
碱回收炉烟气NO2SO4排放面临的问题
2016-11-18 06:23戚永宜
中国造纸 2016年10期
戚永宜
(中国海诚工程科技股份有限公司,上海,200031)
·碱回收炉NOx排放·
碱回收炉烟气NO2SO4排放面临的问题
戚永宜
(中国海诚工程科技股份有限公司,上海,200031)
碱回收炉是制浆生产线的核心设备,其主要工作原理是将黑液中的碳、钠、硫反应成制浆生产所用的Na2CO3和Na2SO4,必须控制反应温度,因此可以认为碱回收炉是在一定温度控制下的化学反应装置。由于碱回收炉炉膛燃烧温度较低,由燃烧空气中的氮生成的“热型”氮氧化合物(NOx)的可能性很小,因此烟气中的NOx主要是燃烧燃料中的氮而生成的。目前,以制浆黑液作为生物质燃料发电已成为共识,但在现有碱回收炉的运行模式下,NOx要达到GB 13223—2011火电厂大气污染排放标准中规定的100 mg/m3几乎无可能性,这将给审批新的化学制浆项目造成极大的困惑。笔者建议不将碱回收炉定义为生物质发电锅炉,从鼓励清洁生产、循环经济、资源充分利用的角度出发,按GB 13223—2011中燃煤锅炉(2)的标准或略宽的标准执行。
碱回收炉;黑液固形物;NOx;排放标准
1 碱回收炉在制浆生产中的作用
碱回收是现代化大型硫酸盐制浆生产线中的核心环节之一[1],它极大地削减了制浆生产过程中产生的有机与无机化合物的排放负荷,并为制浆生产提供了所需的能源。在漂白硫酸盐木浆(BKP)生产过程中,碱回收炉承担着处理制浆过程产生的废液,将其通过燃烧及苛化反应回收制浆过程中所采用的NaOH和Na2S,并将燃烧所得的热量转化为生产所用的蒸汽和电力[2]。大型现代化制浆生产线通过碱回收系统回收的NaOH和Na2S以及碱回收炉产生的热能可以100%满足生产的需求,制浆废液通过碱回收系统的处理,可使整个生产系统所产生的CODCr削减95%以上,因此碱回收炉是制浆生产线的核心设备。
2 碱回收炉运行需要控制的因素
BKP制浆过程产生的废液呈黑色,故在行业内称之为黑液(Black Liquid),主要成分是制浆过程中以NaOH+Na2S与木材中的木素反应产生的磺化木素及多糖等有机物,以漂白硫酸盐桦木浆黑液来说,其物质,并且是工业生产后的废液,故目前亦称之为可回收利用的生物质燃料,各种典型的原料制浆黑液绝干固形物的发热值如表4所示。
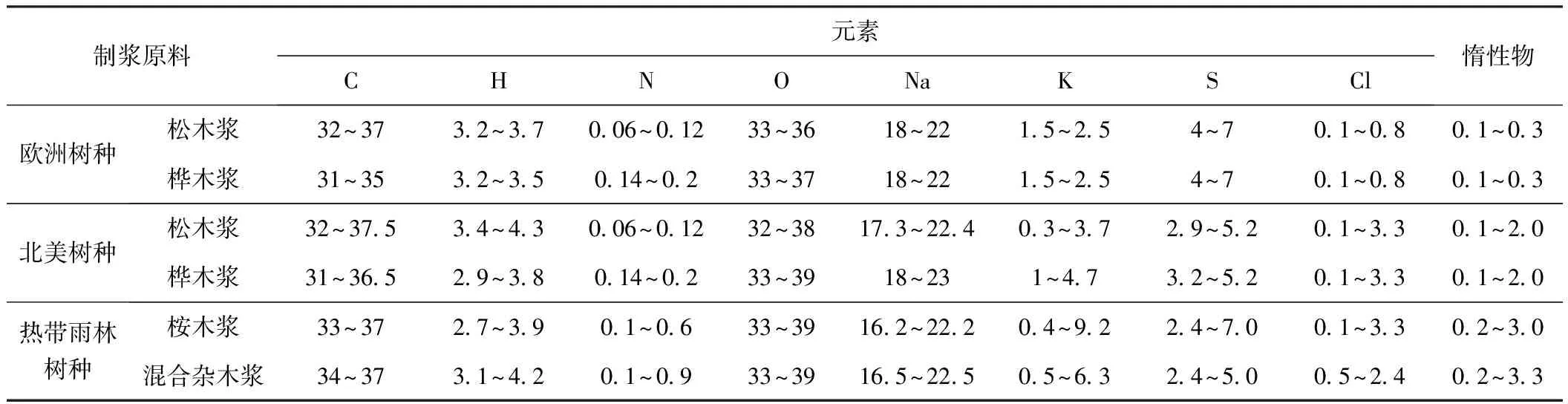
表2 黑液元素含量范围分析[3] %
注 惰性物的主要成分为氮、钙、氟、铁、铝、镁、磷、钒和硅。以下同。
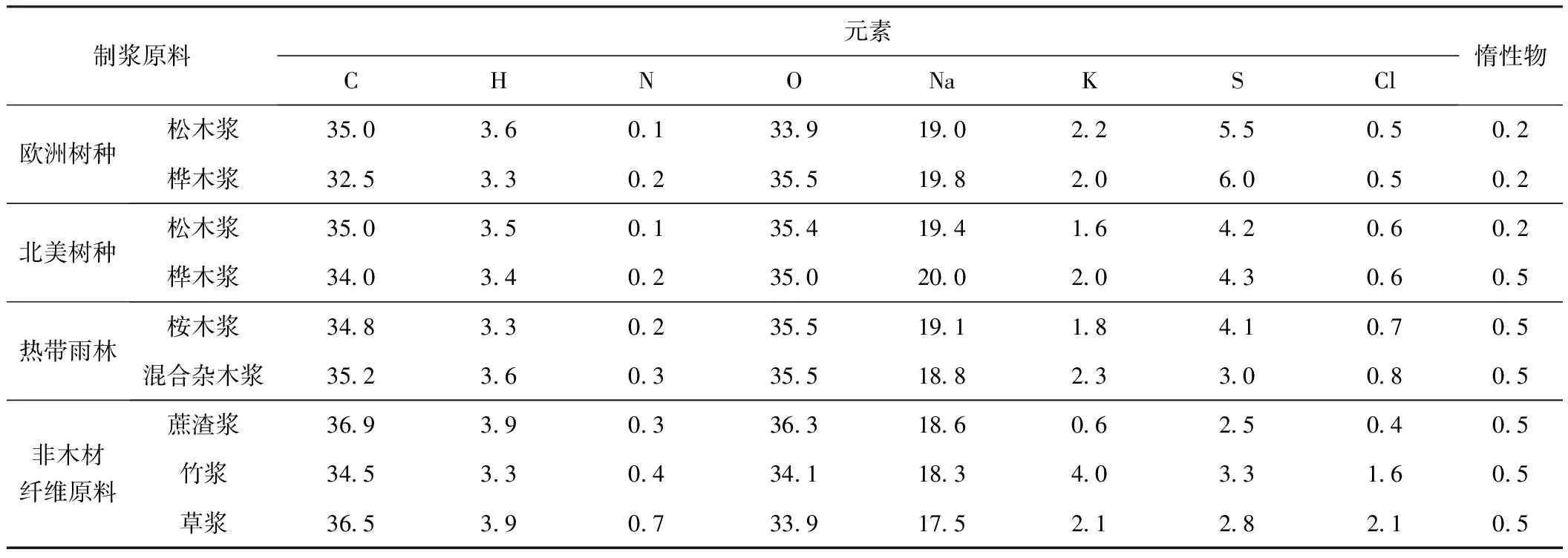
表3 黑液典型元素含量分析[3] %
