
选择性激光熔化镍基高温合金的成形工艺
2016-11-03 07:38刘邦涛张爱平
黑龙江科技大学学报 2016年2期
刘邦涛, 田 操, 张爱平
(1.哈尔滨福沃德多维智能装备有限公司, 哈尔滨 150022;2.航天海鹰(哈尔滨)钛业有限公司, 哈尔滨 150028; 3.空军军械通用装备军事代表局, 北京 100070)
选择性激光熔化镍基高温合金的成形工艺
刘邦涛1,田操2,张爱平3
(1.哈尔滨福沃德多维智能装备有限公司, 哈尔滨 150022;2.航天海鹰(哈尔滨)钛业有限公司, 哈尔滨 150028; 3.空军军械通用装备军事代表局, 北京 100070)
为探讨激光扫描速度、铺粉层厚度及激光功率对镍基高温合金选择性激光熔化成形的影响,采用FORWEDO LM120型选择性激光熔化成形设备在不同工艺参数下制备IN718试样,通过光学和扫描电子显微镜观测分析试样的成形质量及成形效率。结果表明:随着激光扫描速度的逐渐增大,熔化成形产生的熔池宽度和深度随之减小;激光功率和激光扫描速度的协同作用决定了成形质量;确定铺粉厚度,匹配工艺参数,在保证成形质量的前提下,提高了成形效率。该研究为选择性激光熔化成形生产奠定了理论基础。
选择性激光熔化; 镍基高温合金; 工艺参数; 成形质量; 成形效率
0 引 言
镍基高温合金IN718是一种沉积硬化型镍铬合金,其机械性能优异,在-253~650 ℃极低温和高温条件下仍具有良好的抗疲劳强度、高温蠕变强度、抗腐蚀和抗氧化性能,广泛应用于航空航天、武器装备、石油化工等领域[1-2]。也因其卓越的材料机械性能,IN718零部件的加工十分困难,不仅工件的加工难度大,加工周期长,生产效率低,且材料浪费严重,制造成本较高[3-4]。
选择性激光熔化(Selective Laser Melting,SLM)是一种基于分层叠加制造原理的金属成形加工方法,是典型的增材制造[5-8]。SLM成形技术的特点是通过高能量激光光束将金属粉末逐层熔化成形零件,无需装夹具,不受零件复杂程度影响,尤其适用于成形困难的复杂金属零部件,不仅缩短了加工周期、提高了生产效率,也有效避免了贵重合金的材料浪费[9-13]。由于成形方式有着本质上的区别,增材制造不同于传统意义上的减材制造,也因此解放了设计思想、丰富了机械设计理念。在保证零件良好性能的基础上提高成形效率是SLM技术应用的主要方向之一[14-19]。为此,笔者研究激光扫描速度、激光功率及铺粉层厚的选择对成形零件成形质量与成形效率的影响,并探讨成形规律,以期为高效成形镍基高温合金IN718复杂零部件提供理论依据。
