电火花加工放电间隙检测探究
2016-11-11 02:41:53周宏菊
新技术新工艺 2016年8期
电火花加工放电间隙检测探究
电火花加工是利用工具电极和工件电极之间脉冲性火花放电时的电腐蚀现象来蚀除多余金属,以达到对零件的尺寸、形状及表面质量预定的加工要求。在微小的电火花放电加工间隙中,微观的电火花腐蚀过程可分为4个连续阶段:1)两极间工作液电离、击穿,形成放电通道;2)工作液热分解,两极材料的熔化及气化热膨胀;3)电极材料抛出;4)极间工作液消电离。每次电火花腐蚀的微观过程都是伴随着电场力、热力、磁力、流动动力及化学力等综合作用的过程[1],这一过程是复杂且瞬息万变的,很难直接测量到电火花加工时的放电间隙大小及变化,然而,在电火花加工过程中,无论是正极还是负极,单个脉冲的腐蚀量q′总与单个脉冲的能量Wm有关,且在一定范围内成正比关系;因此,可以通过测量电参数(如电压)来间接地测量放电间隙的大小。
1 电火花加工时的放电状态
电火花放电加工时,合理地调整与控制工具电极与工件电极之间的放电间隙,使加工稳定进行,才能顺利地按要求完成加工零件,以达到所需要的尺寸与精度。工具电极和工件电极维持的合理距离称之为放电间隙[2],它是电火花放电加工控制的主要对象。
根据电火花加工时放电间隙的大小和放电的状态,间隙放电状态可分为如下几种基本状态[3](见图1):空载、正常火花放电、异常放电(包含不稳定电弧放电和稳定电弧放电)和短路状态。其中,尤其需要避免的是有烧伤性的稳定电弧放电状态和短路放电状态,但为了提高加工效率和工件的表面质量,应该对这几种状态都能加以区分,减少空载和不稳定电弧放电,增加正常火花放电。
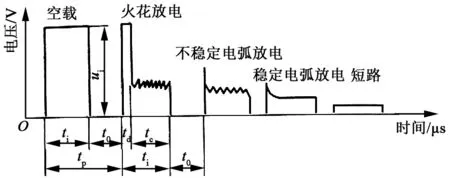
图1 电火花加工时的放电状态
不同的间隙放电状态有不同的加工性能。放电间隙检测是电火花成形加工机床中自动进给调节系统的核心部分,它的目的就是要在加工中实时识别不同的间隙放电状态,以避免或减少异常放电状态的产生,提高生产效率,保证产品的加工质量。
2 放电间隙检测电路的设计
直接测量到电火花加工时的放电间隙大小及变化是很困难的,可通过测量与放电间隙成比例关系的电参数,如电压,来间接反映放电间隙的大小。本文是在间隙平均电压检测电路的基础上,基于实际应用的电火花铣削加工数控机床来设计的一种新型的放电间隙平均电压检测电路[4](见图2)。
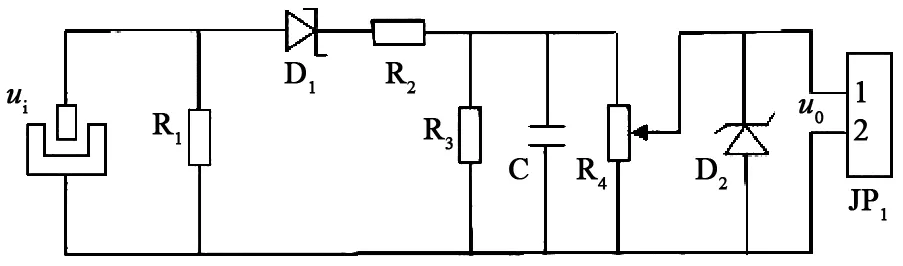
图2 放电间隙平均电压检测电路
图2中,间隙电压经R1两端输入,通过稳压二极管D1(D1主要是防止电容C通过R2迅速放电),利用电阻R2、电容C组成滤波电路进行充电、滤波后获取间隙电压平均值,并由电位器R4分压后输出,最后输出电压通过稳压二极管D2从连接器的两端输出,并由稳压二极管D2在电路中起到限压作用。这里连接的JP1端口是±10 V的电压。
3 检测电路在自动控制系统中的框图
本文中电火花加工自动进给调节系统由测量环节(间隙检测电路)、比较环节、执行环节(伺服电动机)和调节对象(工具和工件间的放电间隙)组成[5](见图3)。

图3 自动进给系统调节框图
对于测量环节,间隙检测电路可以检测放电间隙两端的平均电压值来间接反应放电间隙的大小及状态。当放电间隙较大时,平均电压较高,表明开路情况较多;当放电间隙较小时,平均电压较低,表明短路或异常放电情况较多。所以可以根据平均电压的大小来判断放电间隙的情况。
在实际的电火花加工中,在电极材料、工作液介质及加工电参数等条件确定的情况下,稳定加工时的间隙平均电压可以维持在一个较小的范围之内,所以通过设置适当的伺服参考电压,和检测电路所检测到的平均电压值进行比较,可以控制伺服电动机的运动,以达到控制放电间隙为合理间隙的目的。
4 检测电路检测的平均电压值
由于本电路检测到的平均电压值是与放电间隙成比例关系的电参数,其值应能良好地反映间隙平均电压的变化,即放电间隙的状态,所以检测电路电压的输入、输出值在一段时间内应成一定的比例关系,如输出电压是随输入电压的变化成线性变化的。本文取放电间隙平均电压检测电路在一段时间内的输入电压值和输出电压值,看它们的变化关系。采用输出电压和输入电压的几组数据用MATLAB软件拟合的曲线图如图4所示。