中的有机物占78%,无机物占22%,具体黑液化学组成见表1。若以元素分析结果表示,其元素含量范围分析见表2,典型元素含量分析见表3。
从表2数据可以看出,制浆黑液的绝干固形物是含31%~37%碳的可燃物,由于来自于可再生的生黑液燃烧的主要目的是将黑液中的成分和元素转化成为制浆生产所需的Na2CO3(通过苛化转化为制浆所用的NaOH)和 Na2SO4,生成的气体主要为CO2和SO2,这也是生产中所需控制的,因此黑液固形物发热值是在以上条件下所测的数值。
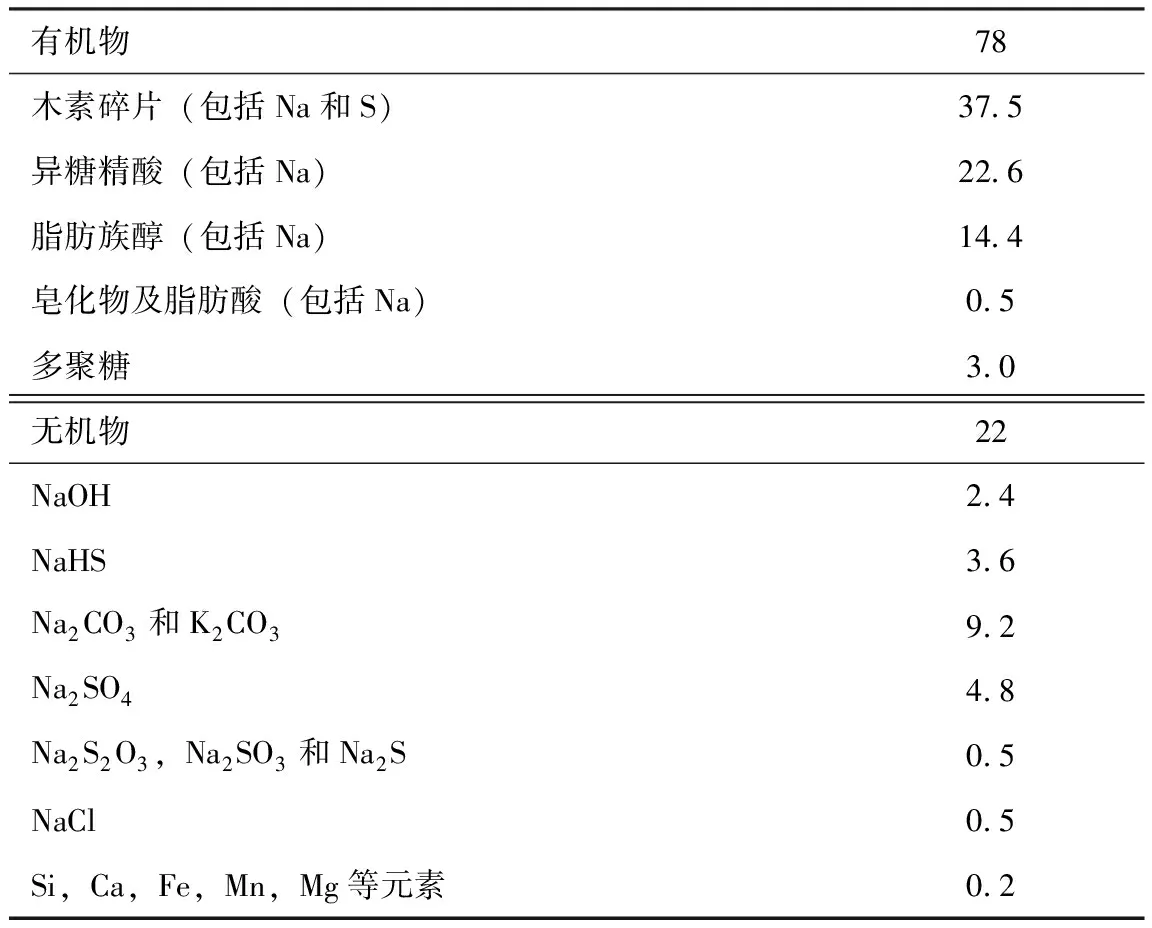
表1 黑液化学组成[3] %
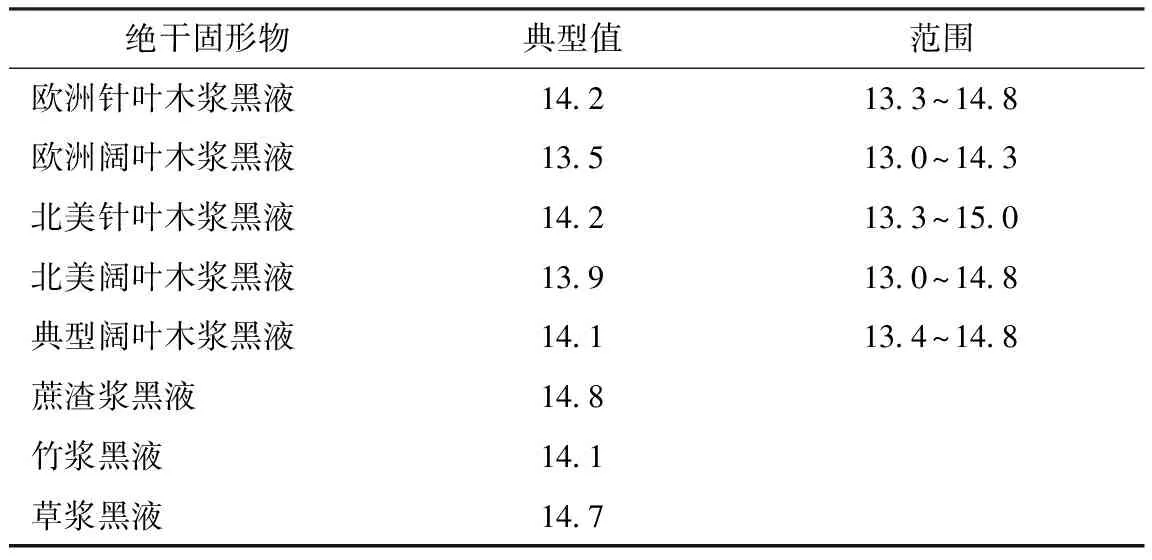
表4 典型原料制浆黑液绝干固形物发热值[3] MJ/kg
鉴于管道输送等原因,木浆黑液进入碱回收炉的浓度一般为65%~80%,非木浆黑液进入碱回收炉的浓度一般为50%~60%。因此,碱回收炉的工作原理基本上可分为黑液干燥和燃烧反应两个阶段。
鉴于碱回收炉的主要工作目的是将黑液中的碳、钠、硫反应成为生产所用的Na2CO3和Na2SO4,因此就必须控制反应温度,温度太高金属钠易升华为气体,进入烟气中,将会与烟气中的CO2反应生成Na2CO3,造成碱回收炉后部积灰,严重影响运行并腐蚀管束、汽包、省煤器等锅炉部件,并造成碱损失。而Na2SO4生成反应亦在一定的温度下达到最高。一般情况下,炉膛底部熔融物的温度在900℃以上,碱回收炉的燃烧温度控制在950~980℃。其炉膛单位面积的燃烧强度设计为2600~2800 kW/m2,竖向控制在60~100 kW/m2,因此,在同样蒸发量的情况下,碱回收炉的体积比以燃煤或燃油的动力锅炉要大很多倍。因此可以认为碱回收炉是在一定温度控制下的化学反应装置。
由于制浆过程中的浆料洗涤(或称之为黑液提取)的洗净度目前最高只能达到99%,加上蒸发、燃烧、苛化的损失,一般在硫酸盐木浆碱回收炉中要加芒硝(Na2SO4)以补充碱损失,控制温度的目的亦在控制Na2SO4→Na2S的还原率。
碱回收炉的设计是根据制浆黑液的元素分析及其化学反应的温度需求进行的,其炉膛底截面、炉膛竖向温度曲线、过热器、管束、省煤器及烟道出口的温度均有严格的要求,每一台碱回收炉的一次风、二(三)次风的进风位置都是不同的,因此,改变碱回收炉的运行参数比较困难。
大型现代化制浆生产线的碱回收炉,燃烧1 kg黑液固形物可产生3.4~3.6 kg、压力8.5 MPa以上的高压蒸汽,经抽凝机组发电及抽取低压蒸汽,其产生的能源基本可满足从备料到漂白、含碱回收生产本身的制浆生产需求,因此碱回收炉除了是制浆生产的重要生产过程之外,亦是制浆生产线的能源供应中心。
3 碱回收炉烟气中的NOx