1 实验材料与设备
实验材料采用美国CARPENTER公司生产制造的气雾化IN718粉末,组织形态如图1所示。IN718为粒径10~38 μm的球状粉末,具有良好的流动性。其化学成分如表1所示,能够在很大温度范围内保持优越的机械性能。成形前对粉末进行真空干燥处理,去除水汽等可挥发杂质,保证其成形质量。成形基板材料选择熔点和热膨胀系数与IN718相近的45号钢,安装前用无水乙醇进行清洗,去除基板表面残留油污,安装后调平基板并预铺成形金属粉末。
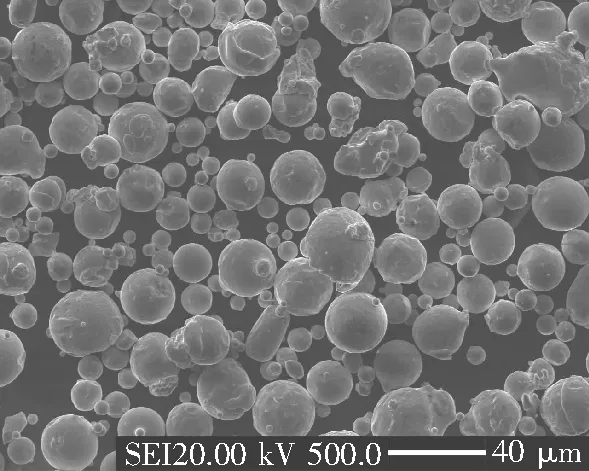
图1 IN718 粉末颗粒
实验研究采用哈尔滨福沃德多维智能装备有限公司生产制造的FORWARD LM120型金属粉末熔化成形设备。设备装备一台IPG YLR-500连续波光纤激光器,激光波长1.06~1.10 μm,光斑直径70 μm左右,最大输出功率500 W。工控机内置自动切片、自动支撑及成形工艺软件,可完成各种需求的零部件加工。还包括一套铺粉式自动送粉装置、加热系统、全密闭高纯氩气气氛保护及循环系统。
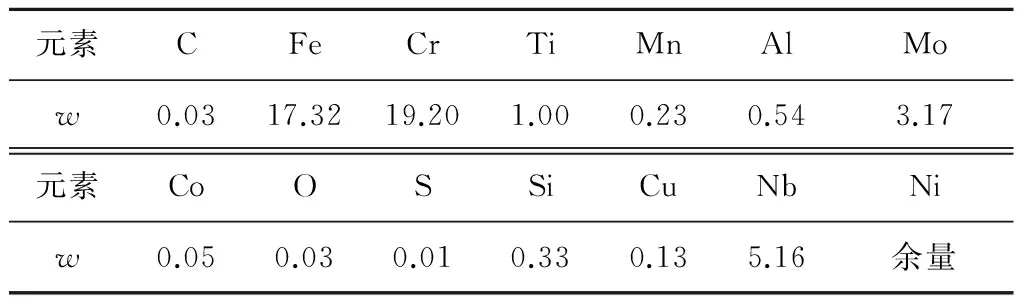
表1 IN718化学成分
2 实验过程
选择性激光熔化成形技术基于分层叠加制造原理,通过专业处理软件实现对三维实体数模的z轴方向切片处理,每一层切片所包含的几何信息即为当前层激光扫描的截面,激光光束通过二维振镜,根据程序设定的扫描路径完成对当前截面的扫描,因此, 激光扫描速度对零件的成形质量和成形效率有着重要影响。确定激光功率为150 W不变,激光扫描间距为0.06 mm,单层IN718粉末厚度0.03 mm,在激光扫描速度分别为800、1 200、1 600和2 000 mm/s时,分别对成形基板和单层IN718粉末进行单道扫描实验。
镍基高温合金IN718的熔化温度为1 260~1 320 ℃,为保证成形粉末完全熔化且具有良好的成形质量,激光的能量输入值应保持在一定范围内,激光能量输入可用激光能量密度表示:
η=P/v,
式中:η——激光能量密度,J/m;
P——激光功率,W;
v——激光扫描速率,mm/s。
因此,采用较高的激光扫描速度,匹配较高的激光功率,保证成形质量的同时,缩短制件的成形时间,提高产品成形效率。依据上述分析,实验采用表2中工艺参数进行单层多道成形实验。
