圆、方坯抛丸机抛头电机变频改造
2016-11-04 20:14陈鸣
科技视界 2016年23期
关键词:探讨
陈鸣
【摘 要】圆、方坯抛丸机是利用抛丸工艺清除圆钢、方钢等件表面氧化皮和钢材因轧制而形成的表面鳞层。抛丸机的4台主抛头电机原来采用接触器星三角启动控制模式,在生产实践过程中接触器以及电机损坏频繁故障率较高,更换电机比较费时费力,导致维修工作量很大增加了维护成本。现改用变频器替代原来的接触器控制模式后,故障率减小,运行效率提高,电耗降低。
【关键词】抛头电机;变频改造;探讨
1 抛丸机简介
1.1 机器用途和主要系统组成
抛丸机是利用抛丸工艺清除圆钢、方钢等件表面氧化皮和钢材因轧制而形成的表面鳞层。圆钢坯经抛丸清理后其全部表面除锈标准达到GB892要求的Sa 2.5 级,表面粗糙度达到的要求Ra25 -50。抛丸机由抛丸主机系统,抛丸室辊道输送系统,加料装置,卸料装置,除尘系统,液压控制系统,气动控制系统和电气控制系统组成。
1.2 工作原理
1.2.1 工件清理顺序
天车卸料→方钢分料和圆钢摊料→步移加料→前辊道输送→抛丸清理→后辊道输送 →步移卸料→推集料→储料→天车吊出。
1.2.2 弹丸循环顺序
弹丸储存→ 流量控制→抛丸清理工作→横螺旋输送→纵螺旋输送→抛丸处理工件→斗式提升机垂直提升→丸渣分离器→储丸斗(再循环)
1.2.3 粉尘处理顺序
抛丸室粉尘→分离器粉尘→蝶阀风量控制 →惯性沉降室→滤筒式除器→板式净化器→排入大气
1.2.4 工艺布置
根据工件特点,采用液压加卸料、V形辊道输送、抛丸除锈、滤筒净化除尘系统、液压控制系统、气动控制系统、全自动电控系统,使圆钢达到自动加料、自动卸料及抛丸清理的要求。
2 抛丸机抛头主电路分析与改进
原厂设计抛头启动控制方式采用星三角形。
分析优缺点:
2.1 星三角起动法适用于正常运行时绕组为三角形联接的电动机,电动机的三相绕组的六个出线端都要引出,并接到转换开关上。起动时,将正常运行时三角形接法的定子绕组改接为星形联接,起动结束后再换为三角形连接。转换延时由PLC内程序设置。一般说来,不需要添置启动设备,有启动开关或交流接触器等控制设备就可以实现。
2.2 在实际生产中,抛丸机的抛头电机由于频繁启停,接触器动作频繁,主触点容易拉弧损坏,需要经常更换。而且由于一些机械故障的原因经常导致电机堵转过载等情况,电机电流突然增大电机绝缘容易损坏,经常出现电机绝缘烧毁故障。使用的电机额定功率37kW、额定频率50Hz、额定转速2950r/min,由于弹丸抛射出来的力和加速度受电机的转速控制,电机一直在额定转速下高速运行导致抛丸器的内部耐磨件磨损较快,需经常更换无形之中也加大了维修成本。
3 变频器改造方案
3.1 变频器原理
变频器(Variable-frequency Drive,VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。变频器主要采用交—直—交方式(VVVF变频或矢量控制变频),先把工频交流电源通过整流器转换成直流电源,然后再将直流电源转换成频率、电压均可控制的交流电源以供给电动机。变频器主要由整流(交流变直流)、滤波、再次整流(直流变交流)、制动单元、驱动单元、检测单元微处理单元等组成的。
3.2 变频器通讯控制的特点
