一种搬运机械手的PLC控制系统设计
2016-11-19 08:41甄彩霞董天文
中国新技术新产品 2016年4期
关键词:机械手
甄彩霞 董天文

摘 要:本文介绍了一种搬运机械手,利用西门子PLC实现搬运机械手自动搬运的设计和实现方案。
关键词:搬运;机械手;PLC
中图分类号:TH122 文献标识码:A
机械手在机械制造业中应用比较多,在搬运货物、运送材料、传送产品等方面应用非常广泛。它能依照设计的作业程序完成规定的操作。本文主要介绍了一种搬运机械手,该机械手能对生产线上的产品实现自动分拣、自动搬运和自动循环工作,通过西门子PLC实现对机械手的控制,满足生产线的要求,并且控制方便,能提高生产效率、提高自动化程度,减轻操作人员负担,提高系统的可靠性。
1 设计要求
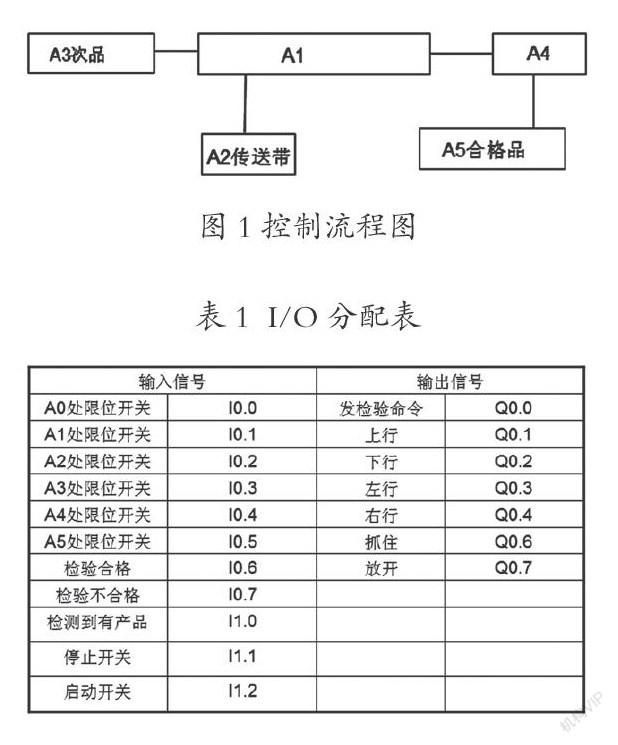
该机械手共有5个工作位置A1至A5,由A1启动后,先下行到传送带所在的A2处进行等待,当收到传感器发出的信号“传送带上有产品”时,开始夹持该产品,等2秒钟抓紧后开始向上运行,上升到A1处后发出检测命令,然后等待检测结果。控制流程示意如图1所示。
根据不同的检测结果,分别进行不同的操作:
(1)如果收到“经检验该产品不合格”信号,则运动到A3处,把不合格的产品放该處的传送带上,等待2s以确保机械手充分放开,然后回到A1处,进入下一周期的循环。
(2)如果收到“经检验该产品合格”信号,则运动到A4处,再运动到A5处,把合格产品放到该处的另一个传送带上,然后向上返回到A4处,再返回到A1处,开始下一周期的循环。
(3)当按动控制面板上的停止按键时,要求机械手必须马上停下来。如果机械手在A1处时收到“停止”命令,应该停止,只有按“启动”键才能重新开始工作;如果机械手在A1以外的其它位置收到“停止”命令,暂停,不按停止键时,应继续工作。
2 PLC选型
SIMATICS7-200PLC具有强大的性能,结构紧凑,数据存储器容量大,操作顺序和过程控制快速,具有高的质量、效率和安全性。根据控制要求,选用西门子S7-200系列的PLC,主机规格为CPU226,24入/16出。输入电压AC220V,输出电压DC24V。采用基本RS-485串行通信的网络控制方案,即每一个工作单元由一台PLC承担其控制任务,各PLC之间通过RS-485串行通信实现互连的分布式控制方式,组建一个小型的PLC网络。通过PLC网络可以实现整个自动生产线的机械手控制,以提高生产效率和自动化程度。
3 I/O分配表
根据上述控制要求,以及控制功能等综合要求,可知PLC需要以下输出端:控制机械手上行、下行、左行、右行4个输出端,控制机械手抓住、放开2个输出端,发出检验命令的输出端,共计7个输出端子。PLC的输入端:6个限位开关:A0\A1\A2\A3\A4\A55处,合格和不合格各1个输入端,检测带上检测到有产品1个输入端,停止和启动开关2个输入端,共计需11个输入端。所以选择使用主机规格为CPU26的S7-200系列的PLC,24点输入,16点输出,满足使用需求。I/O分配表中,A1上行处有一限位开关为A0。
4 PLC控制程序
根据控制要求,设计本程序,如图2所示。本程序采用顺序控制继电器编制控制程序,将复杂的工作流程进行分解,对各个工步进行编程,程序简洁、规范,可读性好,易于理解。
本程序设计按着顺序控制执行。按下启动键,机械手开始工作,从A1出开始下行,到A2处,检测到有产品,发出抓住命令,抓紧,机械手上行到A0处,发出检验命令,是否合格。如果合格,机械手右行到A4处,然后下行到A5处,发出松手命令,松开,机械手上行到A4处,然后左行到A1处,重新开始下一循环过程。如果检测不合格,机械手则左行到A3处,发出松手命令,松开,机械手右行到A1处,然后重新开始下一循环过程。
结语
工业机械手是一种生产和服务性设备,在工业及非产业界十分重要,在先进制造技术领域也是不可缺少的自动化设备。机械手的设计和制造涉及到很多方面的专业知识,而其中,应用PLC设计其控制系统,已经成为工业自动化发展的必然趋势。应用PLC实现对机械手的控制,系统硬件结构简单,造价低,应用方便,具有十分重要的意义。
参考文献
[1]唐顺梅.搬运机械手的PLC控制系统设计[J].科技风,2014(20):20-20.
猜你喜欢
制造技术与机床(2018年11期)2018-11-23
通信电源技术(2016年1期)2016-04-16
机电信息(2015年3期)2015-02-27
机电信息(2014年29期)2014-02-27
河南科技(2014年11期)2014-02-27