碱回收炉烟气中的NOx是黑液燃烧时固形物中的氮及送入炉空气中的氮反应生成的[5]:
N2+O2=2NO
NO+1/2O2=NO2
在碱回收炉膛中,氮氧化合物是以初级的NO存在,与大气接触后,进一步被氧化成为NO2·NO和NO2。这些氮氧化合物被统称为NOx,由燃烧产生NOx的起始温度在650℃以上,1400℃以上生成反应加速。据相关文献称:动力及工业锅炉并非是NOx的最大排放源,燃油发动机单位能耗所产生的NOx浓度远大于此,因此交通运输是NOx最大排放源。
在碱回收炉膛内,初级氮氧化合物是以以下方式生成的:
(1)在高温中与送入炉膛的空气反应。
(2)燃烧空气中的氮与火焰中的碳氢化合物反应生成的合成物(HCN、NH、N),进而生成NO。
(3)燃料中的氮与氧反应生成。
图1是炉膛温度对NOx生成的影响效应[4]。
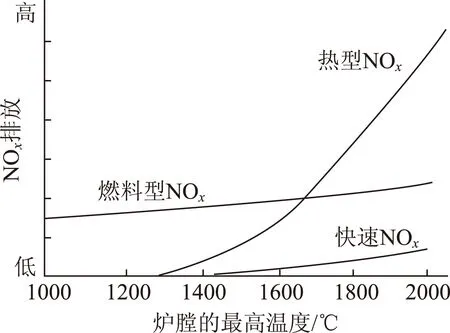
图1 炉膛温度对NOx生成的影响效应
由热生成NOx对温度高度敏感,其他方式生成的NOx亦随温度升高而浓度加大。而碱回收炉的工作温度在1000℃以下,故碱回收炉的工作温度不是高浓度NOx的生成温度区域。
按以上分析,烟气中的NOx排放浓度与炉膛工作温度有关,与燃料中的N及C的含量亦有关,燃料中C含量越高,燃烧所需的空气量就越大,入炉的N总量就越大,生成NOx的机会就越大。从表2和表3数据看,欧洲和北美树种制浆黑液中N的含量相对较低,而热带雨林树种和非木材纤维制浆黑液中的N含量较高。
对于NOx排放量,欧洲一般以年平均kg/t(风干浆)计,表5为欧洲部分浆厂碱回收炉、石灰窑、纯树皮炉和辅助锅炉的NOx排放情况。
由表5可以看出,部分欧洲浆厂碱回收炉NOx最低排放量0.66 kg/t(风干浆),最高1.75 kg/t(风干浆),平均1.18 kg/t(风干浆);石灰窑NOx最低排放量0.04 kg/t(风干浆),最高0.45 kg/t(风干浆),平均0.19 kg/t(风干浆)。按IPPC BAT 2001中叙述,碱回收炉烟气排放量为7000~9000 m3/t(风干浆),石灰窑为1000 m3/t(风干浆),按文献[3]给出的数据计算,干烟气发生量约为7500 m3/t(风干浆),以此计算,碱回收炉NOx排放浓度为157 mg/m3,石灰窑为191 mg/m3。
Pöyry统计了瑞典和芬兰共计39家浆厂的NOx排放数据,对于年产1484万t的浆厂,碱回收炉和石灰窑的NOx排放强度为:芬兰1.45 kg/t(风干浆),瑞典1.53 kg/t(风干浆),这与表5所示的情况相似,排放浓度分别相当于193 mg/m3和204 mg/m3。从北欧树种的制浆黑液元素分析看,其中N含量比我国普遍采用热带雨林树种的制浆黑液要少(见表2和表3)。
