
关于汽车气密性提升方法的研究
2016-11-10 07:38徐京莲朱卫兵钟远铭周君晓
汽车实用技术 2016年9期
徐京莲,朱卫兵,钟远铭,周君晓
(上汽通用五菱汽车股份有限公司, 广西 柳州 545007)
关于汽车气密性提升方法的研究
徐京莲,朱卫兵,钟远铭,周君晓
(上汽通用五菱汽车股份有限公司, 广西 柳州 545007)
∶汽车密封性已经成为汽车行业一个非常重视的问题,且车身密封性与汽车NVH性能、汽车空调性能、燃油经济性等密切相关。气体密封性测试可以测量车身各泄露点和泄漏量大小,操作简单。对汽车白车身气密性的设计和过程控制方法进行了研究和调查,并针对白车身和整车气密性提升提出改进和控制方法。
∶气密性;NVH;提升;气流量
10.16638/j.cnki.1671-7988.2016.09.044
CLC NO.: U466Document Code: AArticle ID: 1671-7988 (2016)09-126-03
前言
随着汽车越来越普及和汽车设计制造水平的不断提升,顾客对车辆的NVH、热性能等汽车性能的要求也越来越高,乘客需要一个安静舒适、不受干扰的车内环境。在不同汽车品牌动力经济性、驾驶性能、安全性能相当和差距非常小的时候,汽车密封性也成为汽车对标竞争的重要因素之一,并且车身密封性对于汽车车内噪声的影响很大,好的密封性能够起到隔声和消声作用,对汽车热性能和燃油经济性也会有好的影响,因此提升车身密封性能非常重要。车身密封性涉及的方面非常广,从设计、工装设备、钣金搭接质量、涂胶工艺、零件质量、装配质量等均会影响到车身密封性。因此必须针对各个原因各个解决,才能从根本上提升车身气密性。本文将针对汽车气密性提升从设计和过程控制方面进行详细探讨。
1、汽车气密性的主要影响因素
1.1车身气密性测试分类及测试方法
为了便于分析和测量,汽车车身密封性在实践经验中通常分为白车身气密性和整车气密性两个阶段来进行测试分析。测试时通过气密性测试仪测量车身内部空气压力与车身外部压力的差值,单位为英寸水柱(inWC),测试试验设备显示屏显示的气流量即为泄漏量,气流量单位为立方英寸/每分钟(SCFM)。
1.2白车身气密性
白车身气密性是指通过向密封的白车身内充气来检测白车身密封性能,可以用来评定白车身的涂胶、焊缝、隔断块、密封填料等在搭接区域的密封效果,并能够分析白车身密封的主要泄漏点和泄漏量。
1.2.1白车身气密性差的常见问题
1.2.1.1车身密封胶密封失效。
(1)涂胶位置偏离焊接面导致密封失效;
(2)涂胶量不足未填满焊缝导致密封失效;
(3)焊缝搭接面无密封胶或涂胶长度不足,设计或操作均有可能造成。
1.2.1.2涂装密封胶密封失效。涂胶位置偏离或涂胶量泄露点密封失效。
1.2.1.3隔断块、密封填料密封失效。(1)隔断块型面与钣金空洞不匹配;
(2)隔断块、密封填料发泡后未有效封堵孔洞。
1.2.1.4钣金焊接圆角或多型面不匹配或者设计间隙导致密封效果差。
(1)可能原因为零部件质量或工装拼台造成;(2)R角不匹配导致的拐角处焊缝较大。
1.3整车气密性
整车气密性测试类似于白车身气密性,是在静止状态下关闭全车门窗,然后在整车一个门窗上接上气密性测试仪,分别开启内循环和外循环的测试气体泄漏量。
影响整车气密性的因素主要有白车身气密性,车门车窗配合,胶条型面,空洞密封胶塞堵贴装配,管路密封棉,螺栓门把手等装配后空洞等等。
2、汽车气密性提升的方法和过程控制
2.1白车身气密性提升的方法
前文已经对影响白车身气密性的主要因素做了详述,下面就如何改进提出一些见解。
2.1.1车身密封胶密封效果改进的方法
(1)涂胶位置偏离焊接面导致密封失效。现在国内的汽车厂车身密封胶喷涂一般采用机器人涂胶和人工涂胶两种,机器人涂胶可以通过调整机器人参数,调整涂胶轨迹至合适的位置。人工涂胶因操作不稳定,可以采用设计涂胶导向工具,规范涂胶位置。
(2)涂胶量不足未填满焊缝导致密封失效;当发生焊缝较大,涂胶未填堵焊缝时,可以适当增加涂胶直径,尤其在拐角可能因钣金错边造成焊缝较大的部位,在涂胶工艺设计时就需要考虑适当增加涂胶直径。同时需要调查钣金型面是否合格,工装定位是否正确,确保钣金搭接的稳定性和正确性。
(3)焊缝搭接面无密封胶或涂胶长度不足,因设计或操作均有可能造成。改进方案则要通过气密性设备测试确定相应的泄漏点,然后对涂胶的位置和长度做明确规范,同时配合机器人参数调整或者涂胶导向辅助。
2.1.2隔断块、密封填料密封失效
(1)隔断块型面与钣金空洞不匹配;通过数模设计和实际造车对比来进行相应的设计。
(2)隔断块、密封填料发泡后未有效封堵空洞。发泡材料的发泡倍率一定要适当,并结合车间烘烤温度曲线做详细验证。发泡材料发泡倍率并不是越大越好,过大过小都不好,公司某车型隔断块测试中就发现,发泡倍率过小难以密封空洞,然后将发泡倍率调大,结果又发生了发泡胶应力过大顶歪隔断块骨架造成密封不严的问题。且发泡倍率过大的话会造成发泡材料的透水率较大,密封效果也会变差。
2.1.3钣金焊接面不匹配导致密封效果差
钣金焊接面不匹配要从钣金型面设计、零部件质量、工装拼台准确性、员工标准化操作等几方面进行提升,确保设计合理,质量达标,拼台稳定,员工标准化操作到位。