零件成形时间除了与激光扫描速度有关,还与铺粉厚度有关,由于成形零件的加工尺寸固定,零件成形时间与铺粉厚度成反比。当铺粉厚度过低时,由于粉末量较少,使得激光熔化金属粉末过程中熔池铺展面积小且不均匀,使成形表面产生空隙等缺陷。当铺粉厚度过大时,激光能量不能使粉末全部熔化,不能达到充分的冶金结合,成形质量较差。铺粉厚度越大,成形零件的切片数就越少,即成形截面的数量减少,故很大程度地缩短了加工时间,提高了成形效率。综合考量成形质量与成形效率最终确定铺粉层厚为0.03 mm。
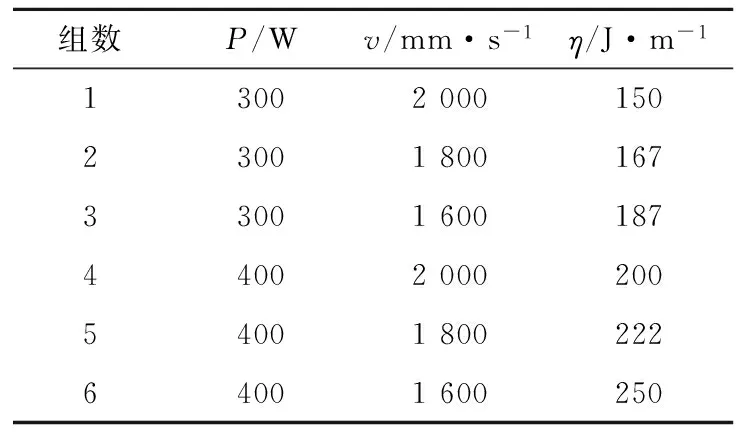
表2 单层多道成形实验工艺参数
实验采用分组变向的激光扫描方式,如图2所示。相邻两层之间的扫描线相互垂直,即第n+1层扫描线与第n层垂直,采用这种方式可有效增加层与层间的牢固性,也可成形规则且表面清晰的熔化道形貌。设置激光扫描间距为0.06 mm,铺粉厚度0.03 mm,试样尺寸为13 mm×13 mm×10 mm。成形试样如图3所示。

图2 分组变向扫描方式

图3 实验块体
利用线切割将试样按照成形生长方向进行垂直方向地截取,试样打磨、抛光经腐蚀后通过Quanta 200场发射扫描电子显微镜(SEM)进行组织观测。腐蚀剂采用H2O(20 mL)+HCl(20 mL)+HNO3(5 mL)+ H2O2(10 mL),腐蚀时间10 s。
3 结果与讨论
3.1激光扫描速度的影响
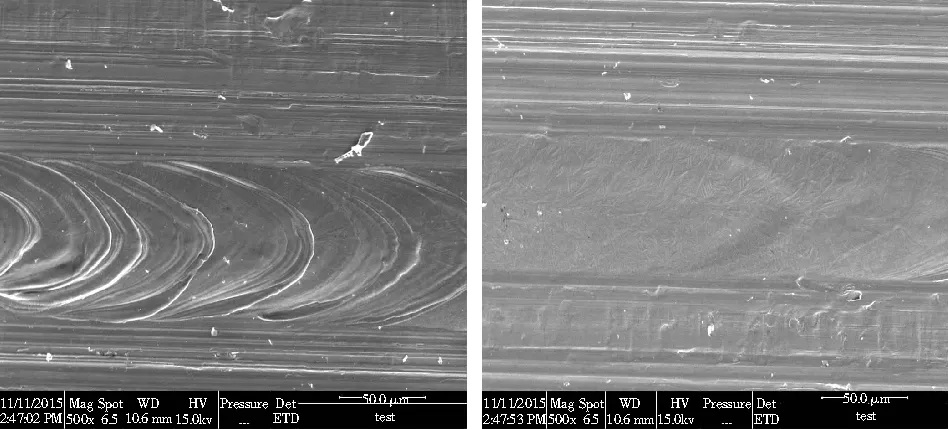
激光功率不变,不同激光扫描速度下,基板材料和单层成形粉末单道激光成形的表面形貌如图4和图5所示。
由图4可知,激光辐射基板材料形成熔池,随后极速冷却形成单道扫描线,单道扫描线宽取决于熔池大小。激光功率大小不变,随着激光扫描速度的逐渐增大,单道扫描线宽逐渐减小。这是因为随着激光扫描速度的增大,激光作用于基板材料的时间减少,单位时间里基板吸收的激光能量减少,熔池变小,单道扫描线宽度随之减小。

a 150 W,800 mm/s b 150 W,1 200 mm/s
c 150 W,1 600 mm/s d 150 W,2 000 mm/s
由图5可知,IN718粉末单道成形扫描线宽度变化规律与基板的基本相同,即随着激光扫描速度的逐渐增大,单道扫描线宽逐渐减小。同时,成形表面鱼鳞纹减少,表面有微小波动,但趋于平整。因此,激光功率不变的情况下,适当调整激光扫描速度,在保证成形质量的同时,可以有效提高生产效率。
a 150 W,800 mm/s b 150 W,1 200 mm/s

