高碳高锰BTW耐磨钢板铣削加工参数研究
2016-11-14 01:32孙凯
价值工程 2016年29期
孙凯


摘要: BTW耐磨钢属于高锰钢范畴,该钢种具有强烈的形变诱导硬化特性,在使用过程中浅表层发生细晶强化、位错强化、相变强化,表面硬度与强度急剧提高,形成一种表层耐磨、内部高韧的梯度耐磨材料。因此导致生产加工过程中的刀具选择及加工参数尚无明确范畴,国内机械制造行业中尚未明确对于加工BTW耐磨钢的刀具及机床参数。
Abstract: BTW wear-resistant steel belongs to the category of high-manganese steel. This kind of steel has strong deformation induced hardening character. In the process of using, the fine grain strengthening, dislocation strengthening, phase transformation strengthening will appear on the shallow surface layer. The surface hardness and strength increase sharply, and the wear-resistant, internal high toughness gradient wear-resistant material will formed on the surface. Therefore, there is no clear category of tool selection and processing parameters in the process of production and processing. Domestic machinery manufacturing industry has not cleared the tool and processing parameters for the BTW wear-resistant steel.
关键词: BTW高碳高锰耐磨钢;铣削加工;参数
Key words: BTW high-carbon high-manganese wear-resistant steel;milling;parameters
中图分类号:TG547 文献标识码:A 文章编号:1006-4311(2016)29-0119-04
0 引言
刮板输送机是煤矿、化学矿山、金属矿山及电厂等用来输送物料的重要运输工具。它是由中部槽、链条、刮板及牵引系统组成。其中,中部槽是刮板输送机的主要部分,中部槽板耐磨性能的提高可有效解决复杂工况下刮板输送机使用寿命短的问题,对煤炭生产的节能节材、循环经济和可持续发展具有重要的战略意义和经济效益。
耐磨钢种类繁多,大体上可分为高锰钢,中、低合金耐磨钢,铬钼硅锰钢,耐气蚀钢,耐磨蚀钢以及特殊耐磨钢等。目前,高锰钢的应用以铸件居多,而热轧中板产品则主要以中低合金耐磨钢为主。耐磨钢通过调质处理使具有回火马氏体或马氏体-贝氏体的复相组织,硬度通常可达到300~600HB,具有一定的韧性、冷弯性和可焊性。
我公司中部槽耐磨板曾采用过NM360、NM400、NM450、NM500、HARDOX400、HARDOX500等多种不同性能的耐磨板,但耐磨效果都很一般。为提高耐磨强度,也采用过在耐磨板上对焊耐磨层的方法来提高耐磨强度。这种方法虽然对耐磨强度略有提升,但大大提高了工人的劳动强度,增加了成本。
为了提高中部槽耐磨性能,采用BTW耐磨钢。BTW耐磨钢属于高锰钢范畴,该钢种具有强烈的形变诱导硬化特性,在使用过程中浅表层发生细晶强化、位错强化、相变强化,表面硬度与强度急剧提高,形成一种表层耐磨、内部高韧的梯度耐磨材料,可适用于各类冲击、疲劳、磨粒磨损工况。在实际应用中,其耐磨性能或使用寿命较传统的中低合金耐磨钢(如进口HARDOX400\450\500或国产NM360/400/450)提高1~5倍不等。BTW耐磨钢表面强化系数高达2.5倍,强化深度小于1mm,表面硬度可显著提高到HRC50-65。因此BTW表面“越磨越硬”,同时实现耐磨层的不断再生。在没有发生塑性变形的中心,则保持高的抗冲击韧性,可广泛应用于重载刮板运输机中板处。正因为这个原因,导致BTW耐磨板在加工过程中不易控制,无明确标准参数可供依据。
