苗尾水电站350 MW水轮机座环的安装
2016-11-02 08:04:42赵通王国辉屈博兴
水电站机电技术 2016年2期
赵通,王国辉,屈博兴
(东方电气集团东方电机有限公司,四川德阳618000)
苗尾水电站350 MW水轮机座环的安装
赵通,王国辉,屈博兴
(东方电气集团东方电机有限公司,四川德阳618000)
本文介绍了苗尾水电站350 MW水轮机座环的结构,详细叙述座环的安装工艺和焊接工艺,对座环过程中出现的问题进行总结,为后续机组安装及同类型问题的分析处理提供参考和借鉴。
水轮机;座环;安装;焊接;苗尾水电站
1 概述
苗尾水电站位于云南省大理白族自治州云龙县苗尾傈僳族自治乡苗尾村附近澜沧江河段上,电站安装4台单机容量350MW的混流式水轮发电机组,总装机容量1 400MW,多年平均年发电量单独运行时为61.23亿kW·h。电站4台套水轮机及其附属设备由东方电气集团东方电机有限公司研制。在水轮机座环安装期间,由于厂房桥机还未安装,现场交叉作业较多,致使座环安装施工难度加大。在深入分析和研究现有条件后,经过不断对座环的安装工艺和方法进行优化改进,保证了安装质量和精度。
2 座环的结构特点
苗尾水轮机座环装配由基础环、座环本体和支持环组成,座环装配高5 674.5mm,重194 t。为满足运输条件,座环本体分为6瓣,支持环分4瓣,基础环分2瓣。基础环、支持环与座环本体均采用工地焊接方式连接。座环本体、支持环分瓣面采用螺栓把合后工地焊接型式。座环用地脚螺栓固定在混凝土支墩上,机坑里衬在工地焊接到座环上,在座环下环板上设置灌浆孔和排气孔。在座环的底环安装面和顶盖安装面均留有工地加工余量,需现场进行铣削加工。

图1 水轮机座环装配简图

表1 分瓣座环起吊方式选择分析表
3 安装工艺
3.1基础环的组焊
基础环在安装间拼装组圆,将其直径、圆度和错牙等调整合格后再焊接基础环对接焊缝。焊接时应先焊立向焊缝再进行水平焊缝的焊接,并采用对称多层窄道及分段退步焊接。由于基础环立圈采用不锈钢复合钢板,因此在不锈钢侧应采用不锈钢焊条进行焊接。基础环焊接完成吊入机坑,待座环本体安装完成后再与其组焊为一体。
3.2座环的组装
由于带舌板的一瓣座环重约33.34 t,其余五瓣重约26.5 t,现场采用一台M1500和一台M1200塔机进行座环吊装,M1500塔机距离机组中心线52.72m,塔机在55m臂长时起重容量为25.49 t;M1200塔机距离机组中心线49.64m,塔机在50m臂长时起重容量为22 t。受起重设备限制,座环分瓣吊入机坑进行拼装组圆,分瓣座环在吊装时还需根据起吊距离和重量采用不同的吊装方法,六瓣座环的起吊方式如表1所示,座环编号如图2所示。

图2 座环分瓣及编号示意图

图3 分瓣座环采用平衡梁抬吊示意图
分瓣座环运至工地后,利用75 t汽车吊和M1500塔机进行座环翻身。将需要抬吊的三瓣座环采用M1500塔机吊至蜗壳二期基坑内,分别将第1瓣和第2瓣采用平衡梁由M1500和M1200两台塔机共同抬吊至安装位置进行拼装并加固,平衡梁抬吊示意图如图3所示。采用M1500塔机将第3瓣直接吊装至安装位置进行拼装和加固,待第6瓣抬吊就位后再采用M1500塔机进行第4瓣和第5瓣座环的吊装工作。
