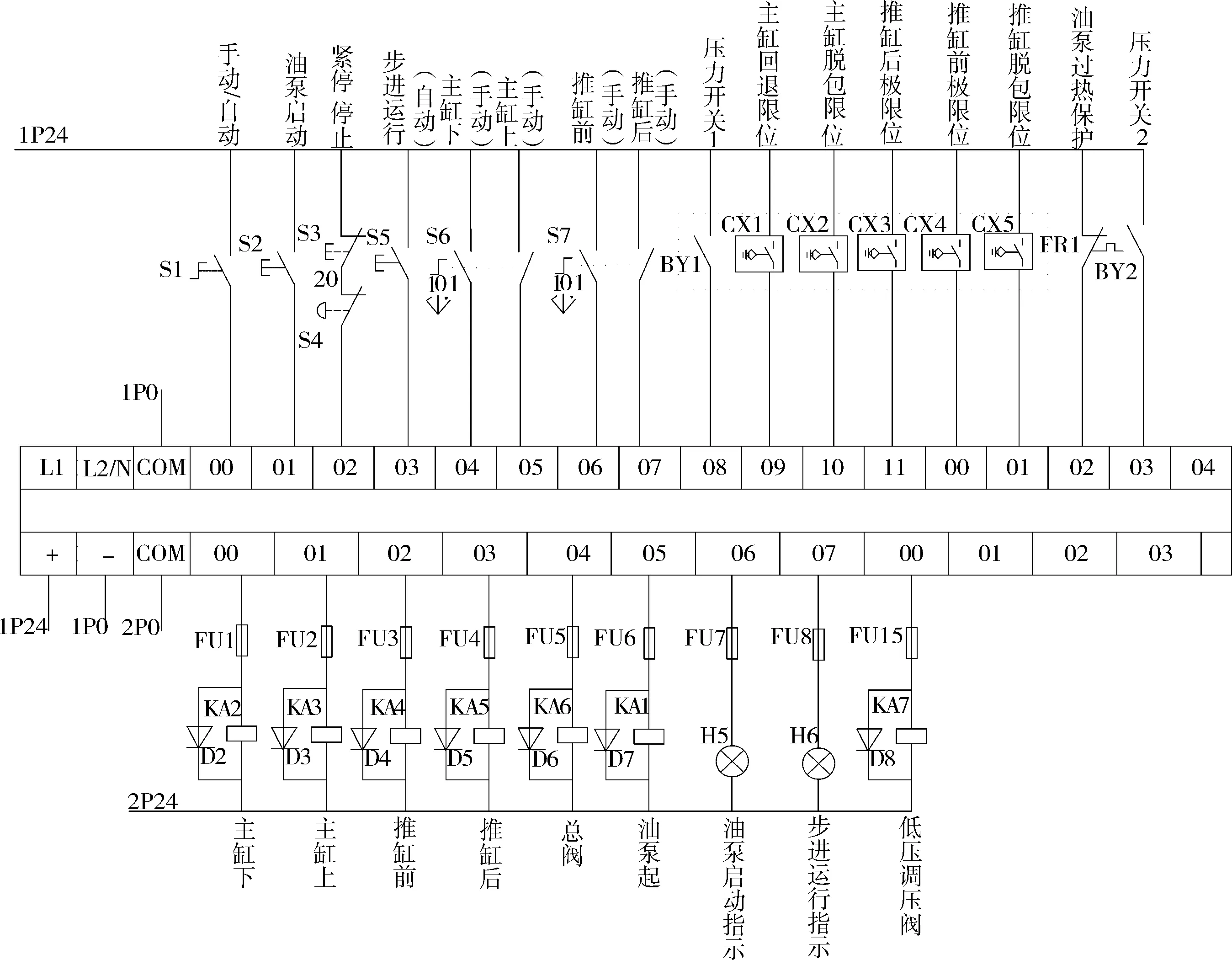
图2 PLC输入/输出端子接口电路
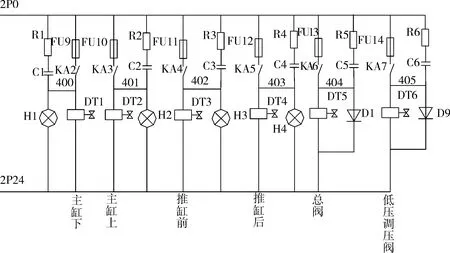
图3 打包机控制回路电气原理
图2中间部分是PLC,上方为输入端,下方为输出端。PLC电源接220V(AC)电源,开关电源电压为24V(DC)。在输入端中,S1~S7是控制回路中的开关器件,具体功能已在图中标出;BY1和BY2分别是高/低压压力开关;CX1~CX5是安装在主机上的5个限位开关;FR1是热继电器动端触点,具有油泵过热保护作用。在输出端中,FU和续流二极管主要用于保护电路,其中续流二极管保护继电器线圈;H5和H6分别是油泵启动和步进运行指示灯。
图3中,H1~H4用于对相应操作进行指示;电阻R1~R6和电容C1~C6构成RC网络用于保护继电器触点;FU9~FU14是熔断器,具有过流、短路保护作用;KA2~KA7是中间继电器动合触点;DT1和DT2是电液换向阀的两个线圈,DT1对应主缸向下运动,DT2对应主缸向上运动;DT3和DT4是电磁换向阀的两个线圈,DT3对应推缸向前运动,DT4对应推缸向后运动,即控制料斗模箱左右移动;DT5是高压调压阀的线圈,对应总阀即高压阀的动作;DT6是低压调压阀的线圈,对应低压阀的动作。当PLC控制相应的KA接通时,被控制的DT将做出相应动作。
2.2软件部分
橡胶打包机的操作台上有手动按钮和自动按钮,可实现手动和自动工作方式。各种控制逻辑通过PLC的内部编程实现,主程序流程如图4所示[5]。
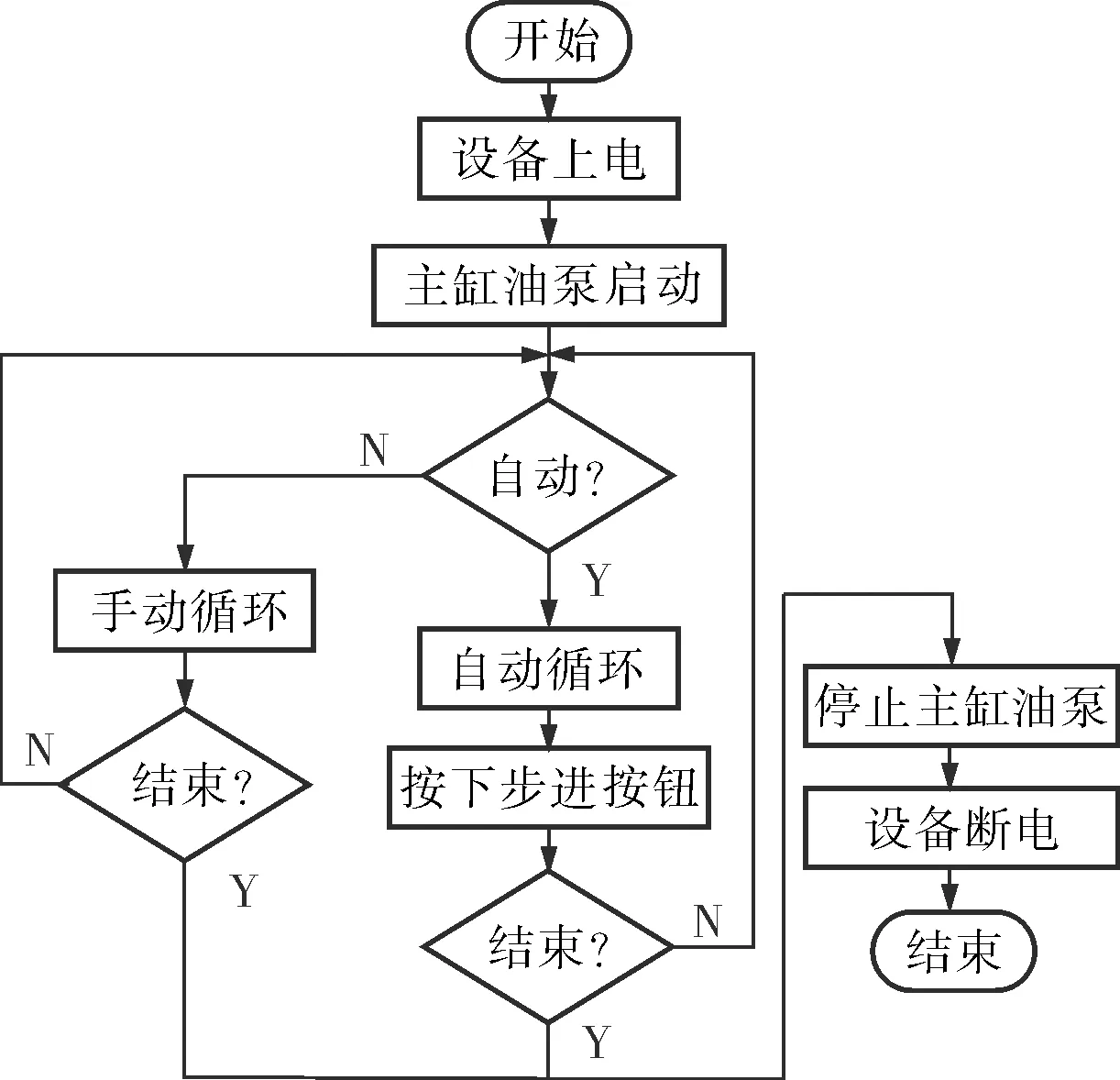
图4 橡胶打包机主程序流程
为使橡胶打包机的操作更简洁,正常运行时一般选择自动工作方式。当打包机需要调试或出现故障时,改为手动操作,进行点动调试或查找故障,然后将现场应用中出现的故障汇总,以便在出现类似故障时维护人员能够快速解决处理,提高生产效率[6]。
3 橡胶打包机的继电器保护
继电器是根据输入信号来接通或断开小电流控制电路以实现远距离控制和保护的自动控制电路[7]。继电器使用寿命有限,为了尽量延长其使用时间,达到资源的最大利用,提高橡胶打包机的可靠性,需要采用一定的保护措施对继电器进行保护[4,8]。同时,由于CP1E-E30DR-A型PLC的输出形式为继电器输出,因此对继电器进行保护也是对PLC进行保护。
