热处理对贝氏体钢轨和珠光体钢轨铝热焊接头性能的影响
2016-11-08 12:03:48冯子凌崔成林杨艳玲
铁道建筑 2016年10期
冯子凌,崔成林,杨艳玲
(1.中国铁道科学研究院,北京100081;2.中国铁道科学研究院金属及化学研究所,北京100081)
热处理对贝氏体钢轨和珠光体钢轨铝热焊接头性能的影响
冯子凌1,崔成林2,杨艳玲2
(1.中国铁道科学研究院,北京100081;2.中国铁道科学研究院金属及化学研究所,北京100081)
为满足贝氏体钢轨应用的需要,研究了热处理(加热+缓冷)对贝氏体钢轨和珠光体钢轨异种材质铝热焊接头性能的影响。本研究采用贝氏体焊剂进行了焊接试验,对比了铝热焊接头热处理前后,贝氏体焊缝和贝氏体、珠光体母材熔合界面处微观组织以及踏面硬度、静弯强度、抗拉强度和软化区宽度。结果显示:热处理后熔合界面附近的微观组织较好,接头的踏面硬度、抗拉强度提升,静弯强度略微降低,软化区宽度存在不确定性。
钢轨;贝氏体;珠光体;铝热焊;热处理
目前我国铁路上使用的钢轨主要包括880 MPa级的U71Mn、980 MPa级的U75V、1 180~1 280 MPa级的重载铁路用U77MnCr和U78CrV(原PG4)等高强度耐磨钢轨。近年来,随着铁路运量增大和轴重提高,对钢轨性能提出了更高的要求。中国铁道科学研究院与鞍山钢铁集团公司合作,成功研制了无碳化物贝氏体钢轨。北京特冶工贸有限责任公司与包头钢铁(集团)有限责任公司等单位合作,研发了1 300 MPa级贝氏体钢轨[1]。贝氏体钢轨的发展是铁路基础领域的一项重要进步。不同钢轨化学成分如表1所示[2-3]。
贝氏体钢轨的焊接性能直接影响了贝氏体钢轨的应用。珠光体钢轨与贝氏体钢轨焊接时,2种钢轨的化学成分、力学性能差异是焊接的难点。当采用珠光体焊剂焊接时,在珠光体焊缝和贝氏体母材熔合界面附近会出现一个过渡区,该过渡区宽度在1 mm左右。在正常冷却速度下该区域会出现部分高碳马氏体组织,导致焊接冷裂纹。裂纹走向垂直于熔合界面,与焊接接头热影响区中偏析带走向一致。参照文献[4],本文采用贝氏体焊剂进行贝氏体钢轨和珠光体钢轨的焊接,在无法避免异种钢焊接的情况下,可采取一定的缓冷措施,以避免产生高碳马氏体。
1 试验方案
对包钢贝氏体热处理钢轨(U20Mn)和攀钢珠光体热处理钢轨(U78CrV淬火)进行铝热焊试验[5],钢轨型号为75 kg/m,选用ZTK-Ⅰ型国产坩埚、砂型等焊接材料,在焊接后对部分接头进行焊后热处理。焊剂为自行研发的贝氏体焊剂,其成分如表2所示。该种焊剂对贝氏体+贝氏体焊接性能突出,焊接后焊缝可在空冷状态下得到无碳化物贝氏体和粒状贝氏体。
