
压电陶瓷驱动快刀机构的性能影响规律实验研究*
2016-11-02 02:45:03陈东生蔡万宠张连新
制造技术与机床 2016年10期
陈东生 吉 方 蔡万宠 张连新 张 敏
(①中国工程物理研究院机械制造工艺研究所, 四川 绵阳 621900;②清华大学机械工程系精密超精密制造装备及控制北京市重点实验室, 北京 100084)
压电陶瓷驱动快刀机构的性能影响规律实验研究*
陈东生①吉方①蔡万宠②张连新①张敏①
(①中国工程物理研究院机械制造工艺研究所, 四川 绵阳 621900;②清华大学机械工程系精密超精密制造装备及控制北京市重点实验室, 北京 100084)
介绍了一种自主构建的快刀机构,并基于该机构进行了大量的实验研究,获得了一些影响快刀机构性能的影响规律,包括预紧力、偏置电压、驱动频率对压电陶瓷灵敏度的影响;快刀机构的系统刚度影响规律;系统位移的传递规律;铰链刚度对传递效率的影响等。
压电陶瓷;快刀机构;刚度;实验研究
快刀伺服加工技术(fast tool servo)是近几年广泛研究和发展的先进超精密车削技术,它主要用于自由曲面光学工件的超精密加工。超精密快刀伺服机构是快刀伺服加工系统中重要的执行机构,国内外已有商用快刀伺服系统。国内对快刀机构也进行了大量研究,但由于在超精密快刀加工系统的研制方面起步较晚,相关的研究基础较为薄弱,同时工程应用很少,对快刀机构性能的一些影响规律研究的不充分,而快刀性能影响规律是快刀机构设计的一个关键技术,它也是我国对快刀伺服系统开发的技术瓶颈。
为此,本文基于自主构建的基于柔性铰链导向、压电陶瓷驱动的快刀机构开展了一些实验研究,重点分析影响高性能指标(频响性能、刚度指标、分辨率)的压电陶瓷与柔性铰链在快刀系统的一些影响因素及规律。本文基于大量的实验研究,试图获得一些影响快刀机构性能的影响因素及规律。
首先介绍开展性能实验研究的快刀实验系统,然后基于该系统进行实验研究,获得了一些影响快刀机构性能的影响因素及规律,包括预紧力、偏置电压、驱动频率对压电陶瓷灵敏度的影响;快刀机构的系统刚度影响规律;系统位移的传递规律;铰链刚度对传递效率的影响等。
1 快刀伺服实验系统
本论文的实验研究基于自研的快刀伺服机构。该装置由驱动控制单元和柔性传动单元构成,驱动控制单元主要完成压电陶瓷致动器的输入输出控制;柔性传动单元主要把压电陶瓷致动器的输出通过柔性铰链机构传递到刀架。实验装置采用自研柔性铰链、基于电容传感器高精度反馈、压电陶瓷驱动器驱动。如图1,原型装置采用整体结构布局,后端预紧力可调,电容传感器实时检测刀具位置。

2 压电陶瓷的性能影响实验与分析
压电陶瓷是快刀机构的驱动元件,它具有输出力大、高频响应快的优点, 但压电陶瓷的迟滞特性会影响到快刀机构的定位特性。压电陶瓷在正常工作时,需要对它们施加一定的预紧力。通过实验发现:压电陶瓷的迟滞特性受预紧力的影响,同时压电陶瓷驱动电压的偏置对输出位移的灵敏度也有影响。
