
套管对接焊缝的X射线检测
2016-11-01 05:49李周秦徐建明
无损检测 2016年3期
李周秦,殳 宏,黄 坚,徐建明
(1.克雷登热能设备(浙江)有限公司, 杭州 310018;2.浙江省特种设备检验研究院, 杭州 310020)
套管对接焊缝的X射线检测
李周秦1,殳宏2,黄坚1,徐建明2
(1.克雷登热能设备(浙江)有限公司, 杭州 310018;2.浙江省特种设备检验研究院, 杭州 310020)
介绍了蒸汽发生器用套管式换热器中套管对接焊缝的X射线检测工艺,进行了底片黑度差和检测结果分析,通过控制透照参数,透照布置来控制黑度范围。实践表明:进一步改进和完善工艺可以把底片质量控制得更好。
套管式换热器;透照布置;厚度差;黑度分布
套管式换热器是由两种外径尺寸不同的无缝钢管制作而成的同心圆套管。其有结构简单、传热面积增减自如、传热效率高、工作适应范围大、可以根据安装位置任意改变形态、利于安装等优点,在石化、化工、新能源、换热器等行业广泛应用。笔者单位生产的这套同心圆套管安装在烟厂蒸汽发生器的配套设备上,用于蒸汽发生器给水与疏水的换热,主要目的是减少疏水回水箱的热量,避免水箱“开锅”,主要参数见表1。

表1 套管式换热器主要参数
该换热器的主体材料是符合GB/T 5310-2008《高压锅炉用无缝钢管》标准要求的优质碳素结构钢20G,规格为φ34 mm×3 mm外套和φ73 mm×4 mm无缝钢管焊接连接,制作时内管优先焊接连接,制作好后往外管中间塞,固定好位置再焊接外管,采用GTAW(钨极惰性气体保护焊)全位置焊来保证焊接质量。焊接完成后,根据标准TSG G0001-2012《锅炉安全技术监察规程》和参考标准SH/T 3546-2011《石油化工夹套管施工及验收规范》要求进行X射线检测。X射线检测对接焊缝成为控制焊接质量的关键环节,笔者主要探讨套管式换热器的外套管对接焊缝的X射线检测,外套管焊接质量的检测相对于常规小径管检测,其检测条件更加苛刻,其中涉及到透照布置、厚度差、黑度范围等,这些参数的选择直接影响检测结果。
1 X射线检测工艺
1.1透照布置
(1) 该套管制作参考标准SH/T 3546-2011,内管与外套管外径D0不大于100 mm, 根据JB/T 4730.2-2005标准[1]规定属于小径管范畴,选择透照方式、曝光量按小径管各项优缺点考虑。按照JB/T 4730.2-2005标准规定,同时满足T(壁厚)不大于8 mm和g(焊缝宽度)不大于D0/4的小径管应采用倾斜透照方式椭圆成像。当T/D0不大于0.12时,小径管环向对接焊接接头100%检测的透照次数,相隔90°透照2次,当T/D0大于0.12时一般应相隔120°或60°透照3次。按照标准要求外套管φ73 mm×4 mm无缝钢管应相隔90°透照两次,见图1。
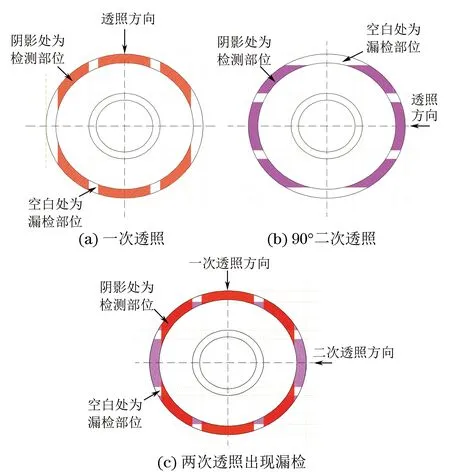
图1 90°透照两次分布示意
由图1得知,相隔90°透照两次后,由于内管的原因导致厚度差增大,明显影响了外套管焊缝的检测,在最厚的部位(内管内径切线处)出现了漏检,主要是由于黑度不符合标准要求,在底片上显示为白光,无法评定。
(2) 由图1分析得出的漏检部位,需通过改良工艺条件来提高检出率,见图2。

图2 120°透照三次分布示意
由图2可以看出,采用相隔120°透照三次后能扩大检出范围,并减少缺陷的漏检;需要注意的是,厚度差导致的黑度差需用透照参数控制。
1.2透照参数