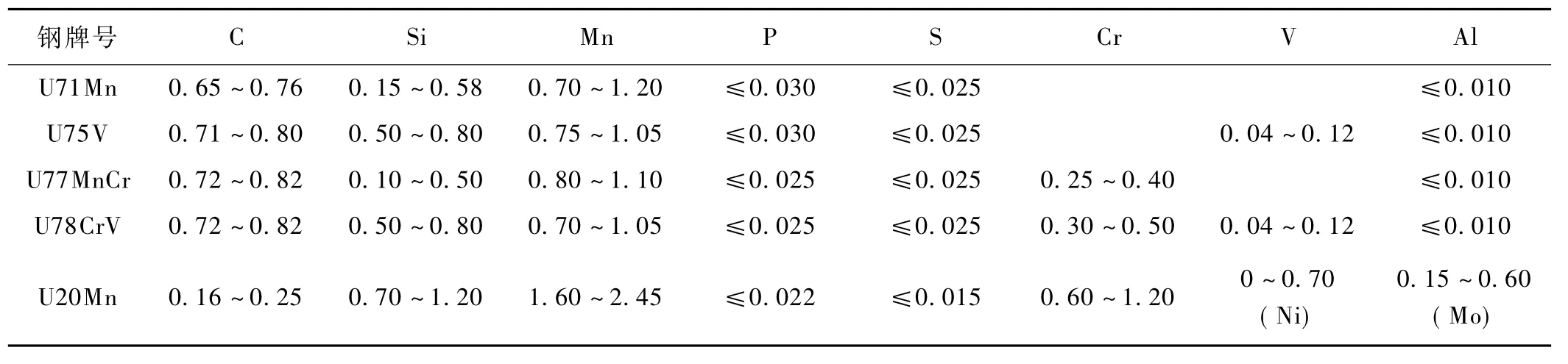
表1 钢牌号及化学成分(熔炼分析)%

表2 贝氏体焊剂成分%
1.1焊接工艺
待焊钢轨间隙为28~30 mm;预热丙烷压力为0.08~0.10 MPa,氧气压力为0.25~0.30 MPa,预热火焰的焰心长度为20~30 mm,预热器高度为48~52 mm,预热时间为5~7 min;铝热钢水浇注后第6.5 min拆模,第8.5 min推瘤。
1.2热处理工艺
分为加热+缓冷2部分。焊头冷却至100℃以下时,在焊接接头外封装特制热处理砂型,利用预热器对接头进行全端面火焰加热,加热宽度为焊头两侧各50 mm,全端面加热至900~1 000℃,加热时间10~15 min。加热火焰采用如下参数:丙烷压力0.08~0.10 MPa,氧气压力0.25~0.30 MPa,焰心长度20~30 mm。随后封箱,缓慢冷却接头。
1.3未热处理接头
未热处理接头在焊接后进行组织分析时,接头编号为1103-1,接头取样长度100 mm;进行力学性能分析时接头编号为1130-1至1130-13,接头长度1.2 m。
1.4热处理接头
热处理接头在焊接后进行组织分析时,接头编号为1103-1R,接头取样长度100 mm;进行力学性能分析时,接头编号为1130-1R至1130-13R,接头长度1.2 m。
2 微观组织对比
试验所采用的贝氏体焊剂基于贝氏体铝热焊研发,组织均匀且一致性好。该种焊剂用于焊接2种不同材质钢轨时,接头两侧熔合界面被认为是薄弱环节,故对熔合界面附近微观组织进行观察,取样位置参照《钢轨焊接第3部分:铝热焊接》(TB/T 1632.3—2014)[6]。
铝热焊接头1103-1未做热处理,其熔合区组织见图1。图1(a)为U78CrV一侧熔合区,图中左侧为U78CrV钢轨母材,熔合界面过渡明显,界面处未发现马氏体组织。图1(b)为U20Mn一侧熔合区,左侧为焊缝,右侧为U20Mn钢轨母材,钢轨母材焊接热循环后在熔合区附近出现针状组织。
铝热焊接头1103-1R在焊接后进行热处理,其熔合区组织见图2。图2(a)为U78CrV一侧熔合区,图中可见U78CrV钢轨母材在热处理后晶粒细化,熔合界面处存在互溶现象。图2(b)为U20Mn一侧熔合区,左侧为焊缝,右侧为U20Mn钢轨母材,热处理后熔合区内有方向性的白色条状和针状组织消失,组织均匀一致。
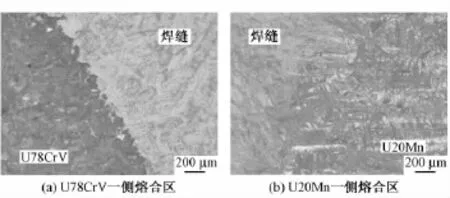
图1 1103-1接头熔合区组织

图2 1103-1R接头熔合区组织
3 力学性能测试对比