2.1预紧力及驱动频率对压电陶瓷迟滞特性的影响
设计实验测量压电陶瓷在多种预紧力条件下的迟滞回线,并通过改变激励信号波形、电压幅值和频率,获得预紧力对压电陶瓷迟滞特性的影响规律。
实验在开环条件下进行,通过压电陶瓷内部应变片测量压电陶瓷的变形量,采样频率为25 kHz。实验中使用的预紧力、电压幅值、频率和信号波形表1所示,预紧力通过柔性铰链的变形量和等效刚度计算得到。
表1最佳预紧力实验参数

变量名预紧力/MPa波形电压幅值/V频率/Hz变量值2,3,4,6,8,10正弦波,三角波5010,50,100
图2为压电陶瓷在驱动电压幅值50 V作用下10 Hz,50 Hz和100 Hz正弦电压激励下的迟滞回线,此外图中显示了不同预紧力对压电陶瓷迟滞特性的影响。
实验结果分析后可获得以下结论:
(1)在不同预紧力作用下,压电陶瓷迟滞回线的斜率发生变化。当预紧力较小时,压电陶瓷迟滞回线的斜率较大,即压电陶瓷输出位移的灵敏度高。主要是由于压电陶瓷在极化过程中,需克服预紧力做功,因此,随着预紧力的增大,克服预紧力做功的损耗能量占电-机能量转换量的比例增大,使输出位移减小。
(2)随着驱动频率升高,压电陶瓷输出位移的迟滞特性更加显著,单周期的能量损耗增大。
2. 2压电陶瓷偏置电压对位移灵敏度的影响
为研究偏置电压对压电陶瓷位移灵敏度的影响,分别设置偏置电压为0~20 V内均布的20个值,保持驱动电压幅值为10 V,频率为10 Hz,应用应变片测量压电陶瓷的输出位移幅值,如图3所示。
实验结果分析后可获得以下结论:
随着偏置电压的增大,压电陶瓷在一定驱动电压下的位移幅值减小,即压电陶瓷的位移灵敏度下降。分析其原因为:随着偏置电压的增大,压电陶瓷轴向伸长,则初始预紧力增大,由2.1节中结果可知,随着预紧力增大,电畴在外场作用下重新取向时的能量损耗增大,导致位移灵敏度降低,在一定电压幅值激励下的位移幅值减小,高偏置电压会等效地增大压电陶瓷所受的预应力,减小压电陶瓷在一定驱动电压幅值作用下的位移幅值。为此,在保证压电陶瓷在整个工作周期内处于压应力状态的前提下,应选择小偏置电压。
3 快刀机构的系统刚度影响规律
在快刀机构刚度测试中发现,快刀机构系统的刚度受铰链刚度影响较大。为探询铰链刚度与系统刚度的关系,我们设计了多种刚度的柔性铰链(包括矩形1.6 mm、1.2 mm厚度铰链,工字形1.6 mm、1.0 mm厚度铰链),针对不同刚度的柔性铰链测量了整个系统的刚度,测量结果如表2所示。
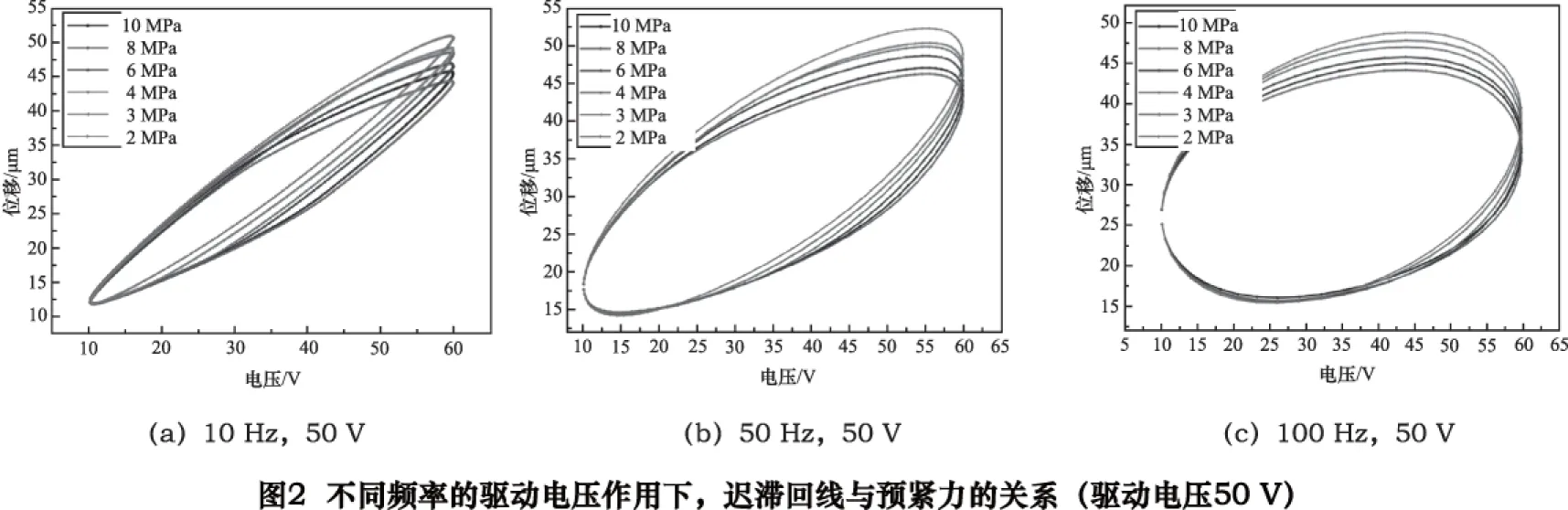
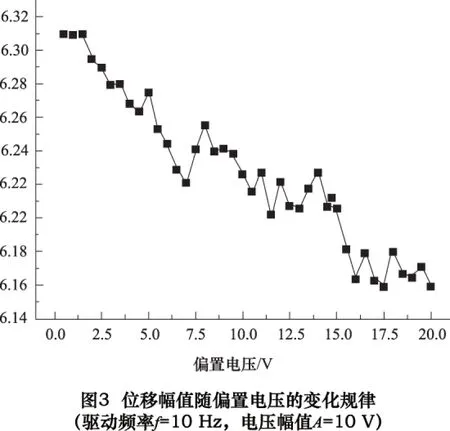
表2铰链刚度、系统刚度的测试数据