选择透照参数时主要考虑厚度差的变化,厚度差对射线照相质量的不利影响主要体现在两个方面:一是因试件厚度差较大导致的底片黑度差较大,底片黑度过低或过高都会影响像质灵敏度和底片的评定;二是因试件厚度变化导致的散射比增大,产生边蚀效应,对底片成像质量不利。要解决这些问题,必须采用一些特殊工艺或技术措施,对厚度差试件透照的特殊技术措施有:适当提高管电压、采用双胶片技术、补偿技术[2],适当提高管电压以减少散射线与降低黑度差,经实践,管电压为170 kV,曝光时间为1.2 min时能满足要求[3]。
1.3透照工艺
根据常规工艺选择透照方式,JB/T 4730.2-2005标准要求有两种:一种是垂直透照重叠成像,使用该方法对根部面积型缺陷检出率比较高[4],但是会加大厚度差(焊缝内外侧余高);另一种是偏斜透照椭圆成像,更有利于缺陷的定位和返修,以及在一定程度上减少厚度差。由图1和图2的对比可知,相隔90°透照两次,不能达到100%的检出率,相隔120°透照三次能明显提高检出率。为了减少厚度差和提高缺陷的检出率,选择椭圆成像120°透照3次[5]。
由于缺陷畸形[6]、几何不清晰度和上侧焊缝的固有不清晰度都会对缺陷的判定造成一定误判,比如一个小气孔对下侧焊缝是合格的,对上侧焊缝则可能需要返修,为了得到更接近实际尺寸的缺陷,实际应用时应调整焦距来限制几何不清晰度。另外在实际操作时也会受到多方面因素的影响,如透照条件、机器老化、人为差异、工作环境等都会影响透照工艺。综上所述,应根据现有条件和实际情况综合选择透照工艺参数,主要以满足像质质量和达到100%检出率为准则。
2 X射线底片的分析
2.1底片黑度分析
由图3和表2可知:① 1区热影响区和焊缝区域的黑度范围在2.90~4.42。② 2区热影响区和焊缝区域的黑度范围在2.47~3.24。③ 3区热影响区和焊缝区域的黑度范围在2.77~4.36。
2.2底片分析
由图3得知:① 1区和3区厚度较薄区域,最高黑度为4.42,此黑度值明显高于标准要求的4.0。② 2区的黑度均匀,黑度差较小,影像清晰,像质较好。③ 1区和3区黑度范围高于2区的黑度范围,2区内明显可以看到由于内管的存在导致区域性的厚度差造成的较大黑度差。④ 由图3显示出的内管壁厚处,由于散射线和厚度差等原因导致的成像不清晰及黑度过低的白光区域(图3圆圈处),在该区域外套管焊缝上的缺陷会有漏检,底片评定明显受影响。

图3 X射线底片分区示意
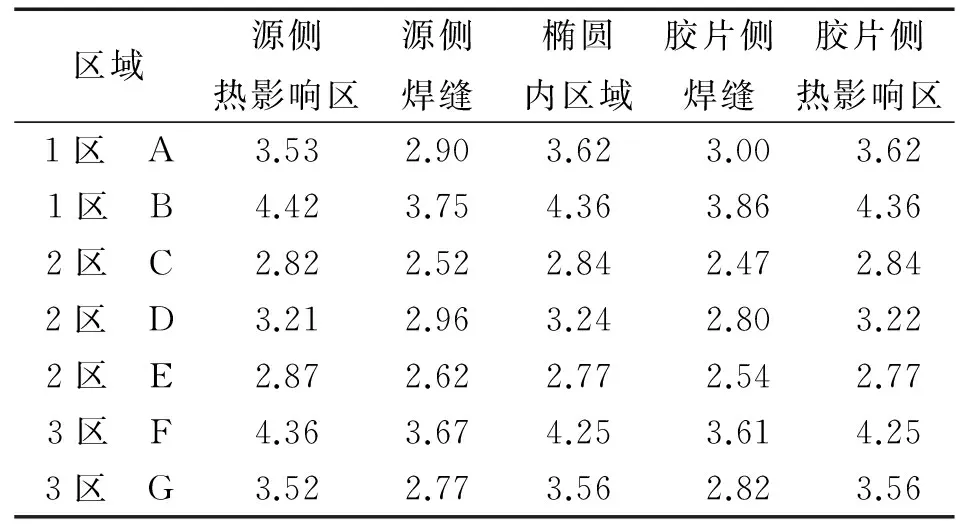
区域源侧热影响区源侧焊缝椭圆内区域胶片侧焊缝胶片侧热影响区1区 A3.532.903.623.003.621区 B4.423.754.363.864.362区 C2.822.522.842.472.842区 D3.212.963.242.803.222区 E2.872.622.772.542.773区 F4.363.674.253.614.253区 G3.522.773.562.823.56
根据JB/T 4730.2-2005标准规定,AB级底片评定的黑度D应在2.04.0范围内,用X射线透照小径管或其他截面厚度变化大的工件时,AB级最低黑度允许降至1.5;对评定范围内的黑度D大于4.0的底片,如所用观片灯在底片评定范围内的亮度能够满足标准要求,允许进行评定。再对应图3和表2,黑度范围在2.47~4.42内,最低黑度2.47也满足标准要求,最高黑度4.42明显超出标准规定的黑度4.0,但是只要提供足够亮度的观片灯也符合标准要求。根据相关论文,黑度越黑对于发现细小缺陷越有利,在评片时应注意黑度超出4.0区域内的缺陷,须保证透过底片评定范围内的亮度应不低于10 cd·m-2,避免出现漏评。现在性能好的国产观片灯基本能满足黑度小于4.5的评片要求。出现的漏检部位能通过优化工艺来避免。