c 150 W,1 600 mm/s d 150 W,2 000 mm/s
3.2激光能量密度的影响
图6所示为IN718镍基高温合金单层多道成形实验六组工艺参数下的光学显微照片。

a η=150 J/m b η=167 J/m
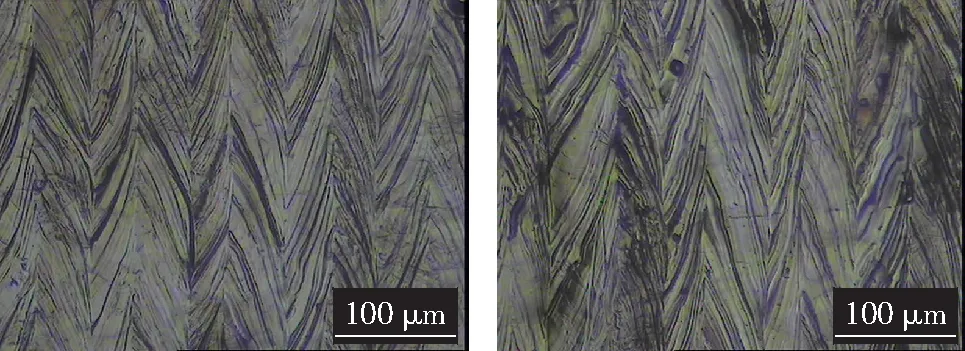
c η=187 J/m d η=200 J/m
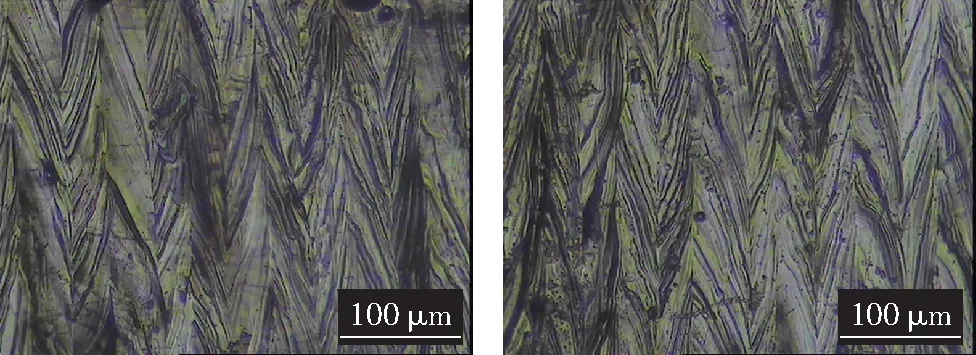
e η=222 J/m f η=250 J/m
由图6可以看出,随着激光能量密度的改变,扫描截面的成形质量也发生了较为明显的变化。当激光能量密度η为150、167 J/m时,表面成形质量并不十分理想,连续程度略低,由于激光能量偏小,导致粉末中少部分未熔化粉末成为扫描成形层表面的夹杂物,使得液相和机体之间润湿性有所降低,因此表面质量相对偏低。当激光能量密度η为250 J/m时,扫描成形层的表面粗糙度相对有所增加,表面出现过烧现象,扫描成形层表面颜色和光泽度下降,氧化加剧,说明激光能量密度过大不仅是能量的浪费,同时对成形质量产生较为严重的负面影响。η为187、200 J/m的扫描成形层表面质量比其他四组参数的偏好,表面光泽度和平整度都相对良好。
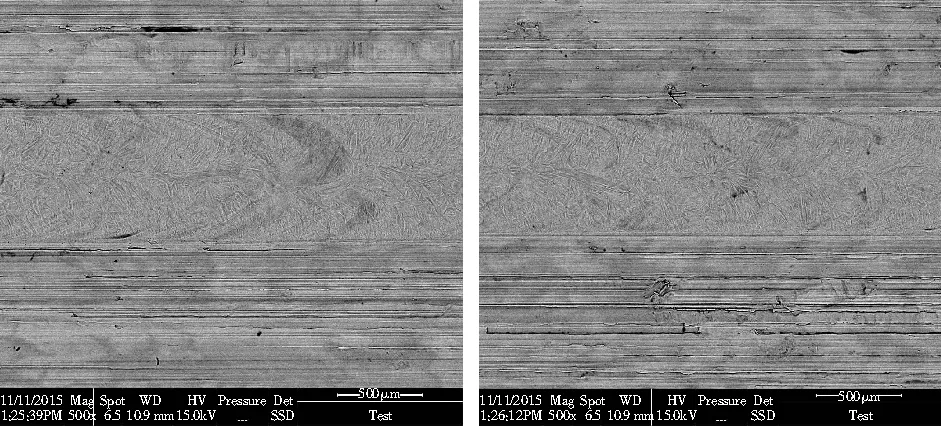
3.3微观组织形貌
图7为IN718不同激光工艺参数SLM成形试样的纵截面组织形貌。文中上述观点得到进一步论证。由图7可见,随着扫描速度的减小,熔池的深度也逐渐增大,这是由于当激光功率大小不变的情况下,随着激光扫描速度的减小,能量作用在单位面积成形粉末上的时间延长,成形粉末吸收激光辐射的能量增多,使得熔池的深度增大。当把激光功率提高到较高的350 W时,成形速度小幅度变化过程中,成形致密度与成形质量没有较大变化,都可满足成形要求。
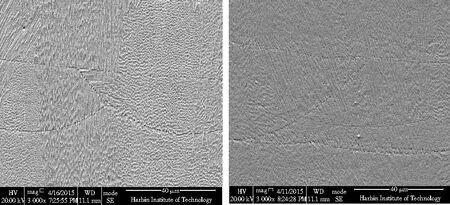
a 350 W,2 200 mm/s b 350 W,2 000 mm/s

c 350 W,1 800 mm/s d 350 W,1 600 mm/s
4 结 论
(1)激光功率不变,适当调整激光扫描速度,在保证成形质量的同时,可有效提高生产效率。
(2)激光扫描速度要与激光功率相互匹配,随着激光能量密度的改变,扫描截面的成形质量也发生较为明显的变化。能量密度为187、200 J/m的扫描成形层表面质量相对较好。
