局部坐标系在数控铣削中的应用研究
2016-11-03 11:08李东福
制造业自动化 2016年10期
李东福,李 强
(烟台汽车工程职业学院,烟台 265500)
局部坐标系在数控铣削中的应用研究
李东福,李 强
(烟台汽车工程职业学院,烟台 265500)
在数控编程中正确使用数控系统的镜像功能可以使程序简化、提高编程效率,但是在宇龙仿真软件里并不支持镜像指令G51.1,以一个典型零部件为例研究了局部坐标系G52指令代替G51.1指令完成轴对称形状零件的编程加工,并在仿真软件里验证了程序的正确性。
仿真;镜像;局部坐标系;数控铣削
0 引言
数控技术的发展和数控机床的普及,使得编程在加工中占有重要的地位。自动编程软件的成熟和普及仍无法取代手动编程在零件加工中所占的比重。手动编程是学习数控技术的基础,在实际生产中仍占有重要的地位,程序编制完毕需要进行仿真验证其正确性,目前我们常用宇龙仿真软件进行验证。
图1为一个典型零件在编程时为了简化程序,根据零件特点采用镜像指令G51.1+子程序的方式进行的编程[1],但是在宇龙仿真软件里验证时不支持G51.1指令,这里研究用局部坐标系G52指令完成镜像的功能[2,3],并在宇龙仿真软件里验证其正确性。
1 G54~G59--工件坐标系偏置指令
数控机床坐标系是为了确定工件在机床中的位置,机床运动部件特殊位置及运动范围,即描述机床运动,产生数据信息而建立的几何坐标系,机床开启后通过回零建立机床坐标系。
通过测量工件原点到机床原点的之间的偏置值(其实质是工件坐标系在机床坐标系中的位置),在数控系统中进行预先设定,从而建立工件坐标系,编程时再用程序制定。可以预设6个工件坐标系,分别为G54~G59。
2 G52--局部坐标系

图1 典型零件图
G52 X0 Y0 Z0;取消坐标系平移。
X_ Y_ Z_为子坐标系原点对于当前工件坐标系原点的坐标值。
例如:执行G52 X20 Y20 Z30,则在原坐标系(20.20.30)的位置建立了一个新的坐标系,如图2所示。

图2 G52指令功能示意图
指令含义:该指令将当前工件坐标系复制并平移到某一位置,形成一个新的子坐标系,该坐标系又叫局部坐标系。
指令格式:G52 X_ Y_ Z_;
使用G52指令可以方便我们计算零件上图形基点的坐标,特别对于一些不方便计算的基点。我们也可以使用G52指令代替镜像指令完成对称零部件的编程加工。
3 零件图工艺分析
图1所示为零件,将工件坐标系G54建立在工件上表面对称中心,1个大型腔深度为3mm,4个小型腔关于坐标轴对称分布,型腔深度为6mm。
刀具选择及刀路设计:选用一把直径为Φ10的三刃高速钢立铣刀对零件轮廓进行加工,为提高加工表面质量,采用顺铣方式铣削工件,其具体走刀路线见图3。由于型腔空间较小,采用法向进刀和法向退刀方式切削型腔,刀具从O→A过程添加左刀补,刀具从A→B→C→D→E→F→G→H→I→A过程执行左刀补,刀具从A→O撤销刀补,小型腔的刀补添加、执行和撤销过程和大型腔类似。Z向下刀采用啄钻下刀方式铣削工件,大、小型腔铣削深度一次到位。
4个小型腔关于坐标轴对称,这里研究如何利用G52指令代替镜像指令完成对称零部件的加工。参考程序见表1~表3。

图3 型腔铣削刀路
4 宇龙仿真加工
利用宇龙仿真软件完成零件的仿真加工,以验证程序的正确性,选用FUNUC 0i铣床加工,设定60×60×20的毛坯,装夹安装,选用直径Φ10的平底刀,对刀并设置刀补值为5mm。在编辑状态将主程序和子程序传进来,运行程序。仿真结果如图4所示。从而验证了程序的正确性。

图4 仿真结果
5 结论
局部坐标系G52指令是数控加工中比较重要的指令,该指令运用得当,可以简化基点坐标的计算,甚至替代镜像指令完成轴对称形状零件的加工,在手工编程中受到编程员的青睐。