王子某制浆造纸企业在日本工厂的碱回收炉NOx排放浓度一般控制在230 mg/m3以下。
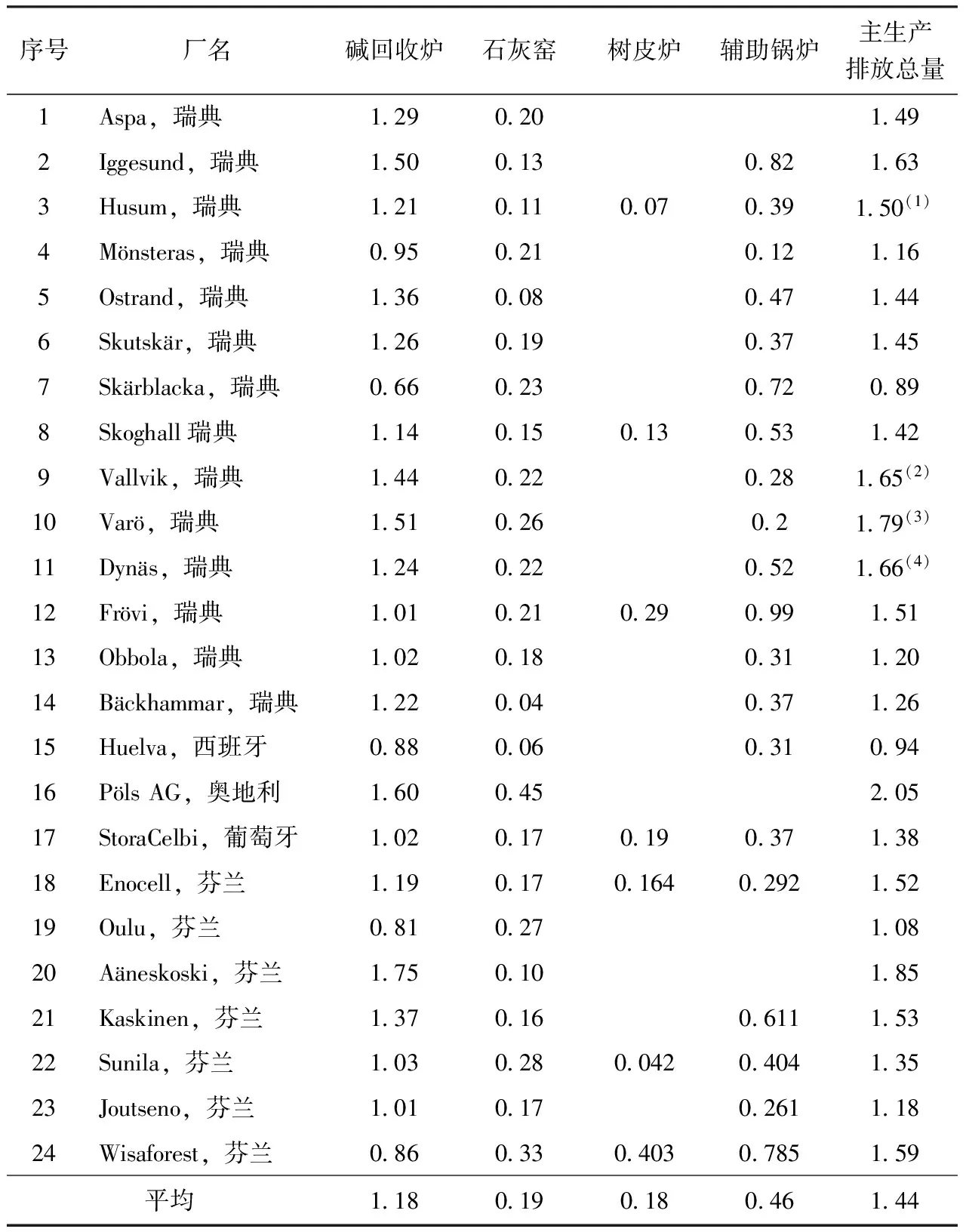
表5 欧洲部分浆厂碱回收炉、石灰窑、树皮炉和辅助锅炉的NOx排放情况 kg/t(风干浆)
注 表中(1)(2)(3)(4)的数值为原文如此,计算值分别为1.39、1.66、1.77和1.46 kg/t(风干浆)。
表中数据引用自IPPC BAT (2001). Chapter2:Pulp and Paper Industry.106~108页。

表6 国内几家企业碱回收炉NOx排放情况 mg/m3
注 各企业生产所用原料基本上均为速生阔叶木。表中数据为检测平均值。
我国近年来引进了不少具有国际先进水平的碱回收炉,运行均优良,环保作用十分明显。表6为国内7家企业项目环保验收时碱回收炉的NOx检测情况。
4 碱回收炉NOx排放面临的问题
2011年7月29日,我国国家环境保护部、国家质量监督检验检疫总局发布更为严格的GB 13223—2011 火电厂大气污染排放标准(见表7),取代原GB 13223—2003,新标准自2012年1月1日起实施,新标准中修订的主要内容为:
(1)调整了大气污染物排放浓度限制。
(2)规定了现有火电锅炉达到更加严格的排放浓度限值的时限。
(3)取消了全厂SO2最高允许排放速率的规定。
(4)增设了燃气锅炉大气污染物排放浓度限值。
(5)增设了大气污染物特别排放限值。
标准适用于使用单台出力65 t/h以上除层燃炉、抛煤机炉外的燃煤发电锅炉;各种容量的煤粉发电锅炉;单台出力65 t/h以上燃油、燃气发电锅炉;各种容量的燃气轮机组的火电厂;单台出力65 t/h以上采用煤矸石、生物质、油页岩、石油焦等燃料的发电锅炉。但标准不适用于各种容量的以生活垃圾、危险废物为燃料的火电厂。
目前,以制浆黑液作为生物质燃料发电已成为共识,在现有的配置四电场静电除尘,烟气不加任何额外处理的情况下,烟尘和SO2到达此标准问题不大。
但年产10万t漂白硫酸盐竹浆生产线的碱回收炉,其蒸汽的发生量在70 t/h以上;年产50万t漂白硫酸盐木浆生产线的碱回收炉,其蒸汽发生量约为400 t/h,在现有碱回收炉的运行模式下,如果按照GB 13223—2011的排放标准实施,NOx要达到100 mg/m3几乎无可能性,这将给项目环保部门审批新的化学制浆项目造成极大的困惑。
目前我国是全球纸及纸板消费量和生产量第一大国,消费量和生产量均占全球的1/4。2015年我国造纸纤维原料中,废纸浆6338万t,占65.13%,木浆2713万t,占27.88%,非木浆680万t,占6.99%。我国是制浆造纸原料极度缺乏的国家,2014年我国进口木浆1588万t(溶解浆除外),进口废纸折合废纸浆2243万t;针叶木片(粒)20.17万t,非针叶木片(粒)864.47万t,合计884.64万t,折算漂白木浆398万t,2014年我国制浆纤维对外依存度44.6%。因此仍然需要在适当地区实施林浆纸一体化或利用国外资源建设大型现代化硫酸盐制浆项目。