(3)实验结果表明,SLM的最佳工艺参数为激光功率350 W、扫描速度2 200 mm/s和铺粉厚度0.03 mm。
[1]王会阳, 安云岐, 李承宇, 等. 镍基高温合金材料的研究进展[J]. 材料导报, 2011, 25(S2): 482-486.
[2]SONG B, DONG S, CODDET P, et al. Fabrication of NiCr alloy parts by selective laser melting: columnar microstructure and anisotropic mechanical behavior[J]. Materials & Design, 2014, 53: 1-7.[3]WANG F. Mechanical property study on rapid additive layer manufacture Hastelloy X alloy by selective laser melting technology[J]. The International Journal of Advanced Manufacturing Technology, 2012, 58(5-8): 545-551.
[4]齐欢. Inconel 718(GH4169)高温合金的发展与工艺[J]. 材料工程, 2012(8): 92-100.
[5]宋长辉, 杨永强, 叶梓恒, 等. 基于选区激光熔化快速成型的自由设计与制造进展[J]. 激光与光电子学进展, 2013, 50(8): 229-234.
[6]杨永强, 王迪, 吴伟辉. 金属零件选区激光熔化直接成型技术研究进展[J]. 中国激光, 2011, 38(6): 54-64.
[7]李瑞迪, 魏青松, 刘锦辉, 等. 选择性激光熔化成形关键基础问题的研究进展[J]. 航空制造技术, 2012(5): 26-31.
[8]张冬云, 王瑞泽, 赵建哲, 等. 激光直接制造金属零件技术的最新进展[J]. 中国激光, 2010, 37(1): 18-25.
[9]ZHANG C Y, REN Y P, CHEN X S. The development situation of selective laser melting metal powder based on 3D pring[J]. Applied Mechanics and Materials, 2014, 518(12): 12-18.
