控轧控冷工艺对HRB500E盘螺组织性能的影响
2016-10-26 08:47葛啨啨
山东工业技术 2016年20期
宋 强,刘 维,葛啨啨,孙 凯
(马鞍山钢铁股份有限公司特钢公司 , 安徽 马鞍山 243000)
控轧控冷工艺对HRB500E盘螺组织性能的影响
宋 强,刘 维,葛啨啨,孙 凯
(马鞍山钢铁股份有限公司特钢公司 , 安徽 马鞍山 243000)
采用优化的控轧控冷工艺生产500MPa级抗震盘螺,获得均匀的铁素体+珠光体组织,有效改善抗震盘螺性能波动、大幅提高Agt指标合格率
控轧控冷;金相组织;力学性能
1 前言
目前螺纹钢筋的生产工艺主要是以直条为主,直条螺纹钢筋由于在施工中钢筋利用率较低、成本较高,很多企业开始用高速线材轧机生产小规格螺纹钢筋,以盘卷形式交货,主要以小规格φ6~14mm为主。随着高层建筑、重要工程对HRB500E高强度抗震盘螺的需求增加,国家产业政策也要求推广高强度抗震盘螺的应用。用高速线材轧机生产小规格500MPa级高强度抗震盘螺时,高强度抗震盘螺的重要力学性能指标,最大力总伸长率波动较大、很难控制,造成大量废品。盘螺生产过程中通条冷却均匀性不如直条螺纹钢筋,同时盘螺取样校直后力学性能检验中最大力总伸长率远低于直条螺纹钢筋,而且同圈性能波动大。由于高速线材轧机风冷线冷却能力较强,控制范围较宽,当轧制过程及轧后冷却控制不当时,在盘螺上易产生贝氏体、马氏体组织,造成最大力总伸长率下降,给高强度抗震盘螺盘螺的使用带来风险。
2 HRB500E盘螺生产工艺流程
盘螺产品生产工艺流程:高炉铁水→铁水预处理→转炉冶炼→连铸(140×140方坯)→加热炉→除鳞→控轧控冷→集卷→打捆→成品入库。
3 HRB500E盘螺试生产结果
3.1 钢的化学成分
根据GB1499.2-2007的规定,确定了试验钢的化学成分见表1。

表1 化学成分及碳当量(熔炼分析)要求(%)