座环拼装组圆后,调整座环水平,挂设钢琴线测量座环的圆度,同时还需对分瓣面两侧以及轴线两侧底环把合螺孔间弦距进行测量,以检查分瓣面两侧螺孔位置和轴线位置是否准确。各项数据调整合格后,将座环组合螺栓把紧并点焊固定,并采用“U”型搭板对座环分瓣面组合缝搭焊固定,将座环地脚螺栓把紧,准备进行座环分瓣面对接焊缝的焊接工作。
3.3座环的焊接
座环焊接必须由持有资质认证的全位置手工焊合格焊工进行,焊接前需根据规范和合同要求组织焊工进行考试。由于苗尾电站厂房为地面厂房,水轮机座环安装时厂房还未建成,厂房不具备遮雨、挡风和防晒功能,因此焊接前在座环外围搭设施焊工作平台的同时,并用篷布等材料搭设遮雨棚,减少风速、湿度、温度等因素对座环焊接质量的影响,在蜗壳焊接前也需搭设遮雨棚。座环组焊焊缝的焊接采用手工电弧焊,焊接使用的直流弧焊机需经常维护和保养,定期检查,使之处于完好状态,对焊接设备进行可靠接地,确保焊接工作的正常进行。
为减小焊接变形,焊接前在座环中心架设水准仪,以便焊接时运用水准仪和铟钢尺监测座环上下环板及座环底板的水平变化情况;在座环上下环板组合缝两侧打上样冲点,以便焊接时每焊一层均利用游标卡尺测量焊缝的收缩情况;在座环上架设钢琴线,使用内径千分尺采用电测法监测座环上下环板的圆度和同心度;开焊后,每隔一段时间,利用全站仪对座环的方位变化进行监测。以上监测数据如发现异常变化则应立即停止焊接,调整焊接速度、线能量或焊接工位,直至合格为止。所有监测数据均需做详细记录和分析,监测示意图如图4所示。
焊缝待焊表面和坡口需在焊接前进行清理和打磨,保证焊缝及其附近范围内不得有油污、铁锈、油漆等有害焊接质量的杂质,坡口应露出金属光泽。在座环焊缝上铺设加热片,以便在焊接前进行预热,焊接过程中保证温度不低于预热温度,在焊接完成后进行消氢处理。座环焊接用焊条的烘焙和发放由专人负责,焊条必须按要求进行烘焙,烘焙后的焊条应保存在恒温箱内,焊条领用必须使用焊条保温筒,到达焊接工位后应及时通电,领出的焊条放在焊条保温筒内时间不能太长,否则应重新烘焙,焊条重复烘焙次数不得超过3次。座环组合焊缝焊接前,需采用电加热片对待焊区进行预热,使待焊区及其附近范围内达到要求温度并保温。

图4 座环焊接变形监测示意图
座环组合焊缝焊接时,应采用多层、窄道、分段、对称、退步的焊接方法,打底和盖面采用Φ3.2焊条进行焊接,除打底和盖面外,每层焊缝焊接完成后均需进行锤击消除应力,并严格按照焊接工艺指导书要求控制焊接电流和电压。
座环本体应按以下顺序进行焊接:上下环板→座环立圈→座环底板→过渡板。座环上下环板由12名焊工同时对称施焊,焊接速度尽可能一致。上下环板焊接时应按图5所示进行,先焊接上环板正面、下环板背面坡口一定量后,再焊接上环板背面、下环板正面坡口,其方向均为由内向外,如此交替焊接直至坡口填满,清理端部并封头。座环立圈和座环底板焊接时,均需进行清根焊透,焊缝两侧坡口应交替焊接。为减小座环底板焊接变形,焊接前应采用槽钢将座环底板与锥管搭焊在一起,座环底板的焊接由6名焊工同时对称施焊。座环组合焊缝焊接完成后,需按图纸要求进行磁粉和超声波探伤,座环上下环板均需双面进行超声波探伤。座环组合焊缝探伤合格,将跨分瓣面过渡板配割、安装和定位焊接,如图6所示,先焊接过渡板立缝,再焊接平焊缝,过渡板焊缝焊接完成需超声波探伤,过渡板探伤合格后装焊导流板。
