CO2气体保护焊转向可调焊枪枪管的设计研究
2016-11-19 23:46郭金霞康枭孟祥峰
中国新技术新产品 2016年4期
郭金霞 康枭 孟祥峰
摘 要:根据CO2气体保护焊的特点,设计了一种结构合理,稳定性高,在特殊环境下能工作的转向可调的推丝焊枪枪管,通过改进我们采用钎焊焊接枪杆与连接部分,把两部件焊接在一起,使两焊件熔为一体减少电阻,改善枪杆的散热速度,保证枪体达到稳定温度,满足焊接要求,效果良好。
关键词:CO2气体保护焊;转向可调;推丝焊枪枪管
中图分类号:TH131.2 文献标识码:A
引言
CO2气体保护电弧焊是利用CO2作为保护气体的熔化极电弧焊方法。这种方法以CO2气体作为保护介质,使电弧及熔池与周围空气隔离,防止空气中氧、氮、氢对熔滴和熔池金属的有害作用,从而获得优良的机械保护性能。这种焊接法采用焊丝自动送丝,敷化金属量大、生产效率高、抗锈能力强、焊接变形小、等优点广泛应用于车辆、船舶和机械制造业。生产中一般是利用专用的焊枪,形成足够的CO2气体保护层,依靠焊丝与焊件之间的电弧热,进行自动或半自动熔化极气体保护焊接。
CO2气体保护焊焊接设备有半自动和自动焊接设备。在实际生产中,半自动焊接设备使用比较广泛。半自动焊接设备主要由焊接电源、送丝机构、焊枪、供气系统、冷却水循环装置及控制系统等几部分组成。焊枪是CO2气体保护焊焊接设备中的重要组成部分,它是焊接设备的加工终端,是执行焊接的操作部分。一般的CO2保护焊枪利用焊丝与焊件之间产生的电弧热聚集在焊枪终端,熔化焊丝,过渡到需焊接的部位,冷却后,被牢固的连接成一体。
熔化极气体保护焊的焊枪分为半自动焊焊枪(手握式)和自动焊焊枪(安装在机械装置上)。在焊枪内部装有导电嘴(紫铜或铬铜等)。焊枪还有一个向焊接区输送保护气体的通道和喷嘴。喷嘴和导电嘴根据需要都可方便地更换。此外,焊接电流通过导电嘴等部件时产生的电阻热和电弧辐射热一起,会使焊枪发热,故需要采取一定的措施冷却焊枪。
半自动焊枪通常有两种形式:鹅颈式和手枪式。鹅颈式与手枪式焊枪相比具有适合于小直径焊丝,使用灵活方便,特别适合于紧凑部位、难以达到的拐角处和某些受限制区域的焊接等特点。手枪式焊枪适合于较大直径焊丝,它对于冷却效果要求较高,因而常采用内部循环水冷却。半自动焊焊枪可与送丝机构装在一起,也可分离。鹅颈式焊枪是由喷嘴、导电嘴、分流器、连接头、枪体、枪管和导管等结构组成。其中枪杆是连接枪体和导电嘴的关键部件。
熔化极气体保护焊焊枪的作用是传导焊接电流、导送焊丝和保护气体。
对焊枪的要求:
(1)送丝均匀、导电可靠和气体保护好。
(2)结构简单、经久耐用和维修简便。
(3)使用性能良好。
在焊接过程中焊枪主要存在几个突出的问题:一是焊枪受热严重,散热不良,焊枪绝缘体易烧坏,焊枪寿命短;二是焊枪喷嘴易被飞溅堵塞,轻则造成气体对焊接区域的保护不良,产生气孔,重则使电弧失稳,迫使堆焊过程中断;三是窄而深的受焊接空间条件的限制,影响正常的焊接操作。
目前国内外就前两个问题的研究投入比较大,并取得了很大的成果。但对于第三个问题的研究我国处在起步阶段。
在常规CO2保护焊焊接时,CO2保护焊枪可实现全位置焊接,并且对于薄板、中厚板甚至厚板都能焊接。但如果在特殊的工作环境下,例如生产小型箱体时,水槽等窄而深的产品时,使用常规鹅颈式焊枪深入底部内侧焊接时十分不便,焊接操作人员不能很好地控制焊丝在坡口底部的移动,不能保证焊接质量,焊接工作强度大。目前,在我们国内使用的都是标准的鹅颈式焊枪,枪管是是电和气体的输送通道,用200mm紫铜管弯制成135度,角度不具备可调性。还没有在特殊环境下能工作的焊枪。通过我们的仔细观察和研究,决定研制一种方向可调、长度可变的鹅颈式焊枪。
窄而深的CO2气体保护焊焊枪枪管设计必须满足以下四点要求:
