
不同装夹方式下航空整体结构件的模态研究
2016-11-03 09:17:44姜汇洋
中国高新技术企业 2016年26期
姜汇洋
摘要:航空整体结构件因具有质量小、效率和性能可靠的特点被广泛应用于航空航天领域,同时整体结构件通常为薄壁结构,因其尺寸较大,内部结构形式复杂而导致加工周期较长,又因其薄壁结构易产生加工变形而导致加工精度难以达到技术要求。文章分析了影响整体结构件变形的主要因素,对不同装夹方式下航空整体结构件的模态进行了研究。
关键词:航空整体结构件;固有频率;最大相对位移;装夹方式;航空航天 文献标识码:A
中图分类号:TG333 文章编号:1009-2374(2016)26-0017-02 DOI:10.13535/j.cnki.11-4406/n.2016.26.009
1 航空整体结构件的制造技术研究
1.1 航空整体结构件的数控加工技术研究
航空整体结构件的加工存在着很多难以控制的因素,例如加工变形、加工周期长等,这是由于结构复杂、尺寸较大、壁薄等原因引起的。为了避免以上原因,在高速加工的切削过程中,将产生的多数热量通过切削带走,因为小的切削力可以降低薄壁的机械变形,这一技术广泛使用在整体结构件的加工中。航空整体结构件的高速加工对以下三方面提出的要求:
1.1.1 刀具材料。高速切削刀具材料要达到在高温过程中的力学、抗粘结、化学稳定性(包括氧化性、扩散性、溶解度等)、热物理及抗热震等一系列性能需求。
1.1.2 走刀与工艺。加工时,通过顺铣方式加工,达到减少产生的热量,同时减小径向力。整体结构件加工方式为分层切削,小轴向、大径向切深。而薄壁结构件的腹板加工则是最后一刀采用大的轴向切深,达到提升加工系统刚度的同时,减小腹板变形。
1.1.3 装夹方式。由于结构件主要是表面有多个槽腔和孔结合而成的双面结构件,不易装夹,因此提出保证翻面加工过程中便于定位、支撑以及较薄结构件方便辅助支撑、在加工外轮廓过程中可以持续切削等一系列要求。
1.2 航空整体结构件加工质量分析
加工精度和表面质量是航空整体结构件的加工质量主要指标,其中结构件的变形是影响加工精度的主要原因。导致整体结构件加工变形的主要原因如下:
1.2.1 结构件特性的影响。航空整体结构件材质上通常以航空铝合金为主,结构上多采用薄壁结构,因此在加工过程中不可避免地会产生一定程度上的回弹。
1.2.2 毛坯初始残余应力的影响。机加工使毛坯尺寸甚至外观产生较大变化,破坏了原本初始残余应力平衡。结构件需要重新平衡内部应力,从而导致了结构件的变形。