针对是否进行热处理2种方案,分别参照TB/T 1632.3—2014中型式检验的要求,开展焊接接头的力学性能对比测试,研究了静弯、踏面硬度、拉伸、软化区4个项目。
3.1静弯测试
热处理前后,分别焊接10个接头进行静弯测试,支距为1 m,未热处理测试接头编号为1130-1至1130-10,热处理后测试接头编号为1130-1R至1130-10R,具体结果如表3所示。结果显示:在未热处理时,铝热焊接头平均静弯值为2 004.44 kN,挠度均>10 mm;在热处理(加热+缓冷)后,铝热焊接头平均静弯值为1 909.22 kN,挠度均>10 mm。
对比2种方案的静弯测试结果,可知使用贝氏体焊剂对2种材质钢轨进行焊接时,不同热处理状态的焊接接头均满足TB/T 1632.3—2014对静弯强度的要求,未热处理情况下接头静弯强度高于热处理后的接头。
通常认为热处理可以提升铝热焊接头的强度[7],但使用贝氏体焊剂焊接的异种材质钢轨经热处理后,静弯强度却出现降低的现象。铝热焊接头静弯断口的断裂起始位置均位于U78CrV一侧的轨底下表面,故观察了2种状态下焊接接头轨底下表面微观组织。热处理前后,珠光体钢轨一侧均出现了不同程度的脱碳现象,但热处理前的脱碳是由于焊接前预热和焊接冷却造成的,热处理后的脱碳则是由于热处理的热循环导致的。图3为轨底下表面热处理前后组织对比,由图可见,未经热处理的接头下表面脱碳层深度和范围明显小于热处理后,热处理后脱碳区域的晶粒细小且呈弥散分布。推测这两点是造成接头热处理后静弯强度降低的原因。
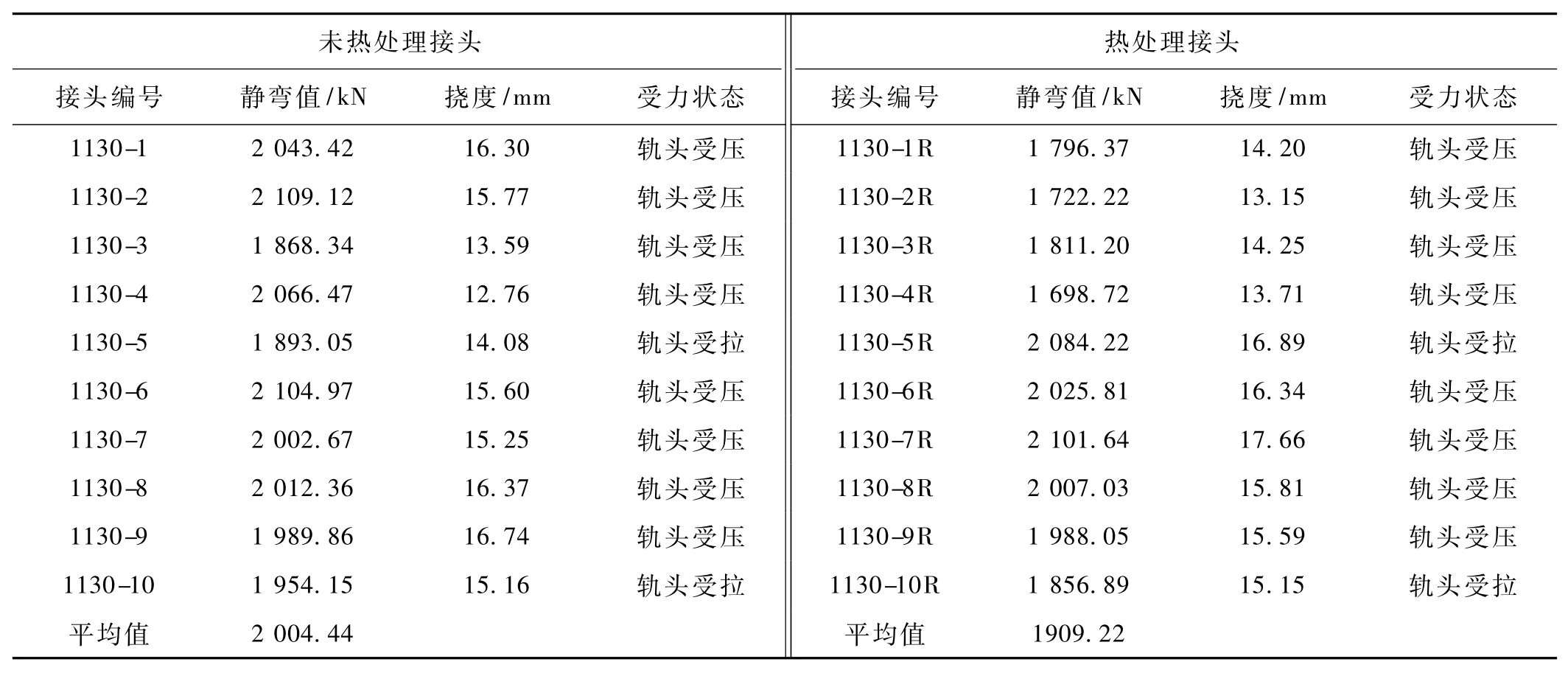
表3 接头热处理前后静弯测试结果
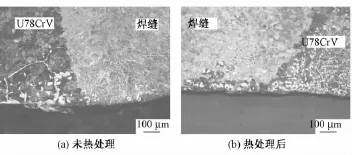
图3 轨底下表面热处理前后组织对比
3.2踏面硬度测试
表4为热处理前后接头踏面硬度测试结果。可知,未热处理的焊接接头踏面平均硬度为304 HB;热处理后的焊接接头踏面平均硬度为312 HB。即对焊接接头进行加热+缓冷后,踏面硬度提升了8 HB。
对焊接接头取样,在500倍光学显微镜下观察后发现:热处理前,焊缝由贝氏体+少量残余奥氏体组成;热处理后,焊缝微观组织中残余奥氏体消除,只有贝氏体组织。可见,该种热处理工艺可以优化焊缝组织,使焊缝仅包含均匀一致的贝氏体组织。组织的均匀一致性提升了焊缝的硬度。

表4 热处理前后接头踏面硬度测试结果(HBW10/3000)
3.3拉伸测试