3.4座环和基础环的安装
座环组焊完成后,调整座环水平,使固定导叶中心线在规范要求以内,复测座环的圆度、轴线和底环把合螺孔方位,均满足要求后调整座环的水平、中心和高程,将座环地脚螺栓把紧,完成座环本体的安装工作。
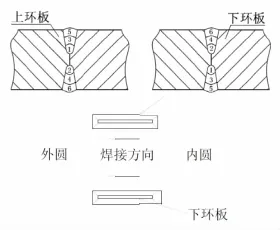
图5 座环上下环板焊接示意图
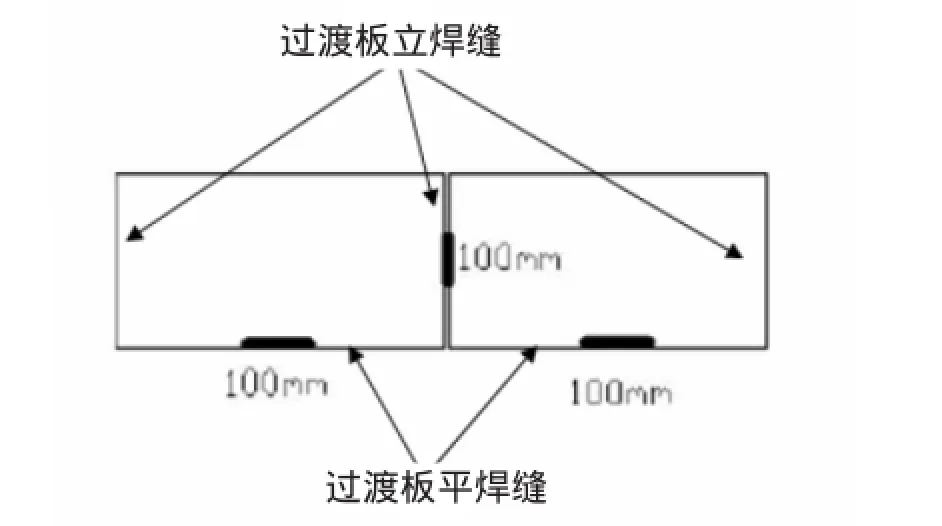
图6 过渡板焊接示意图
将吊装就位的基础环顶起,调整基础环下环板的水平、方位和高程,挂设钢琴线测量和调整基础环与座环间的同轴度,调整合格后对基础环与座环间环缝进行定位焊接,并采用槽钢将基础环与锥管搭焊在一起,以减小座环底板的焊接变形。由于基础环立圈采用不锈钢复合钢板,基础环内侧焊缝采用不锈钢焊条焊接。基础环与座环间环缝由6名焊工同时焊接,应采用多层、多道、分段、对称、退步的焊接方法,焊接完成后需进行探伤。基础环装焊探伤合格,配割和装焊锥管凑合节,安装集水盒等座环本体附件。
3.5支持环的安装和焊接
为保证蜗壳焊接时有足够的焊接空间,防止焊接支持环与座环间焊缝时造成已调整好的座环变形,支持环的安装应在蜗壳装焊完成后进行。受起重设备限制,支持环分瓣吊入机坑拼装组圆。支持环组圆时,调整支持环的水平和错牙,挂设钢琴线测量支持环的圆度,采用游标卡尺测量分瓣面两侧顶盖把合螺孔的弦距以及轴线到轴线两侧顶盖把合螺孔的弦距,以上参数均调整满足要求后,将支持环分瓣面把合螺栓把紧并点焊固定。支持环与座环间通过止口配合,为便于支持环圆度的调整,应在支持环与座环间加垫,使支持环在座环止口外,在支持环组合焊缝焊接探伤合格后再装入座环止口。
支持环焊接前需先采用“U”型搭板进行加固,并使用型钢在支持环内侧装焊两层支撑加固,以减小焊接变形,焊接前需在焊缝清根侧进行定位焊接。支持环组合焊缝焊接时,先焊接纵缝再焊接上环板对接焊缝。支持环纵缝为X型对称焊接坡口,焊接时由4名焊工从内侧由下到上进行焊接,焊接时应采用多层、窄道焊接,支持环两侧坡口交替焊接至焊缝焊接完成。在焊接过程中,需对支持环的圆度、水平等实时监测,并根据监测结果随时调整焊接的顺序和速度,以实现对支持环圆度、水平度的矫正。支持环纵缝及上环板对接焊缝焊接完成并探伤合格后,复测支持环的圆度、水平等数据。支持环分瓣面两侧顶盖把合螺孔堵板在组合焊缝探伤合格后装焊。
将支持环与座环间的垫块取出,将拼焊组圆的支持环落入座环止口内。再次通过测量底环把合螺孔与座环轴线间的弦距、顶盖把合螺孔与支持环轴线间的弦距,以复核座环与支持环轴线的准确性,将支持环与座环间轴线调整重合;挂设钢琴线,测量和调整支持环与座环的同轴度;测量支持环上法兰面至导水机构中心线的距离,调整支持环上法兰面的高度和水平。以上测量数据均满足要求后,将支持环与座环间螺柱把紧并点焊固定,装焊“U”型搭板进行加固。