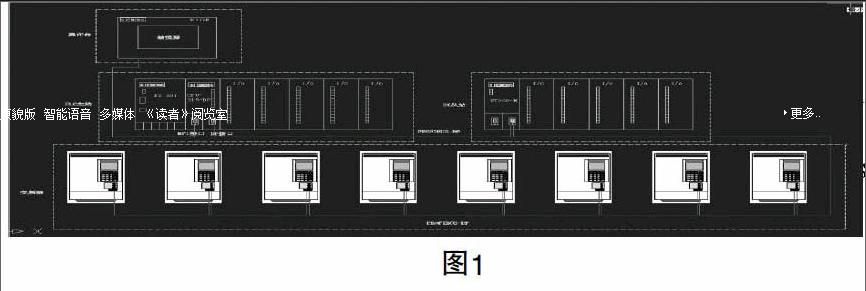
控制回路采用变频器与PLC通过PROFIBUS-DP网络进行通讯控制,此种控制具有故障率低、抗干扰性好、可靠性高、运行稳定等优点;PROFIBUS-DP总线控制, 还可节省大量的控制电缆及安装费用, 安装简单,维护方便。系统硬件配置如图1。
3.3 具体改造步骤
3.3.1 在主电路中将原有的接触器拆除;
3.3.2 安装交流输入电抗器(其作用改善变频器输入功率因素、减少输入电流谐波、消除电源相间电压不平衡引起的电流不平衡、抑制电源浪涌);
3.3.3 安装变频器(输入侧与输出侧接线不能接反);
3.3.4 安装交流输出电抗器(其作用减少变频器输出谐波、抑制变频器产生的无线电干扰、减少输出侧的共模干扰和电机轴承电流);
3.3.5 连接profibus-DP通讯模块。
4 原设计抛头电流
原来的抛头电流是通过电器柜内电流互感器与操作台上的电流表连接显示,互感器型号:42L6 150/5,电流表型号:BH0.66 150/5,但在实际作业中由于电气柜与现场操作台有一定距离,电流表上显示的电流与实际值相比存在一定误差,数值不准确,给操作人员查看电流以及添加抛丸弹丸带来不便。
现通过触摸屏与PLC通讯直接将相应的参数显示在触摸屏上。能准确显示抛丸电流。解决了接触器控制的电流显示误差问题。相应的增加了电机电流过高报警画面进行提示,保证了设备的稳定运行。
5 改用变频器后的好处
5.1 抛丸机抛头变频器采用V/F模式,控制方式灵活多变。启动转矩大,启动平缓,在改变电压的同时也改变频率,实现无极调速,所以对电网几乎没什么影响。另外,变频器自带各种保护:短路、缺相、过流、过载、欠流、过压、欠压、超频、特低频(此时电流很大)等等,而且变频器自己实时显示相关的电参量,做到实时监视。
5.2 在实际操作中,变频器可根据丸闸开启程度的弹丸量和现场钢坯材质和抛丸要求情况调整电机频率,确保设备完好的情况下也能满足生产要求。现生产现场变频器频率控制在35Hz-40Hz之间,达到了一定的节能效果。
5.3 变频改造后设备运行故障率很低、提高了系统运行的稳定性、延长了抛头耐磨件的使用周期、降低了备件成本和维修工的工作量。
5.4 变频器、触摸屏、PLC通过PROFIBUS-DP网络传输数据可以在本地或远程进行控制、监测和参数设定。
6 结语
随着工业的发展,变频器在工厂设备中的应用越来越广泛,变频调速以其优异的调速和起制动性能,高效率、高功率因数和节电效果,广泛的适用范围及其它许多优点而被国内外公认为最有发展前途的调速方式。变频调速能从简单的手动控制到基于RS-485网络的多机控制,与计算机和PLC联网组成复杂的控制系统。这一技术正越来越广泛的深入到行业中。它的节能、省力、易于构成自控系统的显著优势应用变频调速技术也是改造挖潜、增加效益的一条有效途径。采用变频调速装置将使企业获得巨大的经济利益。
【参考文献】
[1]廖常初.S7-300/400 PLC[M].北京:机械工业出版社,2008.
[2]杨公源.常用变频器应用实例[M].北京:电子工业出版社,2006.
[3]西门子MICROMASTER 440通用型变频器0.12kW-250kW使用大全[S].版本12/03.
[责任编辑:田吉捷]