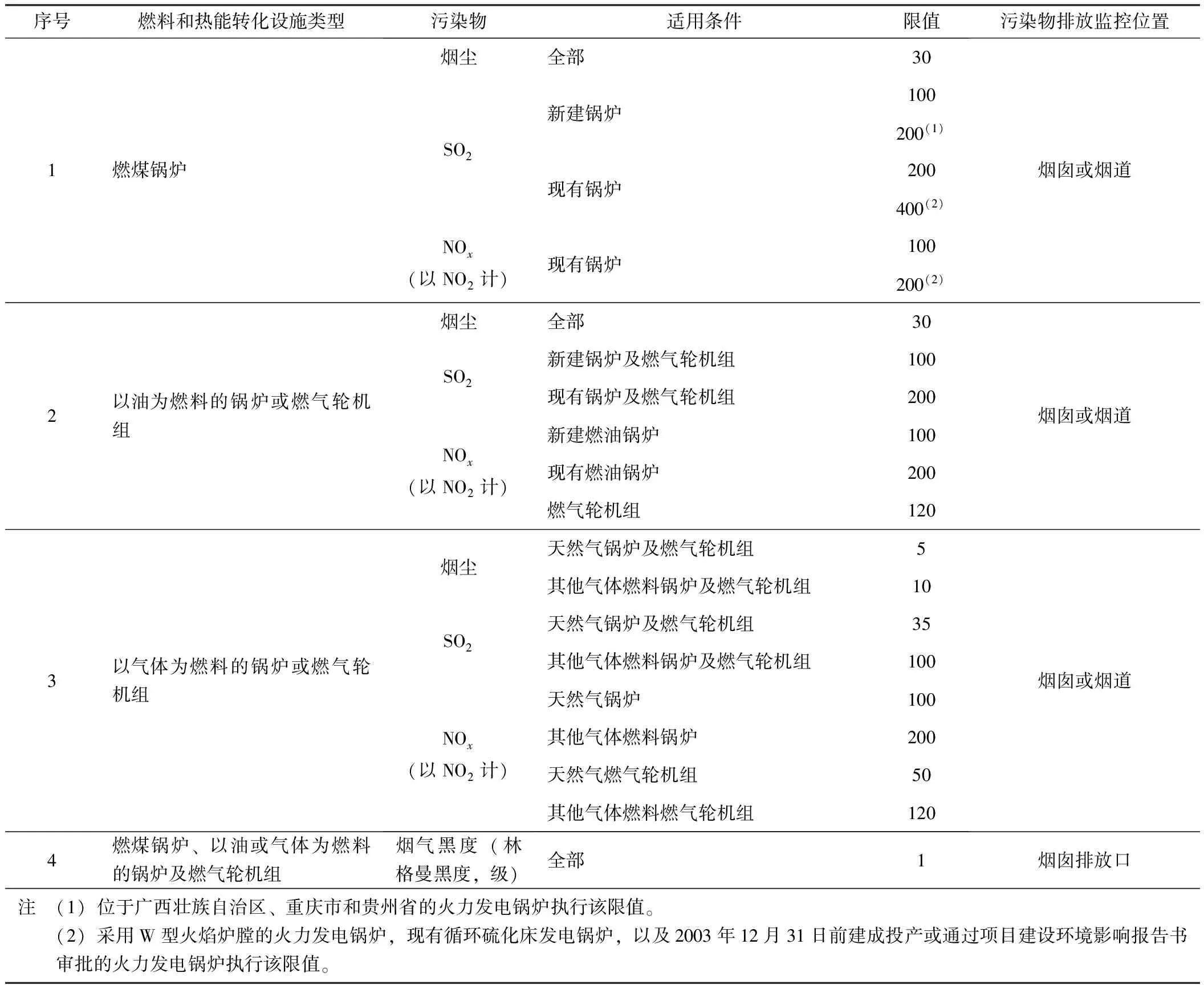
表7 GB 13223—2011火电厂大气污染排放标准 mg/m3(烟气黑度除外)
在制浆造纸行业,有多用途木屑、树皮循环流化床锅炉(CFB)或鼓泡流化床锅炉(BFB)采用氨水(NH3)喷入CFB的固体分离器(Solid Separator)或喷入BFB炉膛削减烟气中的NOx的实例,其原理如下[3]:
4NO+4NH3+O2→4N2+6H2O
2NO2+4NH3+O2→3N2+6H2O
其中在CFB中根据NOx的排放量,用NH3与NOx的摩尔比1.5~2.5的氨水喷入固体分离器方式,其NOx的排放量可减少50%。
对比来看,树皮及其他化石燃料的含碳量和含氮量均高于黑液的(见表8),但树皮燃烧时烟气中的NOx浓度在50~200 mg/m3,而碱回收炉烟气NOx浓度一般为200~250 mg/m3。根据欧洲发表的相关文献,随着黑液浓度的增加,NOx的排放量有轻微的增量,其中的原因尚不清楚。
与树皮一样,由于碱回收炉炉膛燃烧温度较低,燃烧热风中而生成“热型”NOx的可能性很小,因此烟气中的NOx主要是燃烧燃料中的N而生成的,鉴于碱回收炉主要功能是在一定的温度范围内将黑液中的钠、碳、硫以及补充芒硝中的Na2SO4进行化学反应,生成Na2CO3和Na2S,并且要求飞灰生成少,Na2S的还原率高,外界影响因素越少越好,从原理上讲,碱回收炉是化学反应装置,从生成主要产品的角度来说,化学反应中的副反应越少越好。主要化学反应中产生大量的热能可以用于生产蒸汽和电,从生产环节来说,制浆生产所需的主要化学品和全部能源供应都来自于碱回收炉,其重要性不言而喻,目前尚未知在反应中加入NH3对炉内其他化学反应的影响。因此,上述用于CFB的NOx削减技术到目前为止未见用于碱回收炉,目前全球尚无碱回收炉安装烟气脱除NOx装置的案例。
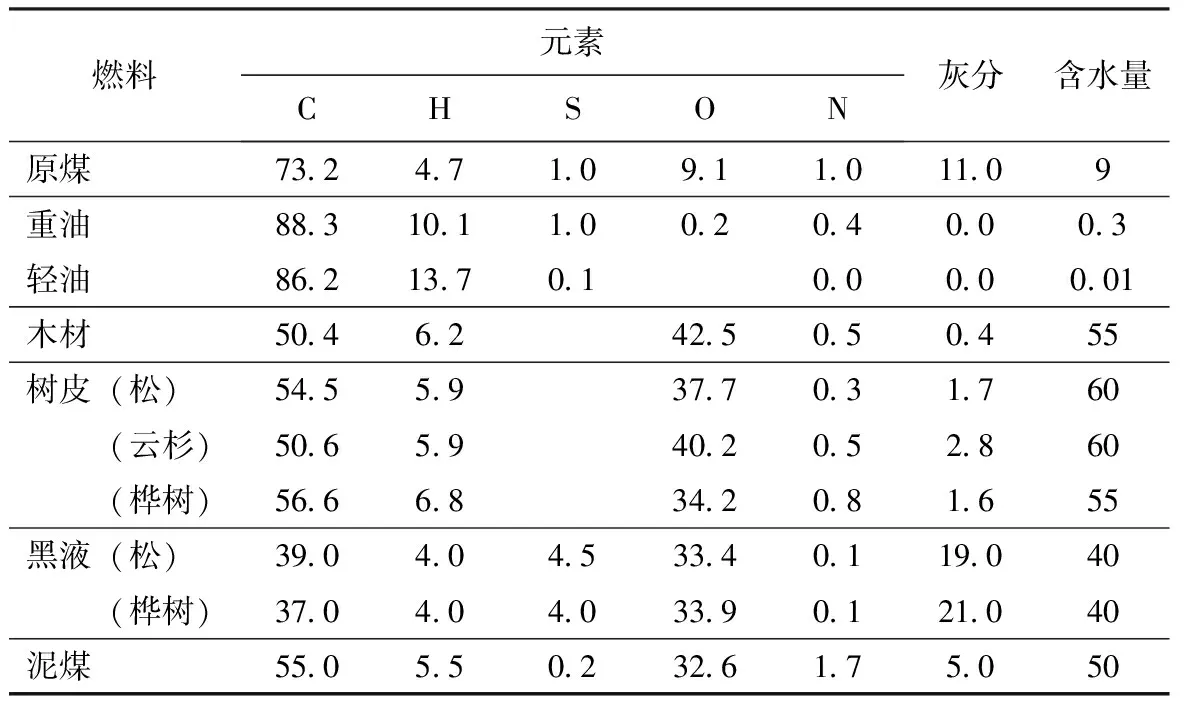
表8 各种燃料元素分析[5] %
5 解决途径探讨
从对生态和环境保护以及企业的社会责任来讲,制浆造纸企业应该严格执行国家排放标准,制浆造纸行业的科研机构和工程服务单位应该对国家控制NOx排放充分地理解,并研究削减和解决NOx排放问题。