铰链压电陶瓷刚度/(N/μm)铰链刚度/(N/μm)系统刚度/(N/μm)矩形1.6mm4527.2854.42矩形1.2mm4514.7041.98工字形1.6mm4513.5040.54工字形1.0mm455.34632.49


从图4数据点进行拟合可得到K=K4+27.15(K4为铰链刚度、K为系统刚度),固定值27.15 N/μm并不等于压电陶瓷的刚度45 N/μm,因此,还有一些其它的因素在影响整体刚度。在实际的机构中,压电陶瓷的后端有预紧支撑,前段有球头传递位移,应该是这两部分的刚度与压电陶瓷刚度构成了27.15这个刚度值。理论分析快刀机构刚度模型,如图5,K1:后端支撑刚度;K2:压电陶瓷刚度;K3:前段传递刚度;K4:柔性铰链刚度,K1、K2、K3串联后与K4并联。K1、K3与压电陶瓷刚度45 N/μm在数值上串联得到27.15 N/μm,K1、K3越大,串联后的值越接近压电陶瓷的刚度。
通过以上实验及分析,得到如下结论:系统刚度与各机构刚度之间是一个复合串并联关系。在压电陶瓷的刚度一定情况下,要获得更高的系统刚度,需要从两方面考虑,一是加大柔性铰链刚度,另一方面是增加压电陶瓷前后端的支撑刚度(K1、K3)。
4 快刀机构的输出位移幅值的影响规律
4.1系统输入输出位移幅值的传递规律
实验中发现,压电陶瓷的输出伸缩值(系统的输入)与实际刀具的输出位移值有一定的比例关系,为此,我们设计了一组实验,通过压电陶瓷开环输出伸缩值,由千分表测量如图6中1~6位置的位移变化值,从而分析输出伸缩幅值的传递规律。
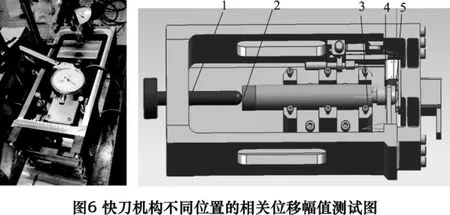
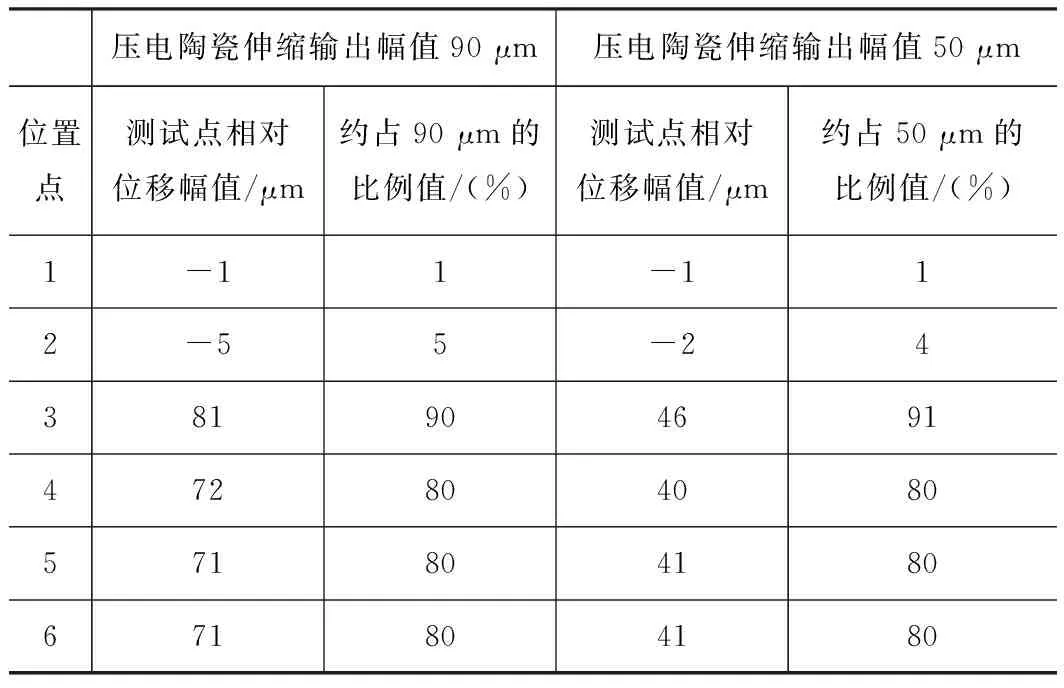
表3是快刀机构各点在压电陶瓷伸缩输出前后的静态测试相对位移幅值。
从表3可以看出:对于输出幅值90 μm与50 μm两种情况下,其后端预紧处(位置2)会产生一定的后退,比值均在5%左右,而前端球头位置(位置4)的位移传递比值减小约20%,由于结构件不可能为纯刚体,它们具有一定的刚度,在受力情况下,会发生一定的伸缩。从实验中可以发现幅值丢失严重的主要是后端预紧部分与前端球头推力部分,这也相互验证了前面一章分析得出的柔性铰链前后端的支撑刚度为系统刚度重要影响因素。
表3快刀机构不同位置的静态位移幅值测试数据
压电陶瓷伸缩输出幅值90μm压电陶瓷伸缩输出幅值50μm位置点测试点相对位移幅值/μm约占90μm的比例值/(%)测试点相对位移幅值/μm约占50μm的比例值/(%)1-11-112-55-24381904691472804080571804180671804180
4.2铰链刚度对传递效率的影响