笔者主要采取了两种方法对继电器进行保护。
对于继电器控制线圈部分,由于继电器具有电感,因此在继电器断电的瞬间会产生较高的反向电动势,干扰其他电路正常工作,为此在感性负载两端并联一个反向保护二极管[9],防止过高的反向电压,从而对继电器线圈进行保护[10]。继电器线圈没有连接二极管时的回动时间约1.5ms,连接二极管后回动时间延长至9.8ms左右,可见反向保护二极管能较好地延长回动时间。当继电器断开后,二极管起到续流作用,为继电器线圈释放能量并且散发热量。二极管选取时参数必须满足反向击穿电压大于其实际最大承受反向电压的2~3倍的要求,整流二极管的额定电流(通态平均电流)ITa应满足:

其中,IT为流过二极管的最大电流有效值。最终,笔者采用1N4007二极管,经试验,其参数基本达到要求。
采用RC网络对继电器触点进行保护。图3中,电容C起到抑制电感放电时的过大电压的作用,电阻R限制电源启动时的电流,RC的值取决于继电器和负载特性。需要注意的是,PLC的负载是电磁阀,采用RC网络保护回路,释放时间将会延长。综合考虑后,笔者最终选择电阻R=510Ω,电容C=0.1μF/63V,经试验,电阻、电容均能很好地满足预期要求。
4 结束语
笔者设计的橡胶打包机经现场使用表明,通过安装续流二极管对继电器线圈驱动电路进行保护,以及采用电阻电容对继电器触点进行保护,达到了预期设计目标,有效解决了继电器甚至是PLC经常烧坏的问题,这对于延长橡胶打包机寿命、节约成本、提高打包机可靠性具有重要意义。
根据现场调试结果,橡胶打包机仍有以下问题需要进一步解决和优化:橡胶加工是在高温、摩擦大及长时间工作等恶劣条件下进行的,对橡胶处理设备损害较大,因此需要进一步选择耐高温、可靠性高的继电器代替原继电器;橡胶打包机工作时仍需要一定的手工操作,尚不能达到全自动生产的要求,因此需要对打包机进一步研究使机械在最大程度上代替手工,这也将是未来的发展趋势。在全自动控制过程中,要求对橡胶装入量进行精准控制,并且对脱包过程提出了更加严格要求,这是下一步研究中需要重点解决的问题。