2.1.4白车身气密性提升的过程控制
白车身气密性质量提升除了需要严谨设计,更重要的离不开过程质量控制。因人机料法环各个环节均有可能产生变异,因此做好全面持续的过程监控必不可少。管理人员需要制定全面详细的质量管控图,工段内的员工互检、班组长抽检、工程师抽检、质量部在不同制造阶段设定质量检验站进行检验。
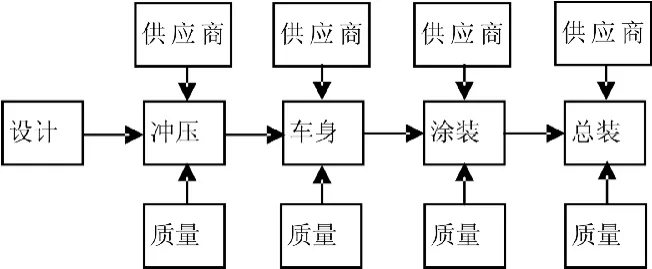
图1 汽车制造过程流程
2.1整车气密性提升的方法
白车身气密性是整车气密性的组成部分,在此不做累述。
(1)门窗泄漏量控制。控制门窗泄漏量需要从门窗配合调整、密封胶条型面、密封胶条装配等方面进行控制。尤其是门窗配合除了需要关注外表面配合,内间隙控制会直接影响胶条密封效果。
(2)各空洞密封堵塞、堵贴装配到位。如因下工序被其他零部件装配覆盖导致质量检验部门检测不了的堵塞,车间内部重点设定互检工序进行确认。
(3)管路密封、通风道等密封到位。空调管、水管等装配时需要确保居中装配,密封泡沫棉、密封胶塞与钣金平整贴合,不褶皱等。同时对于一些隐蔽部位,在气密性测试时需要重点关注。
3、某车型通过设计与制造控制提升气密性的实例
某车型原设计整车气密性目标值为不大于130SCFM。通过从隔断块零件质量改进、车身密封胶和涂装密封胶涂胶优化调整、整车通风相关零件质量改进、装配过程全面质量监控等,最终整车气密性降低至95SCFM。
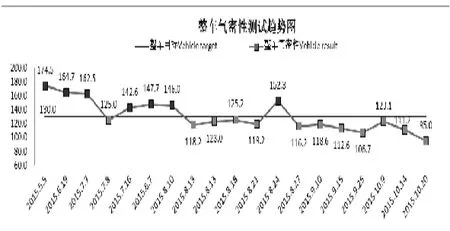
图2 某车型整车气密性改进趋势图
4、结束语
通过实施和验证,在改进过程中也得到一些感想:
(1)文中所提白车身和整车气密性提升改进和控制方法是有效的,能系统的从白车身和整车对汽车密封性提供有效的监测和指导;
(2)希望能够文中的一些实践方法能够推广到其他车型应用;
(3)尽管该改进确实有效,但是白车身气密性测试因所用测试材料较贵,测试准备过程较复杂,需要专业举升机支撑,测试场地要安静且无明显空气对流,对场地要求较高,不便于大批量测试。
[1] 王晓军.汽车车内噪声与车身密封性的关系探讨[J].北京:北京汽车,2011,(02).
[2] 赵松林.噪声的降低与隔离[M].上海:同济大学出版社,1985.
[3] 吴澍平.江铃V3型汽车车身气密性提升方法研究[D].吉林:吉林大学2011.
[4] 彭光正,纪春华,葛楠.气密性检测技术现状及发展趋势[J].机床与液压.2008(11).
Discussion on the improvement of air tightness of automobile body
Xu Jinglian, Zhu Weibing, Zhong Yuanming, Zhou Junxiao
(SAIC GM Wuling Automobile Co., Ltd., Guangxi Liuzhou 545007)
automobile automobile sealing has become a very important issue in the automotive industry, and the car body sealing performance and automotive NVH performance, automotive air conditioning performance, fuel economy and other closely related. Gas sealing test can measure the body of the leak point and the size of the leakage, and the operation is simple. In this paper, the design and process control is discussed, and the improvement and control of the air tightness of the body and the whole vehicle is proposed.
air tightness; NVH; lift; gas flow
∶U466
∶A
∶1671-7988 (2016)09-126-03
徐京莲(1983-),女,中级工程师,硕士研究生,目前从事汽车NVH、关键特性监测工作等。
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
汽车工程师(2021年12期)2022-01-17
煤气与热力(2021年5期)2021-07-22
粘接(2021年1期)2021-06-10
科学与财富(2021年34期)2021-05-10
学苑创造·B版(2019年2期)2019-02-19
科技与创新(2018年20期)2018-10-30
科技与创新(2015年16期)2015-08-19
科技资讯(2015年7期)2015-07-02
中国高新技术企业(2015年16期)2015-04-30