3 结语
对该套管进行无损检测时,经前期工艺制作、参数选定、散射线防护以及试验,最终拍出了符合标准要求的底片。笔者通过提高透照次数来提高缺陷的检出范围,避免了漏检;通过控制透照参数,透照布置来控制黑度范围。表明,进一步改进和完善工艺可以把底片质量控制得更好。
[1]JB/T 4730.2-2005承压设备无损检测:射线检测[S].[2]强天鹏.射线检测(第2版)[M].北京:中国劳动社会保障出版社,2007.
[3]王加永,刘长亮,王维萍,等.关于小径管环向对接接头射线检测中缺陷透照畸变的分析[J].无损检测,2014,36(4):26-28.
[4]傅剑峰.小径管射线检测时椭圆成像与垂直透照方法的对比[J].无损检测,2012,34(6):47-48.
[5]苏宁,汪根平,陈永山,等.射线能量与曝光时间的数量关系及其工程运用[J].无损检测,2014,36(12):28-32.
[6]潘杰,王仓,孟凡辉,等.小径管透照布置方式的探讨[J].无损检测,2014,36(11):78-80.
X-ray Detection in Casing Butt Weld
LI Zhou-qin1, SHU Hong2, HUANG Jian1, XU Jian-ming2
(1.KLD Thermal Equipment (Zhejiang) Co., Ltd., Hangzhou 310018, China;2.Zhejiang Inspection Center of Special Equipment, Hangzhou 310020, China)
What introduced in this paper is the casing type heat exchanger for steam generator, casing butt weld X-ray detection technology, X-ray photography analysis, and the photography density difference, which can be controlled by the control of photography variables and its arrangement. Further improvement and perfection of the production process can control the quality of the negative better.
Jacketed pipe heat exchanger; Radiography arrangement; Thickness difference; Density distribution
2015-07-16
李周秦(1987-),男,助理工程师,主要从事无损检测工作。
10.11973/wsjc201603019
TG115.28
B
1000-6656(2016)03-0079-03
猜你喜欢
云南教育·小学教师(2022年3期)2022-04-17
设备管理与维修(2021年7期)2021-06-18
海燕(2021年4期)2021-03-24
科技视界(2021年3期)2021-02-02
读写月报(初中版)(2020年9期)2020-02-21
华人时刊(2019年19期)2020-01-06
家庭用药(2017年6期)2017-06-22
艺术评论(2017年12期)2017-03-25
艺术评论(2016年8期)2016-05-14
中国测试(2012年6期)2012-10-25