图4 输出电压随输入电压变化的拟合曲线图
由图4可以看出,在一定的时间内,放电间隙检测电路其输出电压是随输入电压的变化成线性变化的,即输出电压是可以间接反映放电间隙的大小和状态的。当然,此电路还会受到脉冲宽度、脉冲间隔和峰值电流等电参数的影响;但在一定条件下,它可以作为检测放电间隙大小和状态的测量电路,能更好地为执行机构伺服电动机的运动提供合理根据,以达到更好更高效的自动调节,提高生产率和工件加工质量。
5 结语
本文设计了电火花铣削成形加工数控机床的放电间隙平均电压检测电路,该电路能通过所检测的平均间隙电压较好地反映放电间隙的大小和状态,从而探究了它在实际应用中的可行性、有效性,以期能获得更高的加工效率和较好的零件加工表面质量。该电路若在调节范围更广的脉冲电源条件下使用还有不足之处,应进一步研究改进。
[1] 白基成,等.特种加工[M].北京:机械工业出版社,2016.
[2] 北京市《金属切削理论与实践》编委会.电火花加工[M].北京:北京出版社,1980.
[3] 霍孟友,张建华,艾兴.电火花放电加工间隙状态检测方法综述[J].电加工与模具,2003(3):17-20.
[4] 周宏菊.基于PMAC控制的电火花放电间隙检测电路实验研究[J].新技术新工艺,2014(4):83-85.
[5] 刘永红,蔡宝平.电火花加工间隙的检测与识别方法[J].机床与液压,2009(2):79-82.
责任编辑 郑练
周宏菊
(陕西国防工业职业技术学院,陕西 西安 710300)
在电火花加工研究中,合理检测放电间隙是重难点内容之一,稳定合理的放电间隙检测电路能给机床自动进给调节系统带来方便,能确保放电间隙处于合理的放电状态,从而提高加工生产率,提高产品的质量。
电火花放电间隙;检测电路;自动进给调节系统
Research on Detection of Discharge Gap in EDM
ZHOU Hongju
(Shaanxi Institute of Technology, Xi’an 710300, China)
In the research of the Electric Discharge Machining (EDM), the reasonable clearance discharging detection is one of the important and difficult content, the stable and reasonable discharge gap detection circuit can bring convenience for machining automatic feeding control system in EDM, and can ensure the discharge gap in a reasonable discharge state, so as to improve the productivity and improve the product quality.
electric discharge gap, detection circuit, automatic feeding control system
周宏菊(1981-),女,讲师,硕士,主要从事机电、数控等方面的研究。
2016-03-30
TG 661
A
猜你喜欢
小资CHIC!ELEGANCE(2022年2期)2022-01-11 12:32:55
工矿自动化(2020年8期)2020-08-25 01:22:54
湖北农机化(2020年4期)2020-07-24 09:07:36
航空发动机(2020年3期)2020-07-24 09:03:18
数学物理学报(2020年2期)2020-06-02 11:28:48
中国新技术新产品(2019年13期)2019-10-09 14:47:15
制造技术与机床(2018年9期)2018-09-19 06:48:34
制造技术与机床(2017年10期)2017-11-28 05:20:15
科技创新与应用(2017年30期)2017-11-07 19:42:50
科技创新导报(2017年16期)2017-08-23 08:34:44