[1] 赵静一,姚成玉,陈东宁,等.橡胶压块机机电液系统设计与应用[J].燕山大学学报,2006,30(1):18~22.
[2] 张浩栋,张燕,曾小英,等.基于PLC的香蕉秸秆自动打包机的设计和控制研究[J].食品与机械,2013,29(4):115~117.
[3] 任翠宏,王新志,朱巍,等.PLC自动控制系统的可靠性探析[J].化工自动化及仪表,2015,42(1):121~122.
[4] 张苓.电磁式继电器超程时间减少对电寿命的影响[J].低压电器,2005,(8):11~13.
[5] 张博,王志信.模块化编程思想在PLC系统中的应用[J].化工自动化及仪表,2013,40(3):416~418.
[6] 孙慧.西门子PLC系统常见故障分析[J].化工自动化及仪表,2014,41(9):1101~1102.
[7] 王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社,2008:14~22.
[8] 李冬明.继电器保护故障分析及处理方法探讨[J].电子制作,2013,(20):45.
[9] 韩英歧.电磁式继电器的使用可靠性[J].电子元器件应用,2001,(5):14~18.
[10] 姜少波.电磁式继电器触点烧坏的原因及预防[J].农村电气化,2002,(9):35.
DesignofRubberPackerControlSystemandStudyofItsReliability
CHEN Guang, SHAO Jian-long, ZHANG Yi, ZHAO Jian-ping
(FacultyofInformationEngineeringandAutomation,KunmingUniversityofScienceandTechnology,Kunming650504,China)
Considering the poor reliability of rubber packers, the frequent burning-out of relays and the matters bothering PLC, a CP1E-E30DR-A PLC-based rubber packer was designed; and its overall structure, the designing scheme for electrical circuits, and the main program flow, and the protection schemes for relay’s electric shock as well as the solenoid valve’s load were presented. The application results show that simple operation, reliable performance of this rubber packer can satisfy industrial production; and its cooperation with hydraulic unit and control console, proximity sensor, solenoid valve, air switch, contactor and relay can complete both manual and auto-packing operation.
rubber packer, PLC, relay protection, freewheeling diode, RC protection
TH862
B
1000-3932(2016)05-0478-04
2015-10-30(修改稿)
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
电源学报(2022年5期)2022-10-13
东北大学学报(自然科学版)(2022年3期)2022-04-01
昆钢科技(2021年2期)2021-07-22
军民两用技术与产品(2020年8期)2020-09-07
电动工具(2020年2期)2020-04-22
冶金设备(2019年6期)2019-12-25
山东煤炭科技(2019年10期)2019-11-01
山东工业技术(2019年13期)2019-05-30
液压与气动(2015年3期)2015-04-16