
重型汽车制动钳失效分析与改进
2016-11-10 07:39刘剑王纯王军郭婵
汽车实用技术 2016年9期
刘剑,王纯,王军,郭婵
(陕西汉德车桥有限公司,陕西 西安 710200)
重型汽车制动钳失效分析与改进
刘剑,王纯,王军,郭婵
(陕西汉德车桥有限公司,陕西 西安 710200)
∶制动钳在使用过程中,与外部环境直接接触,尤其在雨雪沙尘等恶劣环境下,可能导致外部介质进入制动钳内部,造成制动功能异常,故对制动钳密封性能的改进就显得尤为重要。另外制动钳现有的密封性检测标准为水密性检测,其检测周期长,且检测完成后需拆解查看,无法在生产过程中实现在线检测,而用气密性代替水密性检测,很好的解决了该问题,进一步控制了产品合格率。
∶车桥;制动钳;发卡
10.16638/j.cnki.1671-7988.2016.09.094
CLC NO.: U463.51Document Code: AArticle ID: 1671-7988 (2016)09-272-02
前言
重型汽车已经成为当今社会中最重要的交通运输工具,随着公路业的发展和车流密度的日益增大,人们对车辆安全和可靠性的要求越来越高。为了保障车辆安全行驶,避免人身伤害,需要为车辆配置性能稳定可靠的制动系统。近些年,通过国内外的车辆配置表明,越来越多的汽车开始配备盘式制动,牵引车、载货车、自卸车均有配置盘式制动器的车型。另外水泥搅拌车等专用车,城际大巴、公交等客运车辆几乎均已配置盘式制动器。甚至国家法律规定,9米以上客车,前轴必须配置盘式制动。制动钳作为盘式制动器最核心的部件,一旦发生故障,轻则影响车辆制动力矩,严重的可能会造成交通事故。本文将讨论制动钳在市场上的失效形式及改进措施。
1、制动钳的失效形式
制动钳作为整车的安保件,保障车辆安全平稳制动,具有散热好、稳定性强、维修保养便捷等优点。然而,在使用过程中,部分制动钳却出现了自调机构失效不回位,制动卡滞发抖等现象,导致制动失效,造成很大的安全隐患。
经对大量的售后反馈信息统计及失效件拆检分析,制动钳失效主要表现为制动发卡,占其全部售后故障的83%以上。
制动钳制动发卡的原因分析:制动钳在装车后长期裸露在外并接近地面,当整车路过较深的积水路面,或在暴雨等恶劣天气下,制动钳全部或部分被积水淹没,若制动钳密封性能存在问题,可能造成外部杂质进入到制动钳自调机构内部或导向销部位,使其内部零部件腐蚀、锈死,导致制动发卡。
根据导致制动钳发生故障的具体部位,主要分为以下几类:
1.1调整螺钉处密封失效
通过市场走访发现,车辆在维护保养或更换摩擦片时,会拔掉调整六方头处的橡胶密封帽,在作业完成后,密封帽可能会被随手丢弃或二次装配不到位,导致密封效果大打折扣,甚至出现调整六方头脱落现象,最终导致制动钳卡死。
1.2自调机构与钳体结合面处密封失效
制动钳体大平面或自调机构大平面加工精度不足、装配时密封胶选用不合理或涂胶方式不当,都有可能造成该处密封失效,最终导致制动钳内部自调机构卡死。
1.3制动钳滑销处密封套失效
制动钳在工作中,滑销对钳体起到支撑、定位的作用。制动钳在工作过程中,钳体在滑销上左右滑移。滑销通过其外部的密封套进行防护,密封套会随着钳体的运动而伸缩或拉长,可能出现脱落、破损等现象,若外部杂质进入滑销后,易造成滑销表面受损,造成制动发卡。
2、制动钳失效改进
制动钳的失效形式较多,每种失效形式对应了不同的失效原因,同时可能由多种因素共同积累所致,需找出主要失效原因进行改进。
2.1调整螺钉处密封改进
将调整螺钉处的橡胶密封帽与钳体连为一体,防止由于售后维修或保养后密封帽丢失,导致此处密封性能下降。
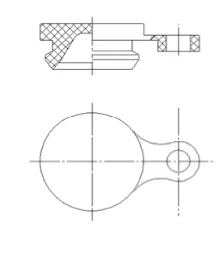
图1 橡胶密封帽
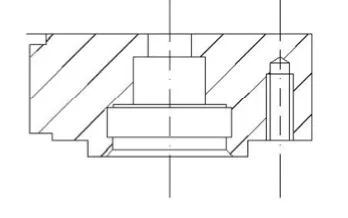
图2 钳体-密封帽安装处
同时将售后维修保养手册进行完善,明确密封帽的拆装流程及方法,并对服务站和终端用户进行培训宣贯,规范其维修行为,培养良好的维修保养习惯。
2.2钳体大平面结合处密封改进
2.2.1通过调整钳体大平面加工时的刀具转速、进给量等切削参数,确保大平面的表面粗糙度达到Ra3.2;
2.2.2装配前增加钳体和端盖结合面的清洗工序,避免其表面防锈油等杂质对密封性能造成影响;
2.2.3改进大平面的涂胶方式,使用设备自动涂胶代替手动涂胶,提高涂胶质量的一致性和可靠性。
2.3滑销处密封套改进
早期滑销密封套只有防尘作用,防水性能不佳,主要由于其唇口骨架壁较薄,易受压变形,尤其在压装过程中易产生变形,增加后期失效风险。
通过加厚密封套唇口骨架,同时在原结构只有外圆密封的情况下,增加端面密封,双重密封使该处的密封性能更加可靠。
