弘建矿掘进机回转台开裂的工艺分析
2016-11-19 23:29蔡健张宁宁唐钰
中国新技术新产品 2016年4期
蔡健 张宁宁 唐钰

摘 要:我单位自主研发的掘进机主体结构为焊接钢结构,焊接方式采用二氧化碳气体保护焊。对于重大的钢结构,焊接工艺起着重要的作用。产品在客户工作中出现了一些问题,这就需要做些工艺分析以及对出现的问题做些预防措施。
关键词:焊接结构;二氧化碳气体保护焊;工艺分析;预防措施
中图分类号:TG316 文献标识码:A
一、掘进机简介
掘进机由切割部、铲板部、第一运输机、本体部、行走部、后支撑、液压系统、水系统、润滑系统、電气系统构成。通过电气系统与液压系统配合操作,可自如实现整机的各项生产作业。本文讨论的是我单位自主研发生产销往陕西弘建煤矿的EBZ320掘进机。
其中本体部位于机体的中部,主要由回转台1、回转支承2、本体架3组成,如图1所示。回转台采用整体焊接结构,主要结构件为厚钢板,前面上部回转台装有切割部,中间通过回转支承与本体架连接在一起。整体重量1.3t。回转台热加工采用二氧化碳气体保护焊的焊接方式。
二、回转台开裂分析
图1是陕西弘建煤矿的EBZ320掘进机上的回转台,经过一段时间的工作,焊接处出现断裂现象。为了产品的更好发展,必须做下系统分析,找到原因,解决问题。
从材料角度上做工艺分析,对于图号为J2-0401其结构由材料Q345和Q235焊接而成。件1、件2、件3、件5材料为Q345;其余件为Q235。
其碳当量大约为0.49%,可焊性不好,所以焊接时需谨慎,焊接前必须预热。由于是两种材料焊接而成,对于异种钢焊接从焊接工艺上考虑,焊接参数就高不就低,方法上就低不就高。
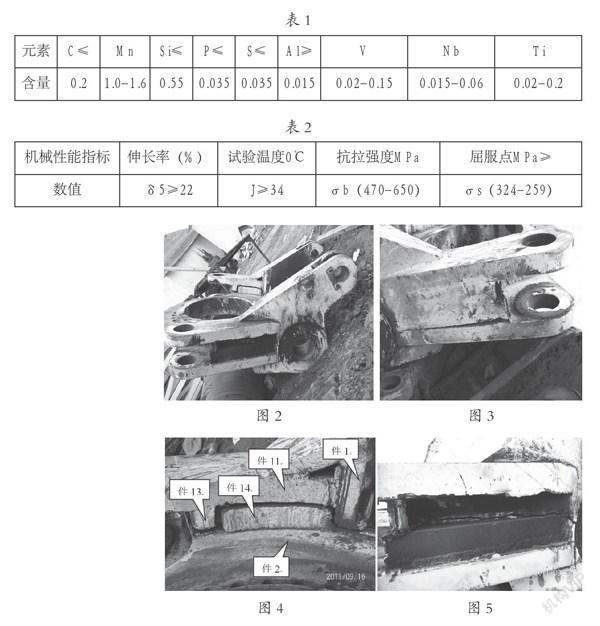
图2件15(Q235)与件2(Q345)焊缝处产生了焊缝开裂。焊前未预热或预热未达到标准会产生裂纹。
从焊接方法上分析,组立后长时间放在阴暗潮湿的环境下钢结构容易生锈,焊前必须除锈和除油。无论什么结构的多厚的焊件采用大电流高速度焊接是不可行的,必须采用合理的焊接参数去焊接。
从结构上分析,如图3所示由件1、件2、件11、件13、件14、件15(背侧)组成的一个封闭的腔体,图4为去除件15后的腔体,可看到其焊缝结构。在热处理退火消除应力的程序后,会给内部周边的焊缝带来应力,会产生冷裂纹,长时间工作延迟裂纹会生效,亦可导致开裂。造成Q345相关部分开裂的裂纹主要是冷裂纹,冷裂纹主要产生部位在热影响区以及焊缝金属内。
由于空腔内应力集中会导致空腔内边缘的焊缝承受很大的应力后开裂。同时,经过热处理的过程,很可能产生再热裂纹,为了防止这种裂纹的产生,首先从设计角度考虑选择再热裂纹敏感性低的材料,其次从结构上要尽量减少近缝区的内应力和应力集中。
三、正确加工回转台
工人需要按照专业的焊接工艺方案施工。
焊接流程:点固焊→预热→里口施焊→背部清根→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量合格)
防止开裂的措施包括:①降低焊缝中的含氢量,严格烘干焊接材料;②合理的预热及后热;③选用碳当量较低的原材料;④设计结构时,避免应力集中;⑤采用合理的焊接方法焊接。
参考文献
[1]张汝春,张文博.S200M型掘进机回转台铸造工艺探讨[J].煤矿机械,2005(03):64-66.
猜你喜欢
今日农业(2022年4期)2022-11-16
河北果树(2022年1期)2022-02-16
河北果树(2020年2期)2020-01-09
中国新技术新产品(2017年3期)2017-03-07
亚太教育(2016年31期)2016-12-12
企业文化·中旬刊(2015年5期)2015-06-27
河南科技(2014年1期)2014-02-27