在一定伸缩幅值的压电陶瓷输出下,快刀机构设计应尽量增大刀具的输出位移幅值,有利于系统的幅值及频响的提高。从前面的分析可以看出,需尽量增大图6中位置6(刀座)的位移比值,我们定义刀座位移值与压电陶瓷伸缩输出位移的比值为传递效率。在实验中发现:相同的压电陶瓷位移伸缩静态输出,不同的柔性铰链会得到不同的刀座静态位移值。为了模索柔性铰链刚度对传递效率的影响,针对第3节所述的4种铰链进行了不同刚度柔性铰链传递效率的实验,实验数据如表4所示。
表4铰链刚度与传递效率测试数据
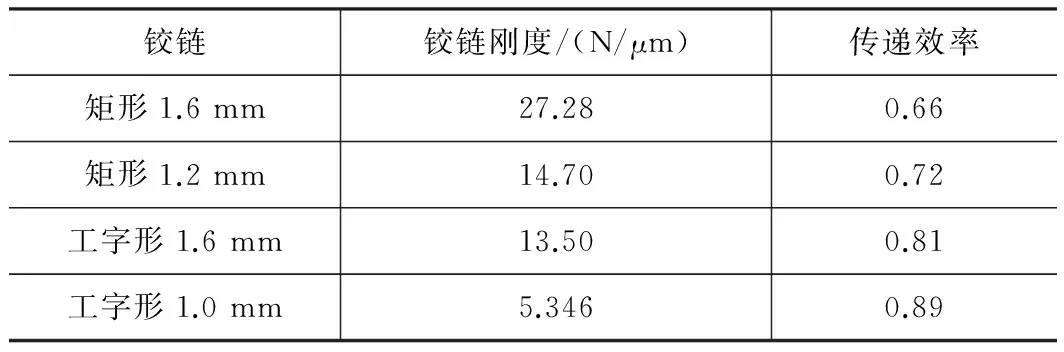
铰链铰链刚度/(N/μm)传递效率矩形1.6mm27.280.66矩形1.2mm14.700.72工字形1.6mm13.500.81工字形1.0mm5.3460.89
通过表4的数据可得出如下结论:从压电陶瓷输出到刀架前端的传递效率随着柔性铰链刚度的增大而减小。分析其原因,在相同的压电陶瓷伸缩输出位移下,铰链刚度越大,后端的支撑受力越大,增加后退位移,同时在前段球头部分的受力增加,变形加大,导致刀座位置的输出相对位移减小。
5 结语
(1)压电陶瓷驱动快刀机构中,较小的预紧力及较小的偏置电压,有利于获得较大的刀座位移灵敏度;随着驱动频率升高,压电陶瓷伸缩输出位移的迟滞特性更加显著。
(2)系统刚度与各机构刚度之间是一个复合串并联关系。后端支撑刚度、压电陶瓷刚度、前段传递刚度值串联后与柔性铰链刚度值并联。
(3)快刀机构中压电陶瓷的伸缩位移传递中,位移丢失严重的主要是后端预紧部分与前端球头推力部分,提高后端预紧机构刚度及前段球头处的刚度有利于提高系统传递效率。
(4)从压电陶瓷伸缩输出到刀架前端的传递效率随着柔性铰链刚度的增大而减小。
[1]吴丹,谢晓丹,王先逵.快速刀具伺服机构研究进展[J].中国机械工程,2008,19(11):1379-1385.
[2]王举,李楠. 微控制应用中压电陶瓷的特性分析[J]. 计量与测试技术,2013,40(2):24,26.
[3]戴一帆,杨海宽,贵林.压电陶瓷驱动的超精密快刀伺服系统的设计与研制[J].中国机械工程,2009,22(20):2717-2721.
[4]唐强,吉方,陈东生. 压电陶瓷执行器的动态迟滞建模与零相差前馈补偿控制[J].组合机床与自动化加工技术,2015(9):95-98.
(编辑汪艺)
(收修改稿日期:2016-07-10)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
The experiment study on performance influence law of FTS actuated by piezoelectric ceramic
CHEN Dongsheng①, JI Fang①, CAI Wanchong②, ZHANG Lianxin①, ZHANG Min①