[10]ZHANG D Q, CAI Q Z, LIU J H, et al. Select laser melting of W-Ni-Fe powders: simulation and experimental study[J]. The International Journal of Advanced Manufacturing Technology, 2010, 51(5): 649-658.
[11]张亚玮, 张述泉, 王华明. 激光熔化沉积定向快速凝固高温合金组织及性能[J]. 稀有金属材料与工程, 2008, 37(1): 169-172.
[12]YADROITSEV I, THIVILLON I, BERTRAND P, et al. Strategy of manufacturing components with designed internal structure by selective laser melting of metallic powder[J]. Applied Surface Science, 2007, 254(4): 980-983.
[13]YADROITSEV I, BERTRAND P, SMUROV I. Parametric analysis of the selective laser melting process[J]. Applied Surface Science, 2007, 253(19): 8064-8069.
[14]KANAGARAJAH P, BRENNE F, NIENDORF T, et al. Inconel 939 processed by selective laser melting: Effect of microstructure and temperature on the mechanical properties under static and cyclic loading[J]. Materials Science and Engineering: A, 2013, 588(5): 188-195.
[15]陈光霞. SLM激光快速成型金属零件的组织及力学性能分析[J]. 机械, 2010, 37(5): 63-66.
[16]刘锦辉, 刘邦涛, 魏青松, 等. 大功率激光熔化镍基高温合金成形实验研究[J]. 黑龙江科技学院学报, 2014, 24(4): 422-425.
[17]刘奋成, 林鑫, 杨高林, 等. 不同气氛激光立体成形镍基高温合金Inconel 718的显微组织和力学性能[J]. 金属学报, 2010, 46(9): 1047-1054.
[18]VILARO T, COLIN C, BARTOUT J D, et al. Microstructural and mechanical approaches of the selective laser melting process applied to a nickel-base superalloy[J]. Materials Science and Engineering: A, 2012, 534(1): 446-451.
[19]LIU F, LIN X, YANG G, et al. Recrystallization and its influence on microstructures and mechanical properties of laser solid formed nickel base superalloy Inconel 718[J]. Rare Metals, 2010, 30(1): 433-438.
(编辑王冬)
Forming process of selective laser melting of nickel-based superalloy
LIUBangtao1,TIANCao2,ZHANGAiping3
(1.Harbin FORWEDO Multi-dimensional Intelligent Equipment Co.Ltd., Harbin 150022, China;2.Aerospace Hiwing(Harbin) Titanium Industry Co.Ltd., Harbin 150028, China;3.Military Representative Bureau Air Force for Ordnance & General Equipment, Beijing 100070, China)
This paper is an effort to investigate the influences of process parameters laser scanning speed, powder thickness and laser power on the forming of nickel-based superalloy by selective laser melting(SLM). The study does this by fabricating IN718 samples by FORWEDO LM-120 SLM system under different process parameters; observing and analyzing the forming quality and forming efficiency of sample by optical and scanning electron microscope. The results show that a increase in laser scanning speed is accompanied by a decrease in the melting pool width and depth; synergistic effect of laser power and laser scanning speed exerts an effect on the forming quality; an improvement in the forming efficiency is achieved by determining the thickness of the powder coating, proportioning process parameters, and ensuring the forming quality. This study may provide a theoretical foundation for the production of SLM.
selective laser melting; nickel-based superalloy; process parameters; forming quality; forming efficiency
2016-02-24
刘邦涛(1989-),男,黑龙江省哈尔滨人,助理工程师,硕士,研究方向:激光成形制造,E-mail:liubangtao@forwedo.cn。
10.3969/j.issn.2095-7262.2016.02.006
TN249;TG665
2095-7262(2016)02-0138-05
A
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
贵州大学学报(自然科学版)(2021年4期)2021-09-12
陶瓷学报(2021年1期)2021-04-13
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2018年9期)2018-09-19
中成药(2018年1期)2018-02-02
科技创新与应用(2018年36期)2018-01-29
滇池(2017年5期)2017-05-19
数字技术与应用(2016年6期)2016-07-09