从制浆总量看,2014年我国木浆生产量为962万t,除去其中的化学机械浆及机械浆319.5万t,按651万t化学木浆,每吨化学木浆产生的黑液固形物可生产8.5 MPa的蒸汽3.5 t,按凝汽发电折算,大约可发电70亿kWh,占全国火力发电总额42337.3亿kWh的0.16%,对大气排放的贡献率较低。
在目前尚未有良好的解决方案之前,如何既符合国家相关规定和标准,又使企业能够达到标准,是一个值得研究的问题。如果将碱回收炉规模化整为零,蒸汽生产量每台65 t/h以下,不符合充分利用能源、提高运行效率的原则,从投资的角度也不合理。笔者认为可从两方面探讨:
(1)碱回收炉是化学制浆生产中的一个化学反应单元,用于在特定条件下焚烧废液中有机质及通过一系列化学反应再生回收碱和硫化物,附带有反应热余热利用、余热发电和焚烧有机废气的功能的装置。制浆黑液是参与化学反应的原料。请国家相关部门根据国内外相同情况,与生活垃圾、危险废物为燃料的火电厂的锅炉一样,制定适合废液循环利用余热发电锅炉的排放标准。
(2)建议碱回收炉不定义为生物质发电锅炉,NOx排放浓度按GB 13223—2011中燃煤锅炉(2)的标准或略宽的标准执行,即200 mg/m3或略高。此标准应用于燃烧低反应能力的无烟煤和贫煤、采用W型火焰炉膛的火力发电锅炉,属于鼓励资源充分利用的政策。碱回收炉充分利用了制浆废液的热能并回收了制浆化学品,与此有相似之处,从燃烧物的入炉方式和其形成也有相似之处。
6 结 论
鉴于碱回收炉的反应原理、运行状况以及全球碱回收炉的运行数据,目前无论国外国内,碱回收炉排放的烟气NOx均不能达到国家GB 13223—2011火电厂大气污染排放标准中NOx的排放限值。从原理上讲,碱回收炉以化学反应为主,并利用化学反应所放出的热量生产高压蒸汽从而进一步用于发电。与燃煤、燃油以及一般的生物质燃料燃烧不一样,因此,在没有研究出NOx的有效削减措施之前,建议不将碱回收炉定义为生物质发电锅炉,从鼓励清洁生产、循环经济、资源充分利用的角度出发,按GB 13223—2011中燃煤锅炉(2)的标准或略宽的标准执行。
[1] TONG Xin, ZHANG Zhen-bin, YANG Huan-yu. Solutions to the Problems of Air Pollution in Paper Industry[J]. China Pulp & Paper, 2014, 33(7): 49.
童 欣, 张镇槟, 杨恒宇, 等. 制浆造纸工业空气污染问题与对策[J]. 中国造纸, 2014, 33(7): 49.
[2] GUO He-fang, CAO Xian-bin, MA Ke-shun. Improving the Safety and Reliability of Recovery Boiler’s Operation by Optimizing the Control System[J]. China Pulp & Paper, 2013, 32(10): 73.