为解决以上所述关于BTW耐磨钢的加工问题,特对其加工刀具与机床参数进行实验分析与数据统筹。
1 BTW耐磨钢基本性能
1.1 化学成分
1.2 力学性能
1.3 耐磨机理
新型耐磨钢BTW1产品区别与传统中低合金耐磨钢,为“形变诱导硬化型耐磨钢”。该钢种基体为韧性优越的奥氏体组织,但该奥氏体组织处于亚稳状态,一旦材料表面受到外界挤压、冲击、摩擦,表层的奥氏体组织立刻向形变马氏体转变,从而实现表层快速硬化,耐磨性能急剧提高。BTW1耐磨钢的原始硬度约220HV左右,经磨损试验后表层距磨损表面50μm处(亚表层)的显微硬度值平均为552.83HV,如表3及图1所示。
1.4 冷加工性能
①加工硬化严重。BTW具有强烈的形变硬化特性,冷加工过程中加工硬化非常严重,该钢种基体为韧性优越的奥氏体组织,但该奥氏体组织处于亚稳状态,一旦材料表面受到外界挤压、冲击、摩擦,表层的奥氏体组织立刻向形变马氏体转变,从而实现表层快速硬化,耐磨性能急剧提高。
②切削阻力力较大。BTW的伸长率远超过45钢,使切削力增加,加工时硬化严重,热强度高,进一步增大了切削抗力,切屑的卷曲折断也比较困难。因此加工BTW耐磨刚切削力大。
③切削温度高。切削时塑性变形及与刀具间的摩擦都很大,产生的切削热多,大量切削热都集中在切削区和刀-屑的界面处,散热条件差。在加工过程中,切屑带走的热量少,刀片受温度影响就大,刀刃容易过热,产生热软化,加速刀具磨损。
2 BTW耐磨钢加工特性实验分析
综合BTW耐磨钢以上特性,对其在普通铣床X53上进行铣削实验,根据公司实际加工环境与条件,选择了YBC301、YBM253以及SPKR150424TN-MP3025三种涂层刀具,进行铣削加工试验。实验方案如下:
分别在无冷却液、水冷和油冷三种冷却手段下,另X53铣床以不同转速和进给速度的组合参数进行加工,对加工过程变量控制与加工效果进行分析,从而得出金属切除率与刀具耐用次数的关系,以此为依据确定选择对于BTW耐磨钢最适合的加工刀具及机床参数。实验内容如表4所示。
由表4及图2YBC301图层刀具实验数据离散图可得出:YBC301图层刀具在水冷控制下,刀具使用次数普遍较低,而在无冷和油冷状态下较耐用。且在无冷状态下,刀具使用次数随着金属切除率的提高,更加稳定,由此可减少加工时间损耗,降低了加工成本。综合参数定为:机床主轴转速为235r/min,铣削进给速度为95mm/min,金属切除率为28.5,无冷状态。
由表5及图3YBM253图层刀具实验数据离散图可得出:YBM253图层刀具与YBC301图层刀具实验数据比较接近,同样在水冷控制下,刀具使用次数普遍较低,而在无冷和油冷状态下较耐用。且在无冷状态下,刀具使用次数随着金属切除率的提高,基本稳定在3次,。综合参数定为:机床主轴转速为235r/min,铣削进给速度为95mm/min,金属切除率为28.5,无冷状态。
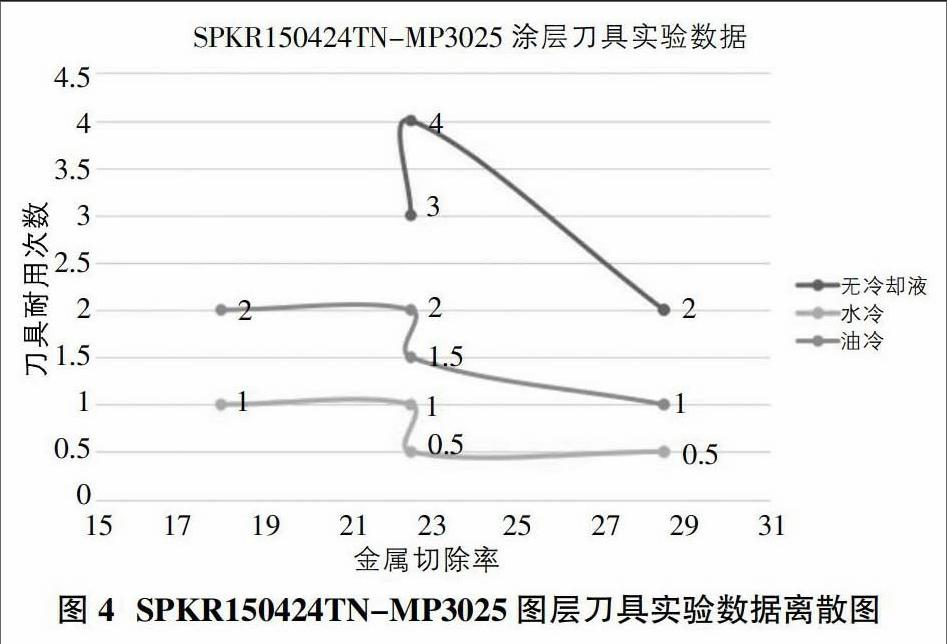
由表6及图4SPKR150424TN-MP3025图层刀具实验数据离散图可得出:SPKR150424TN-MP3025图层刀具实验数据较为震荡,差异较大,明显不同于以上两种刀具。但也可以看出不适宜在水冷和油冷控制下进行加工。在无冷控制下,刀具耐用度随着金属切除率的提升急剧下降,最高点定于切除率为23时。综合参数定为:机床主轴转速为190 r/min,铣削进给速度为75mm/min,金属切除率为22.5,无冷状态。
3 BTW1耐磨钢加工特性实验结论
根据以上实验数据分析得出,与YBM253图层刀具和SPKR150424TN-MP3025图层刀具相比,YBC301涂层刀具在加工BTW高碳高猛耐磨钢时金属切除率大,且刀具耐磨次数多,并且加工过程稳定,金属切除率在18-28.5范围内,刀具使用次数基本稳定在3-4.5次。因此选用YBC301涂层刀具加工,解决了BTW具有强烈的形变诱导硬化特性、加工硬化严重、切削阻力力较大、切削温度高等加工难点,更好地降低了刀具损耗与加工时间损耗,保证了刮板转载机中部槽中板的产品质量,提高了使用寿命。
参考文献:
[1]吴承建.金属材料学[M].北京:冶金工业出版社,2009,8.
[2]上海市金属切削技术协会.金属切削手册[M].上海:上海科学技术出版社,2003,10.
[3]技能士友编辑部.金属切削工具常识及使用方法[M].北京:机械工业出版社,2012,3.