3.2 力学性能
分别采用二种控轧控冷工艺(1#和2#)进行轧制∮10mm规格HRB500E盘螺。按1#工艺轧制∮10mm规格HRB500E盘螺,不同轧制批号同圈力学性能结果见表2;按2#工艺轧制∮10mm规格HRB500E盘螺,不同轧制批号同圈力学性能结果见表3。
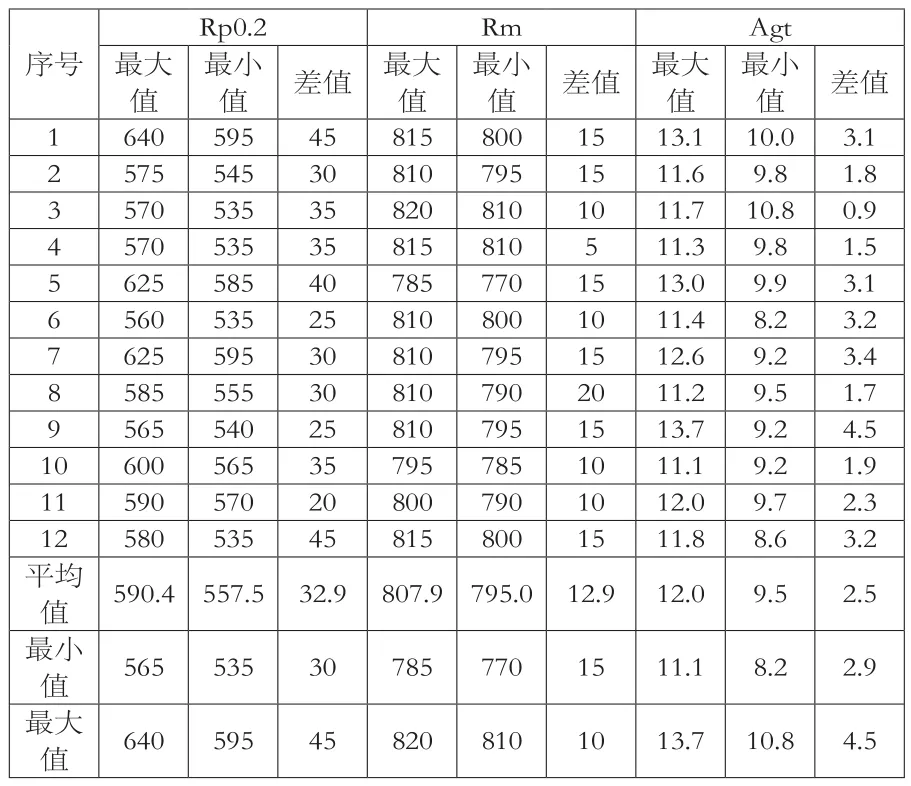
表2 力学性能结果
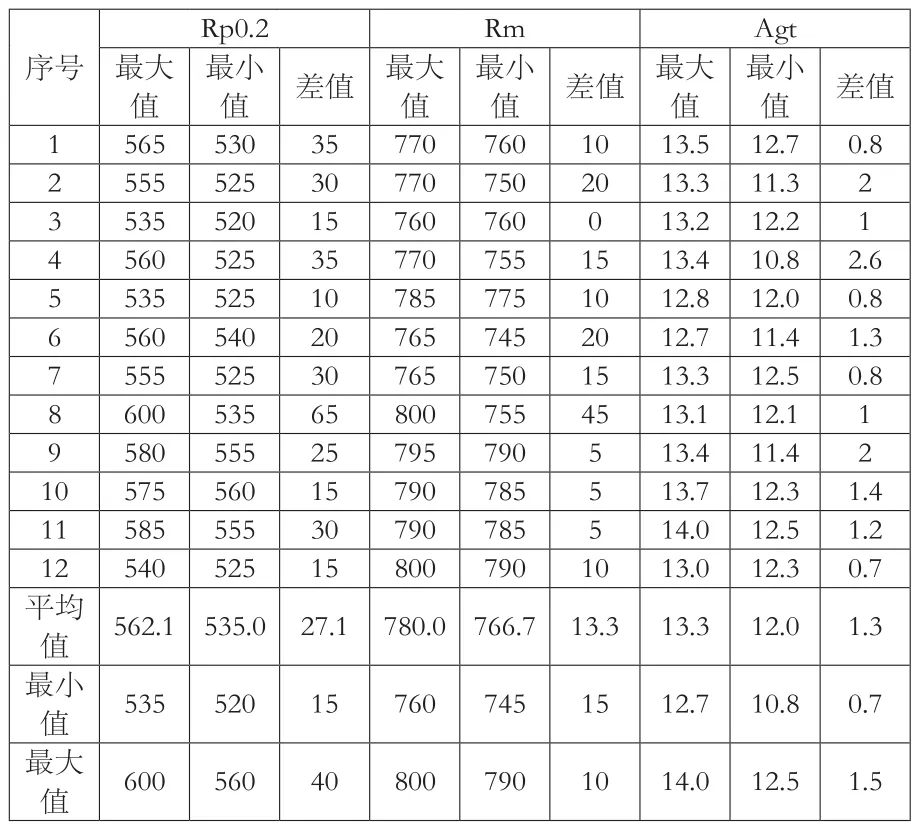
表3 力学性能结果
3.3 金相组织
采用1#控轧空冷工艺生产的盘螺表面组织为铁素体+珠光体+少量贝氏体见图1,盘螺心部组织为铁素体+珠光体+贝氏体+马氏体见图2.采用2#控轧空冷工艺生产的盘螺表面组织为铁素体+珠光体见图3,盘螺心部组织为铁素体+珠光体见图4。
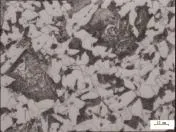
图1 盘螺表面组织×500
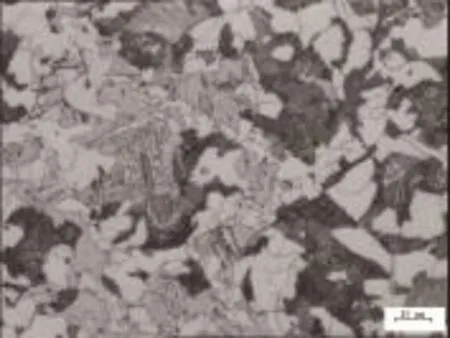
图2 盘螺心部组织×500
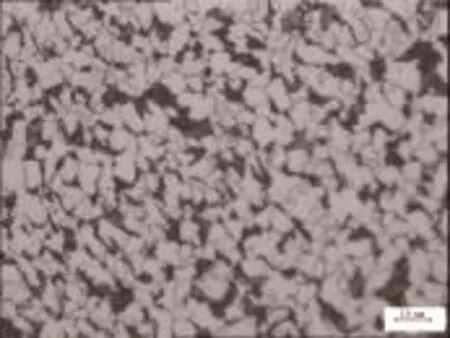
图3 盘螺表面组织×500
图4 盘螺心部组织×500
4 讨论分析
在500MPa级抗震盘螺生产过程中,遇到的主要问题是HRB500E5 结论
盘螺出现力学性能的不稳定、同圈性能差异大、Agt指标合格率低问题,特别是Agt指标波动大、合格率低导致批量判废。对比盘螺与直条螺纹钢的生产工艺,主要是轧后冷却形式不同。盘螺在风冷线上冷却过程中,由于搭接点的存在,通条冷却均匀性与直条螺纹钢相比有较大差距。试验研究发现,盘螺组织中珠光体分布不均匀,表面、心部有贝氏体,心部甚至有马氏体,是导致力学性能波动大、同圈性能差异大、Agt指标不合格率高的主要原因。