(①Institute of Mechanical Manufacturing Technology, CAEP, Mianyang 621900, CHN;②Beijing Key Laboratory of Precision/Ulra-Precision Manufacturing Equipments and Control of Mechanical Engineering Department, Tsinghua University, Beijing 100084, CHN)
This paper introduces a kind of fast tool servo system(FTS) independence developed. Through a large number of experiment studies, some rules which affect the performance of the fast tool servo are obtained. They include the effect rule of piezoelectric ceramic sensitivity by the pre-tightening force, bias voltage, the driving frequency of the piezoelectric ceramic; the influence law of mechanism stiffness; the transfer law of the displacement system; the transmission efficiency affected by flexible hinge stiffness and so on.
piezoelectric ceramic; FTS; stiffness; experiment study
TH69
B
10.19287/j.cnki.1005-2402.2016.10.017
161021
*国防基础科研计划资助项目(A1520133005);中物院超精密加工技术重点实验室资助项目(ZZ13001)
猜你喜欢
民用飞机设计与研究(2019年2期)2019-08-05 01:33:44
压电与声光(2019年1期)2019-02-22 09:46:06
北京汽车(2019年6期)2019-02-12 05:19:50
汽车电器(2018年10期)2018-11-01 01:17:26
铜仁学院学报(2018年6期)2018-07-05 09:47:40
CHIP新电脑(2014年5期)2014-05-14 20:54:03
大灰狼(2014年1期)2014-03-15 13:48:42
振动、测试与诊断(2014年6期)2014-03-01 01:14:55
振动、测试与诊断(2014年6期)2014-03-01 01:14:49
数学大王·趣味逻辑(2009年4期)2009-04-29 00:44:03