支持环与座环间焊缝由8名焊工同时焊接,需采用多层、窄道、对称焊接的焊接方式,每班开焊前需测量支持环的圆度,以便及时根据测量数据调整焊接顺序。支持环装焊完成后采用全站仪对座环轴线、底环把合螺孔和顶盖把合螺孔的方位进行测量,将测量数据与底环和顶盖相应通孔的方位尺寸进行比较分析,以确定是否需要对顶盖上相应通孔进行处理。
4 优化建议
支持环与座环采用螺柱把合后焊接的型式,焊接前支持环与座环主要依靠止口定位。由于座环和支持环均需在工地现场进行拼装和焊接,受运输、安装和焊接等综合因素影响,支持环与座环均存在不同程度的变形,而支持环与座环间止口配合间隙较小,在调整支持环与座环间同轴度和方位时,该配合止口将成为约束条件。同时,支持环上的顶盖把合螺孔已在厂内加工完成,为保证导水机构各零部件顺利安装,现场需将支持环与座环的同轴度和轴线偏差调整到尽可能小,现场在调整支持环与座环间同轴度时,不得不对座环上的止口进行修磨。为保证支持环的安装质量,并且便于施工,建议取消该止口配合。另外,还可在取消止口配合后,在支持环与座环相临的两个把合法兰中间增加1件法兰,现场将支持环与座环间相对位置调整完成后,钻铰锥销孔,安装定位销,实现支持环与座环间定位,避免支持环与座环间组合焊缝焊接时发生位移或变形,即采用12件圆锥销替代止口配合。
5 结语
水轮机座环是水轮机重要的承重和引水部件,是机组长期安全稳定运行的关键部位。在苗尾水电站水轮机座环安装过程中,通过合理安排安装工序,严格控制安装质量,目前已顺利完成所有座环的安装和焊接工作,各项验收参数均优于合同和规范要求,各部件安装质量和安装效率均保持在较高水平。随着我国水电设备不断走向国外,合理有效的提升水轮机座环的安装质量和效率已成为机组安装质量和提高施工效率的重要工艺。在此对水轮机座环安装过程中积累的一些经验进行浅述,希望能够为其他电站机组的设计和安装提供一些参考。
[1]王国辉.龙滩水电站座环现场焊接[J].东方电机,2007,35(2):18-22.
[2]王国辉,屈博兴,赵通.官地水电站座环现场焊接[C]//雅砻江下游水电站机电设备安装技术论文集,2013.
[3]范潇,李洪军,潘少民.三峡右岸700MW水轮机座环装焊工艺优化设计[J].东方电机,2006,34(3):1-5.
TK730.3
B
1672-5387(2016)02-0060-04
10.13599/j.cnki.11-5130.2016.02.018
2015-05-29
赵通(1989-),男,助理工程师,从事水轮机安装技术指导工作。
猜你喜欢
轨道交通装备与技术(2021年4期)2021-09-16 07:23:14
上海大中型电机(2021年2期)2021-07-21 03:01:42
上海大中型电机(2020年1期)2020-03-27 09:10:02
中国建筑金属结构(2018年4期)2018-05-23 11:09:26
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
应用声学(2015年5期)2015-10-28 05:42:44
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38
电焊机(2015年8期)2015-01-09 09:44:02