控制盘螺组织是改善盘螺性能波动、提高、Agt指标的有效方法。设计的二种控轧控冷工艺(1#和2#工艺),可以明显看出:1#工艺生产的盘螺无论是不同批号之间还是同圈之间性能波动都较大,而且部分Agt指标不合格[1]。从金相组织可以看出盘螺表面组织有少量贝氏体,心部则有贝氏体和马氏体产生见图1、图2。2#工艺生产的盘螺无论是不同批号之间还是同圈之间性能波动都较小,Agt指标全部合格波动小而且有较大富裕量。从金相组织可以看出盘螺表面、心部组织均为铁素体+珠光体[2]见图3、图4.
500MPa级抗震盘螺性能波动大、Agt指标不合格率高的主要原因,是盘螺表面和心部产生贝氏体和马氏体组织造成的,通过调整控轧控冷工艺,改善盘螺表面和心部组织,获得均匀的铁素体+珠光体组织,可以有效改善抗震盘螺性能波动,大幅提高Agt指标合格率,保证盘螺的抗震性能满足高强度抗震盘螺盘螺的使用要求。
[1]樊东黎,徐跃明,佟晓辉主编.热处理技术数据手册[K].
[2]肖金华.HRB500高强度盘螺轧制工艺开发与生产实践[J].中国冶金.
10.16640/j.cnki.37-1222/t.2016.20.045
宋强(1962-),男,上海人,正高级工程师,现为中国金属学会高速线材分会技术委员会委员,主要从事高速线材产品开发研究。
猜你喜欢
金属热处理(2022年9期)2022-10-21
电焊机(2022年8期)2022-09-09
金属热处理(2022年8期)2022-09-05
金属热处理(2022年7期)2022-07-26
金属热处理(2022年4期)2022-04-19
焊管(2022年1期)2022-02-11
科技信息·中旬刊(2018年5期)2018-10-21
湖南大学学报·自然科学版(2017年12期)2018-01-17
世界家苑(2017年11期)2017-11-01
汽车文摘(2016年3期)2016-12-09