按TB/T 1632.3—2014要求取样,对比2种方案下焊接接头的抗拉性能,具体取样位置如图4所示。拉伸试样直径d0=10 mm,取样长度l0=5d0。测试结果见表5。结果显示,未热处理接头的1#—9#测试样平均抗拉强度为756.6 MPa,未达到现行标准的要求;热处理后,焊接接头的R1#—R9#测试样抗拉强度明显提升,平均为809.9 MPa,满足现行标准要求。热处理前后抗拉强度的提升与图1的组织变化相符。
3.4软化区宽度测试
对未热处理的1103-13焊接接头和热处理后的1103-13R焊接接头取样,测试软化区宽度。取焊接接头纵向断面,在一条距轨顶面4 mm的纵向线上检测洛氏硬度,从两侧熔合线开始逐渐延伸,测点间距为2 mm,采用HRC标尺。测试结果见图5、图6,其中线1为钢轨母材的平均硬度值线,线2为软化区宽度测量线,线2与线1相差3 HRC。
结果显示:在40 mm宽度范围内,U20Mn一侧热处理前钢轨母材10点平均硬度为41.04 HRC(图5(a)线1),热处理后平均硬度为34.26 HRC(图6(a)线1);U78CrV一侧热处理前钢轨母材10点平均硬度为32.55 HRC(图5(b)线1),热处理后平均硬度为35.29 HRC(图6(b)线1)。在焊接熔合区外20 mm处,热处理使得U20Mn一侧钢轨硬度降低,而使U78CrV一侧钢轨硬度提升;未经热处理的接头,U20Mn一侧未发现硬度明显下降区,硬度过渡平稳,U78CrV一侧距熔合线34 mm处出现硬度降低,至40 mm处仍低于线2;热处理后的接头,在U20Mn一侧软化区宽度为12 mm,U78CrV一侧软化区宽度为6 mm。依据现行标准,在焊缝熔合线外侧测试的20点洛氏硬度,贝氏体软化区宽度测试结果与典型珠光体软化区宽度测量图不一致,软化区测试结果存在不确定性,建议增加测试点数量。
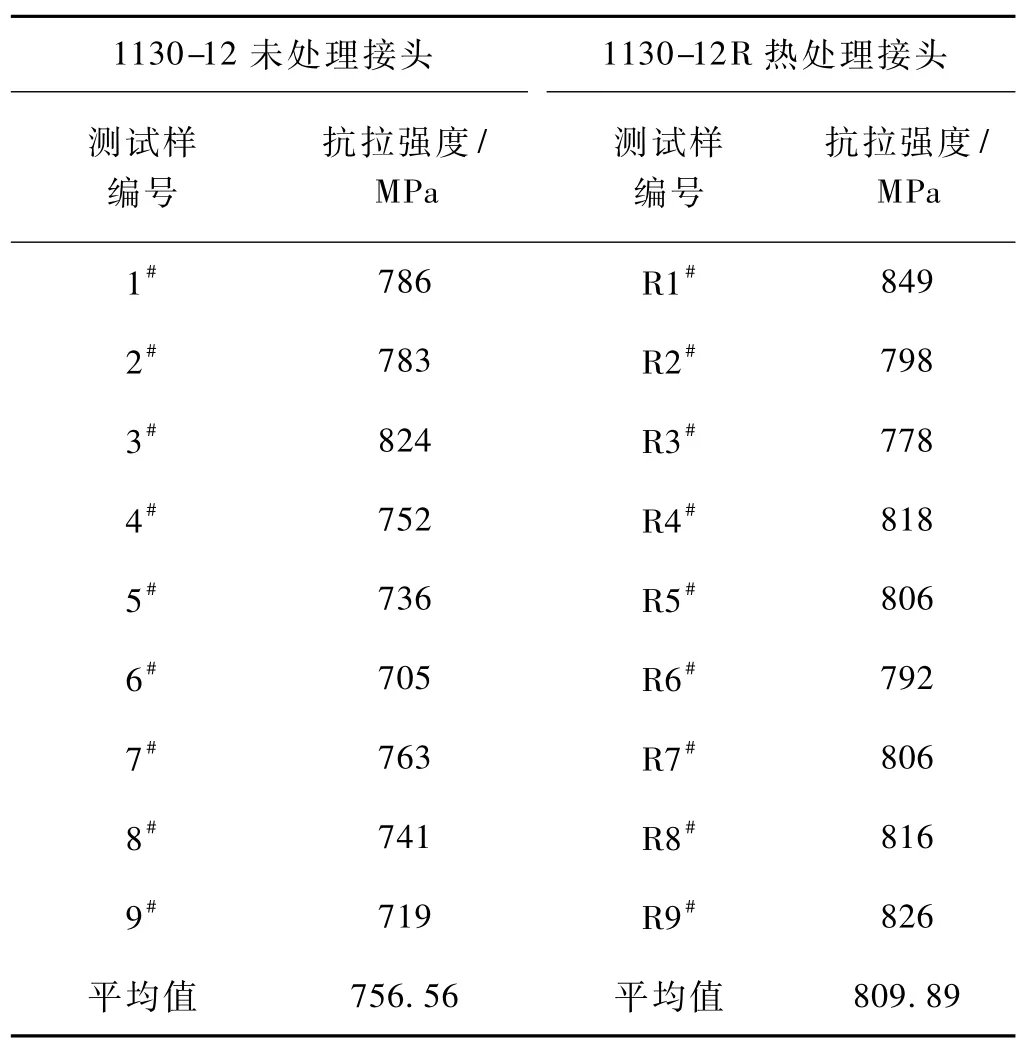
表5 热处理前后抗拉强度测试结果
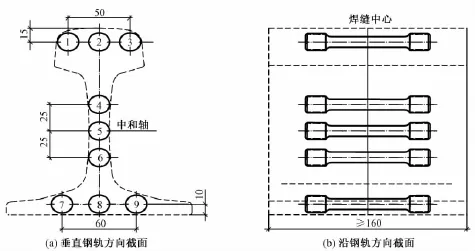
图4 拉伸测试取样位置(单位:mm)
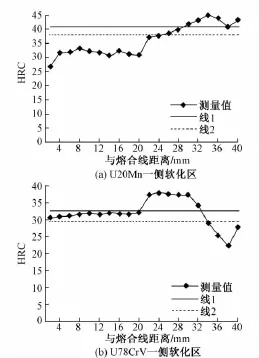
图5 1103-13未处理接头软化区测试
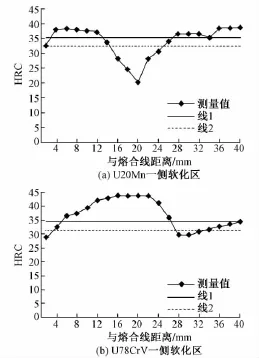
图6 1103-13R热处理接头软化区测试结果
4 小结
使用贝氏体焊剂对贝氏体和珠光体异种材质钢轨铝热焊后,热处理对接头焊接性能有下列影响:
1)热处理可明显改善熔合界面处微观组织,贝氏体钢轨熔合区一侧针状组织消失,珠光体钢轨熔合区一侧晶粒细化明显。
2)由于轨底下表面脱碳状态的变化和熔合界面组织晶粒的细化,热处理后的铝热焊接头静弯强度平均值为1 909.22 kN,低于热处理前的2 004.44 kN。