(1)能任意弯曲、并且要有足够的强度;
(2)散热性好;
(3)枪杆有良好的导电性;
(4)密闭性良好。
窄而深的CO2气体保护焊焊枪枪管结构设计:
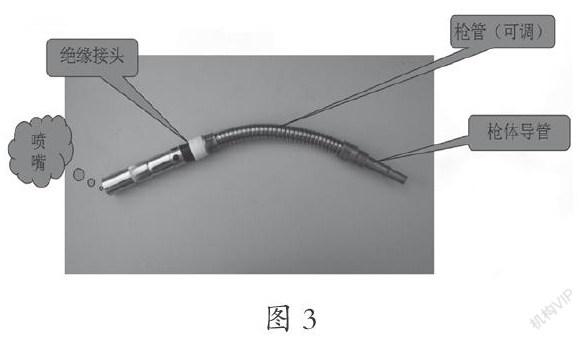
本气体保护焊枪枪管有中段管颈,中段管颈的前端是保护气体喷嘴和导电嘴的接头,中段管颈的后端是保护气体和电源的接头,中段管颈有套在一起同轴的内、外波纹管,内波纹管是铜材波纹管,使枪杆具有良好的导电性;外波纹管是铬镍不锈钢波纹管,使枪杆有足够的强度;外波纹管外圆周包覆有耐高温的硅胶管使焊枪具有良好密闭性。用这种CO2气体保护焊枪枪管制作的CO2气体保护焊枪,中段管颈是可以自由地弯曲,中段管颈既能是直管,也能是弯曲成不同的角度的弯管,而且根据焊接位置的不同还可以加长。能满足在一些特殊的工作环境的使用要求。
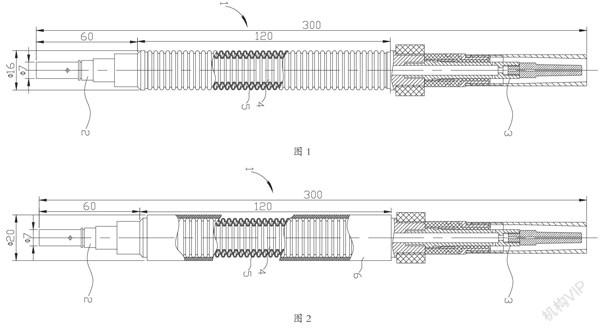
图1是根據本实用新型的发明方案提出的一种气体保护焊枪枪管的主视局剖示意图;
图2是中段管颈的外波纹管外圆周包覆有耐高温的硅胶管保护层的气体保护焊枪枪管的主视局剖示意图。
具体实施方式:
图1、图2中,气体保护焊枪枪管有中段管颈1,中段管颈的前端是保护气体喷嘴和导电嘴的接头2,中段管颈的后端是保护气体和电源的接头3,中段管颈有套在一起同轴的内、外波纹管4、5,内波纹管是铜材波纹管,外波纹管是铬镍不锈钢波纹管。
为了绝缘和防止漏气,在中段管颈的外波纹管外圆周包覆有耐高温的硅胶管保护层6。
在加工过程中,我们把枪体与连接部分采用了压力钳,把枪杆与连接部分挤压在一起,焊接实验调试时,连续焊接枪体的温度逐渐升高,表面温度高达90℃左右,不能完成整体焊接任务,通过反复试验最终把产生热量的原因查找出来,是在枪杆与连接部分采用压力钳挤压只能产生点接触,不能让枪杆与连接部分紧密接触,所以产生电阻表面温度慢慢升高。
通过改进我们采用钎焊焊接枪杆与连接部分,把两部件焊接在一起,使两焊件熔为一体减少电阻,改善枪杆的散热速度,保证枪体承达到稳定温度,满足焊接要求。
结语
焊接作为迄今为止最理想的连接方式,已经为人类社会的发展起到不可估量的贡献,在今天,焊接技术的发展对科学和社会经济的发展都起到着举足轻重的作用。近几年焊接技术不断发展,尤其是熔焊气体保护焊的发展十分迅速,CO2气体保护焊因为其独特的特点,应用越来越广泛,特别是在装备制造业,已经代替传统的焊接方法,逐渐占据统治地位。焊接设备的发展对焊接技术的发展起着决定性作用,近几年在科学技术的推进下,焊接设备的更新换代也非常快,CO2气体保护焊焊机向着结构简单、操作及维修方便、适应性强、焊接性能稳定优良、自动化水平高、通用化方向发展。
传统鹅颈式二氧化碳气体保护焊枪的应用十分的广泛,是二氧化碳气体保护焊的关键设备,直接影响着焊接的最终质量。通过科学工作者的不断努力,通过对焊枪不断改进,使CO2气体保护焊的焊接质量不断提高,对我国工业水平发展起到很大的推进作用。
经过多次试验,该CO2气体保护焊转向可调的推丝焊枪枪管的设计在焊接过程中工作稳定可靠,满足使用要求,效果良好。正在申请专利。
参考文献
[1]卢百平.高强高导铜合金研究进展[J].材料导报,2007(21):412-421.
[2]王庆娟,徐长征,郑茂盛,林志埙.高强高导电铜合金的研究现状[J].西安建筑科技大学学报(自然科学版),2006,38(05):731-736.
[3]陆德平,孙宝德,曾卫军,刘勇,张友亮,谢仕芳.铜基高强高导电材料的研究进展[J].机械工程材料,2004,28(09):1-4.
作者简介:郭金霞,女,1964年8月出生,辽宁工程职业学院教师,铁岭技师学院,本科学历,副教授。研究方向:机械工程及自动化。