1.2.3 切削力的影响。切削时刀具与结构件接触,切削力会导致结构件回弹变形,当切削力超过材料的弹性极限时就会导致结构件的塑性形变。同时切削加工时会产生局部高温,若没有足够的冷却会导致结构件因长时间处于不均匀温度场而加剧其形变。
1.2.4 装夹因素的影响。在加工过程中切削机械应力、切削热应力以及装夹应力的耦合,引起结构件内应力的重新分布,引发了结构件的变形。
1.2.5 走刀路线和工步顺序的影响。不合理的走刀路线以及工步顺序会导致结构件因应力释放顺序错乱而导致薄壁件不同程度的变形。
2 航空整体结构件的动力学模型
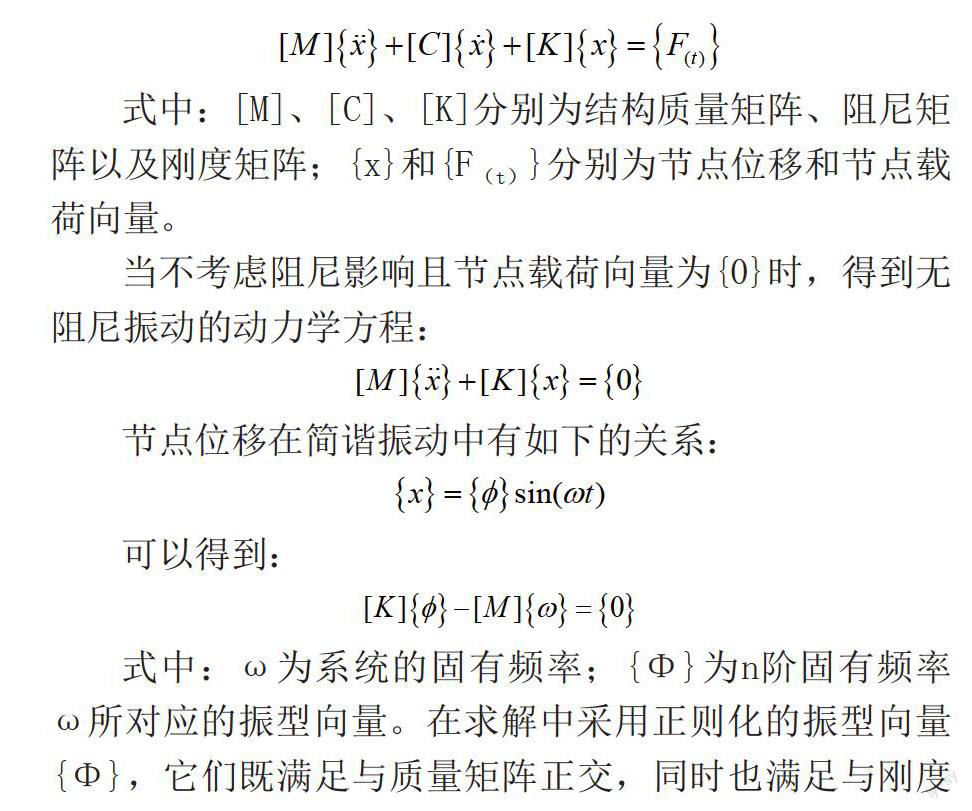
航空领域为控制整体的质量其整体结构件多以薄壁件为主,在机加工的过程中容易产生振动,当加工刀具等产生的激振源频率与系统的固有频率相同时,就会导致共振的发生,进而影响了结构件的加工精度。相对于薄壁的结构件,机床工作台及夹具可以视为刚体。采用有限元方法建立航空框类整体结构件动力学模型时,首先将工件离散成有限个单元,然后再在根据各节点的位移协调条件和平衡条件建立整体刚度方程:
式中:[M]、[C]、[K]分别为结构质量矩阵、阻尼矩阵以及刚度矩阵;{x}和{F(t)}分别为节点位移和节点载荷向量。
当不考虑阻尼影响且节点载荷向量为{0}时,得到无阻尼振动的动力学方程:
3 航空整体结构件在不同装夹方式下的模态分析
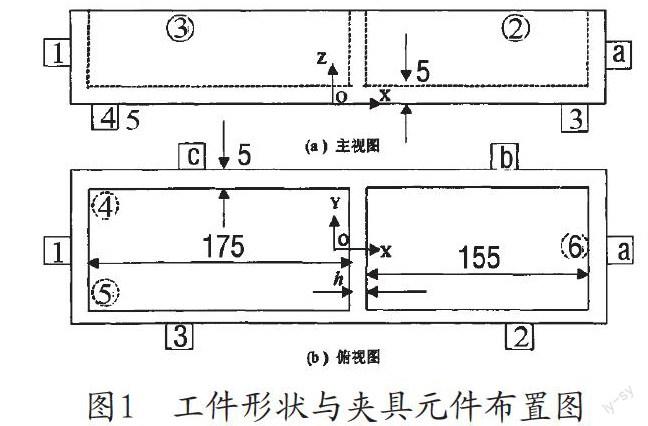
为分析装夹因素对结构件的影响,本文选取较为常见的结构件来分析装夹对其的影响。工件毛坯形状为335×98×63的长方体,侧壁厚及底板厚为5。材质为航空结构件中常见的航空铝合金7050-T7451,其弹性模量为71GPa,泊松比为0.334。形状及夹具元件布置图如图1所示。为方便建模及计算,夹头设为R=8、H=10的圆柱体,夹具元件位置用夹头与工件接触区域中心表示。夹头材料为AISI 1144淬硬钢,弹性模量为207GPa,泊松比为0.292。夹具元件限制了X、Y、Z三个移动方向的自由度以及X、Y、Z三轴的转动自由度。夹具元件对工件的约束通过定义接触对实现,夹具元件与工件之间的摩擦系数为0.4。工件采用8节点3维实体单元C3D8I。
图中1、2、3、4、5、6为定位元件;a、b、c为夹紧元件。布置图中各元件的坐标1(-177.5,0,33);2(105.5,-59,47);3(-81.5,-59,47);4(
-157.5,39,-10);5(-157.5,-39,-10);6(157.5,0,-10);a(177.5,0,33);b(99.5,59,47);c(-79.5,59,47)。