郭合芳, 曹现兵, 马克顺. 优化碱回收锅炉控制系统 提高安全及运行可靠性[J]. 中国造纸, 2013, 32(10): 73.
[3] EsaVakkilainen. Papermaking Science and Technology//Chemical Pulping, Book B[M]. Pubilshed by Fepet Oy, 1999.
[4] Panu Tikka. Chemical Pulping PartⅡ. Recovery of Chemicals and Energy[M]. TANG Yan-jun, WEI Zi-ping, LI Na, et al, translate. Beijing: China Light Industry Press, 2014.
Panu Tikka. 化学制浆Ⅱ. 化学品和能量回收[M]. 唐艳军, 魏志苹, 李 娜, 等, 译. 北京: 中国轻工业出版社, 2014.

(责任编辑:常 青)
The Standard Issue of NOxEmission of Chemical Recovery Boiler
QI Yong-yi
(China Haisum Engineering Co., Ltd., Shanghai, 200031)(E-mail: qinggongjypx@163.com)
Chemical recovery boiler is a key equipment of pulp production line, its main function is to produce Na2CO3and Na2SO4using in the kraft pulping through the reaction of carbon, sodium, and sulfur in the black liquor. It has to control the temperature strictly, therefore chemical recovery boiler can be considered as a chemical reaction device. Due to the lower furnace combustion temperature, there is little chance to generate “thermal” NOxby combustion of N in the air, therefore, the NOxemission in the flue gas is due