3)热处理有利于焊缝范围内获得均匀一致的贝氏体组织,可以提升踏面硬度,热处理后接头踏面硬度为312 HB,高于热处理前的304 HB。
4)热处理后接头抗拉强度明显提升,为809.89 MPa,高于热处理前的756.56 MPa,与观察到的贝氏体焊缝和贝氏体、珠光体母材熔合界面处微观组织变化情况相符。
5)热处理会降低贝氏体钢轨一侧硬度,提升珠光体钢轨一侧硬度。热处理后软化区宽度满足TB/T 1632.3—2014要求,未热处理的铝热焊接头软化区测定存在不确定性,建议对贝氏体铝热焊软化区测试时增加硬度测试点数量。
[1]周清跃,张银花,陈朝阳,等.我国铁路钢轨钢的研究及选用[J].中国铁路,2011(11):47-51.
[2]中华人民共和国铁道部.TB/T 2344—201243 kg/m~75 kg/m钢轨订货技术条件[S].北京:中国铁道出版社,2012.
[3]中国铁路总公司.TJ/GW 117—2013U20Mn2SiCrNiMo贝氏体钢轨暂行技术条件[S].北京:中国铁道出版社,2014.
[4]赵国,李力,丁韦.贝氏体钢轨铝热焊接头缺陷原因分析[J].铁道建筑,2014(1):117-120.
[5]李欢,陈春秋.钢轨铝热焊接技术在高速铁路上的应用[J].铁道建筑,2013(3):118-120.
[6]国家铁路局.TB/T 1632.3—2014钢轨焊接第3部分:铝热焊接[S].北京:中国铁道出版社,2015.
[7]宋宏图,王亮明,贾运满,等.正火热处理对高速铁路辙叉铝热焊接头性能的影响[J].材料热处理技术,2012,41(10):172-188.
(责任审编周彥彥)
Influence of Heat Treatment on Performance of Bainite Rail and Pearlite Rail Thermite Welding Joint
FENG Ziling1,CUI Chenglin2,YANG Yanling2
(1.China Academy of Railway Sciences,Beijing 100081,China;2.Metals and Chemistry Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
In order to meet the applications of bainite rail,the influence of heat treatment(heating+slow cooling)on performance of bainite and pearlite heterogeneous material thermite welding joint was studied.T he paper performed welding test based on bainite flux,made the comparison of melting interface microstructure of the bainite weld,the bainite/pearlite base metal and tread hardness,static bending strength,tensile strength and softened zone width before and after heat treatment.T he results show that the microstructure of melting interface is preferred after heat treatment;the performance of tread hardness and tensile strength of the joints is improved;the static bending strength decreases slightly;the softened zone width remains uncertain.
Rail;Bainite;Pearlite;T hermite welding;Heat treatment
U213.3+6;TG451+.1
A
10.3969/j.issn.1003-1995.2016.10.31
1003-1995(2016)10-0116-05
2016-03-23;
2016-06-05
中国铁路总公司科技研究开发计划(2015G004-B)
冯子凌(1990—),男,硕士研究生。
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:02
航空制造技术(2022年5期)2022-07-15 08:01:00
武汉科技大学学报(2019年4期)2019-07-04 06:16:54
河北工业大学学报(2016年6期)2016-04-16 02:54:21
山东冶金(2015年5期)2015-12-10 03:27:46
上海金属(2015年6期)2015-11-29 01:08:59
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32