表1 采用G52+子程序的参考程序
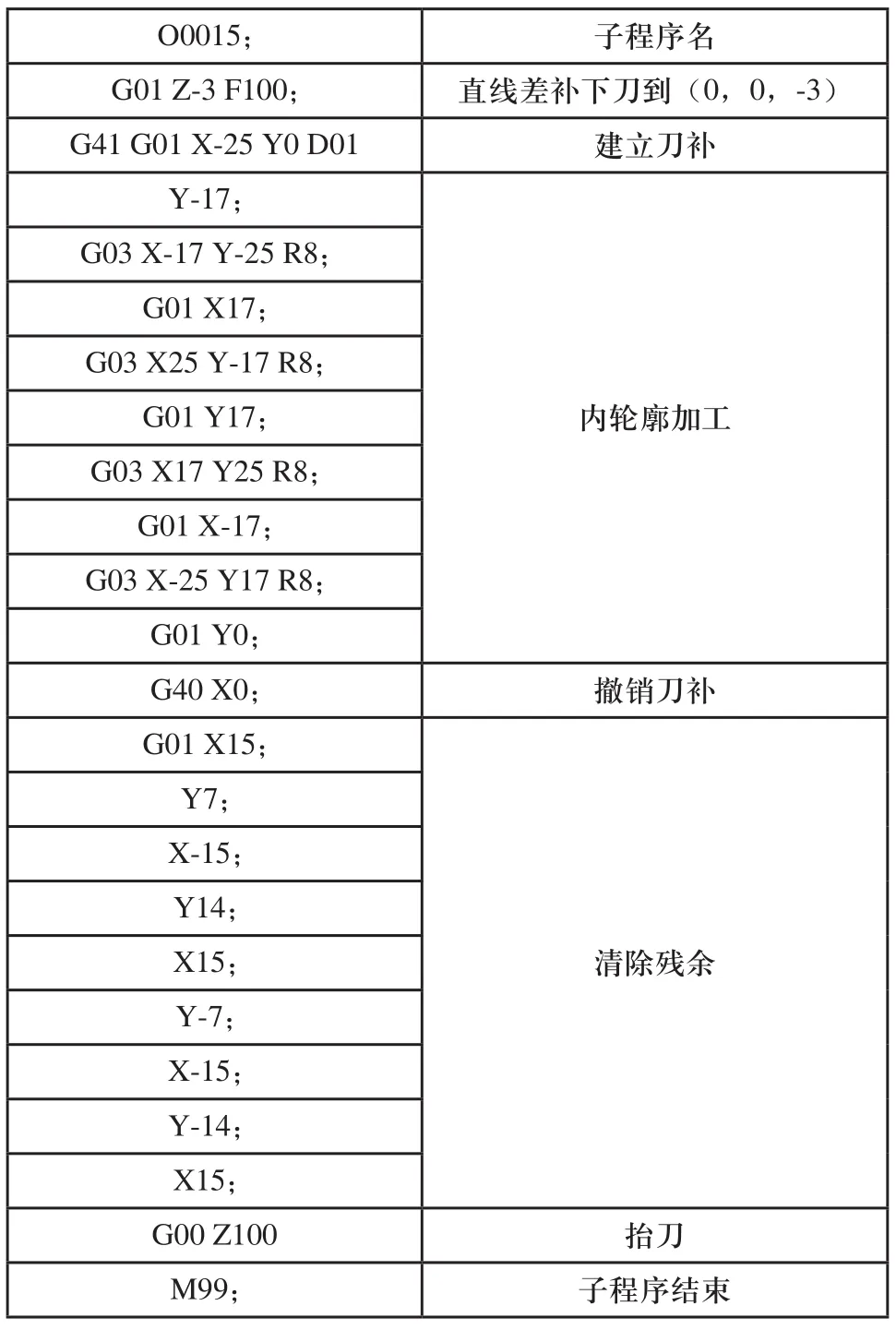
表2 50×50×3型腔参考子程序

表3 20×20×6型腔子程序
[1] 王国永.比例缩放功能在数控铣削手工编程中应用研究[J].煤矿机械,2013,34(5):163-165.
[2] 余娟,张静.坐标平移和旋转在数控铣削中的应用[J].煤矿机械,2013,34(1):125-127.
[3] 房连琨.基于FUNAC系统数控机床子程序编程的应用方法[J].煤矿机械,2012,33(6):150-152.
Research on the application of local coordinate system in NC Milling
LI Dong-fu, LI Qiang
TG659
A
1009-0134(2016)10-0077-03
2016-07-13
李东福(1980 -),女,河南开封人,讲师,硕士研究生,研究方向为数控加工和动力学。
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
设备管理与维修(2021年20期)2021-11-26
中国塑料(2019年9期)2019-09-25
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年11期)2017-12-18
中国科技纵横(2015年2期)2015-11-05
制造业自动化(2015年22期)2015-04-25
科学中国人(2014年16期)2014-11-20
汽车电器(2014年4期)2014-04-25
中国新技术新产品(2014年3期)2014-03-24