ABAQUS是一款经典的有限元软件,其中Frequency模块是最为常见的模态分析工具,本文利用该软件模块对该结构件进行固有频率以及最大相对位移的分析。固有频率的结果如图2所示:
通过对图2的分析可以得出:该长方体结构件是以Y轴方向振动为主的正弦型振型。Y轴方向振动是以Y轴方向为主是由于该结构件在Y轴方向的刚度薄弱。而侧壁上边缘振动幅度大,则说明侧壁上边缘刚度薄弱。薄壁结构件加工中为避免产生共振,通常要合理地选配刀具和切削用量。
通过上述分析在后续方案中采用了在原有装夹方式的基础上,增加工件侧壁上顶面压板方式来增强Y轴方向以及边缘的刚度。该方案的夹具元件布置图见图3。上定压板尺寸的为长10×5×5。
由图4(a)可得出:方案二的刚度要大于方案一,具体表现为方案二各阶的固有频率均要大于对应的方案一中的固有频率。由图4(b)可得出,方案二的主振型的幅值要低于方案一,具体体现为方案二各阶的最大相对位移均要小于方案一所对应的最大相对位移。
4 结语
本文首先分析了航空整体构件加工的特点以及影响加工精度的因素,随后建立了结构件的动态模型,通过一长方体的典型构件,利用有限元软件进行了模态分析得出了其在不同装夹方式下的固有频率及振型,计算结果表明,侧壁上增加顶面压板的装夹布局更有利于长方体构件的加工。
参考文献
[1] 赵威,何宁,武凯.航空薄壁件的刀具偏摆数控补偿加工技术[J].机械制造与自动化,2002,(5).
[2] 孙杰.航空整体结构件数控加工变形校正理论和方法研究[D].浙江大学,2004.
[3] 刁成顺,王印凯.Fr8大型薄壁环形件的加工[J].航空制造工程,1996,(6).
(责任编辑:黄银芳)
猜你喜欢
航空世界(2022年10期)2022-12-08 03:02:30
军工文化(2022年7期)2022-08-24 11:07:08
化工机械(2022年1期)2022-03-21 11:09:56
大电机技术(2021年2期)2021-07-21 07:28:38
当代陕西(2018年24期)2019-01-21 01:24:26
百科探秘·航空航天(2015年11期)2015-11-07 07:05:36
百科探秘·航空航天(2015年1期)2015-11-07 07:04:02
现代机械(2015年1期)2015-01-15 03:07:54
中国神经再生研究(英文版)(2014年23期)2014-06-01 09:08:50
客车技术与研究(2014年3期)2014-03-20 14:34:54