to the combustion of the N in the fuel. At present, black liquor as fuel for biomass power generation has become a consensus, but under the current operation, it is impossible to meet 100 mg/m3NOxemission specification of GB 13223—2011 Emission standard of air pollutants for thermal power plant for chemical recovery boiler. This will cause big confusing for getting new chemical pulping projects approval. From the point of view of encouraging cleaner production, recycle economy and fully utilization of the resources chemical recovery boiler should not be defined as biomass power generation boiler, it should follow the standard (2) of the coal-fired boilers in the standard of GB 13223—2011 or even slightly lower standard.
chemical recovery boiler; black liquor solids; NOx; emission standards
戚永宜先生,教授级高级工程师,中国轻工业行业勘察设计大师;从事制浆造纸工程咨询、设计、项目管理及总承包工作。
2016- 06-15(修改稿)
TX733+.9
A
10.11980/j.issn.0254- 508X.2016.10.012
猜你喜欢
中国造纸(2022年12期)2023-01-05
飞天(2020年4期)2020-04-17
天津造纸(2018年2期)2019-01-21
造纸化学品(2018年3期)2018-01-31
新疆人文地理(2015年2期)2015-08-03
中国造纸(2014年11期)2014-08-13
中国造纸(2014年1期)2014-03-01
中国造纸(2014年1期)2014-03-01
中国造纸(2013年8期)2013-09-10
中国造纸(2012年9期)2012-01-26