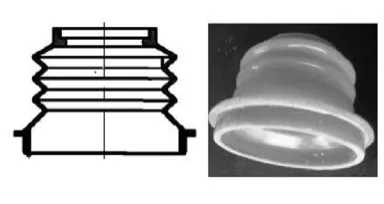
图3 改进前密封套

图4 改进后密封套
2.4增加密封性在线检测
针对制动钳的防水密封性检测,目前主要参考城镇建设标准CJ/T240-2006《城市客车气压盘式制动器》,该验证方法需要将制动钳总成放入水槽内,然后对制动钳进行充放气模拟制动动作1000次,在试验完成后进行拆解检查。其中仅充、放气模拟制动过程大概需要83分钟左右,加之拆解等环节,单件制动钳水密性试验大概需要2小时左右。
综上所述,此方法检测效率低,且需对制动钳进行拆解,不能100%对制动钳密封性能进行检测,仅适合试验验证,不能满足在线检测,因此具有很大的局限性。
针对上述问题,为了保证每一件产品的密封性能,在生产线上布置气密检测仪,增加气密性检测工序。操作方法为:从制动钳安装气室部位通入气压并测量记录,保压一定时间后再次测量气压,以两次测量的气压差衡量其是否合格。
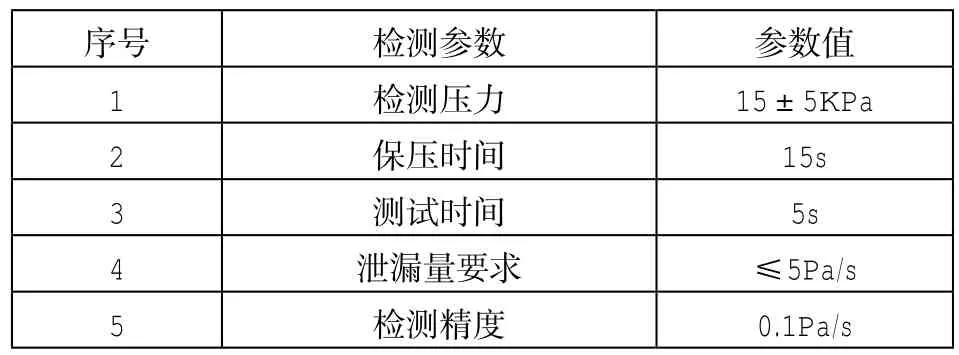
表1 气密检测参数表
4、结束语
通过盘式制动钳售后失效的改进,提高了产品质量稳定性,不仅降低了售后故障损失,更减少了因此造成的重大交通事故。为进一步提高制动钳使用的稳定性与可靠性,应加深对其失效形式的认识,并辅以合理的维护保养,以延长其使用寿命,更好的实现整车安全运行,避免事故的发生。
[1] 苏小平,王良模,谈瑞春.汽车盘式制动器密封性工艺实验台的开发[J].南京理工大学学刊,2001,4(25):387-390.
[2] 齐志鹏.汽车制动系统的结构原理与检修.北京:人民邮电出版社,2002.
[3] 成大先.机械设计手册[M].北京:化学工业出版社,2010.
Failure analysis and improvement of brake caliper for heavy duty AUTO
Liu Jian, Wang Chun, Wang Jun, Guo Chan
(Shannxi Hande axle Co. Ltd., Shaanxi Xi'an 710200)
Brake caliper is directly exposed to the external environment during use, especially in the bad environment, such as rain, snow, dust, etc., external impurities may enter into caliper inside and cause braking dysfunction. So improving sealing property becomes particularly important on brake caliper. Currently, inspection standard for caliper sealing property is water tightness detection, which has some weaknesses, such as a long inspection cycle, unable to accomplish on-line inspection and have to disassemble part for review. But, using air tightness detection instead of water tightness detection may well solve the problem and further control product qualification ratio.
axle; Brake caliper; clamping
∶U463.51
∶A
∶1671-7988 (2016)09-272-02
刘剑(1986—),男,助理工程师,就职于陕西汉德车桥有限公司,从事质量技术改进。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
煤气与热力(2021年5期)2021-07-22
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02
粘接(2021年1期)2021-06-10
航空发动机(2021年1期)2021-05-22
学苑创造·B版(2019年2期)2019-02-19
科技与创新(2018年20期)2018-10-30
山东工业技术(2016年23期)2016-12-23
科技与创新(2015年16期)2015-08-19
科技资讯(2015年7期)2015-07-02
