
麦克风海绵套自动挖孔装置设计
2016-10-19 11:54杨保健刘仙文余宇健
五邑大学学报(自然科学版) 2016年1期
杨保健,刘仙文,余宇健
(五邑大学 机电工程学院,广东 江门 529020)
麦克风海绵套自动挖孔装置设计
杨保健,刘仙文,余宇健
(五邑大学 机电工程学院,广东 江门 529020)
针对目前加工麦克风海绵套主要靠手工完成而造成的效率低且产品质量不高等缺点,本文提出将手工生产方式改成流水线自动化生产,利用输送带、机械手臂及控制系统对其进行控制,以缩短平均加工时间,提高生产效率;同时利用气缸驱动挖孔电热丝,把电热丝的运动轨迹由原先的弧线运动变为简单的上下直线运动,运动轨迹与内孔母线方向平行,提高内孔边缘处的切割质量,缩短电热丝熔切海绵套的时间;并设计了一套离心式夹具,改善海绵在挖孔时受力不均匀,有效解决海绵套内壁出现条纹的技术难题,实现海绵套的自动定位和夹紧,最后对麦克风海绵套自动挖孔装置整体结构进行了设计.实验数据显示:麦克风海绵套挖孔速率为60个/min,产品内孔孔径尺寸精度为0.25 mm,明显优于手工的加工速率(40个/min)及精度(1 mm).
麦克风海绵套;离心夹具;挖孔
PVC发泡海绵是新型装饰材料之一,其主要特点是产品柔软舒适、环保无毒、发泡孔小、软硬度及颜色可定制,可高周波熔接[1-2].然而,由于配方独特、材质松软、熔点低等特点,使得PVC发泡海绵的挖孔成型工艺对成型装置要求较高.目前麦克风海绵套的加工主要靠手工完成,效率低,产品质量普遍不高.论文将重点对海绵套生产线中的挖孔工序提出优化改造方案,实现自动化流水线生产模式,以提高麦克风海绵套的生产效益和成品质量,降低人力成本和时间成本.
1 麦克风海绵套挖孔过程分析
1.1手工加工过程分析
海绵套的手工制作过程如下:工人首先将预先切割好的正方体海绵毛坯放入工作台上的方形夹具里(如图1所示);然后通过脚踏板控制电机转动,并把电热丝压下,快速进入海绵体内一定深度,依靠海绵体的旋转实现其挖孔成型(如图2所示);完成海绵的加工后,电热丝快速退回,孔中的废屑在电热丝退出及抽风机吸引的双重作用下,随着电热丝的退出被带出内孔.

图1 海绵套手工加工装置

图2 手工挖孔成型
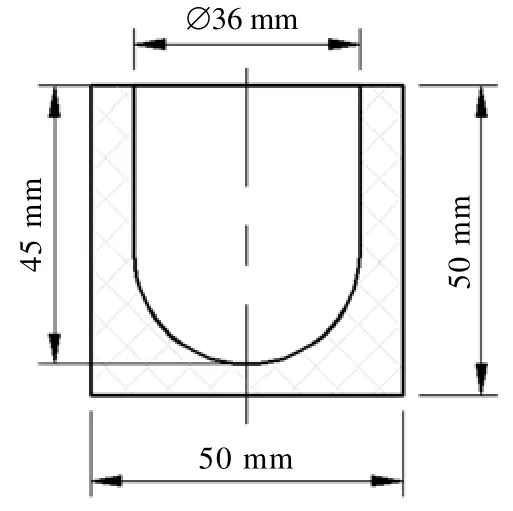
图3 麦克风海绵套零件图
显然,除了生产效率低,加工质量不高是另一个主要问题,其影响因素主要有两个:电热丝在进入和离开海绵的位置以及成型装置的加工精度.
1.2挖孔工艺方案优化
针对上述存在的两个问题,论文提出如下改进方案:首先在生产效率的问题上,拟将手工生产方式改成流水线自动化生产,利用输送带、机械手臂及控制系统对其进行控制,节省人力,缩短平均加工时间,提高生产效率;其次在加工质量的问题上,利用气缸对电热丝进行驱动及控制,把电热丝的运动轨迹由原先的弧线运动改变为简单的上下直线运动,运动轨迹与内孔母线方向平行,以克服电热丝进入和离开海绵位置的调控需要依赖工人经验的缺点;最后,针对海绵套内壁出现条纹问题,拟设计一套离心式夹具,改善海绵在挖孔时受力不均匀.
2 离心式自动夹具设计
2.1离心式夹具设计
论文以立方海绵块的一个底面以及底面的4条边作为定位基准,选取立方海绵块四个侧面的法线方向为夹紧力方向、4个侧面为夹紧力作用面.根据立方海绵块的特点和加工工艺需求,利用离心力设计一套由铜球、连杆、支柱、压板、底座组成的菱形夹具体.利用底座转动时带动大密度小球绕电机主轴旋转从而产生离心力,利用杠杆原理,将离心力转变成对立方海绵块侧面及棱边的压力,实现立方海绵块的定位和夹紧[3].压板提供的夹紧力随伺服电机转速自适应调节,转速越高,夹紧力越大,可有效防止转速高时海绵试样脱离夹具.同时,转速为零时,压板在弹簧弹力作用下自动松开,方便卸料.主要零部件设计如下:
2.1.1压板
根据海绵挖孔工艺要求,夹紧海绵只需要非常小的力,故夹板选用工程上常用的塑料PA66(尼龙-66).PA66的使用寿命长,耐性较好,质量远小于铜球[4].其结构如图4和图5所示.

图4 压板零件图
图5 压板三维模型
2.1.2底座
底座是将电机主轴和夹紧机构联结起来的圆形底盘.为了减少夹具体的转动惯量,圆盘在材质上选择铝合金6061.为了保证压板在旋转过程中能稳定做直线运动,在圆盘相应位置铣出一条能卡住压板的槽,如图6和图7所示.
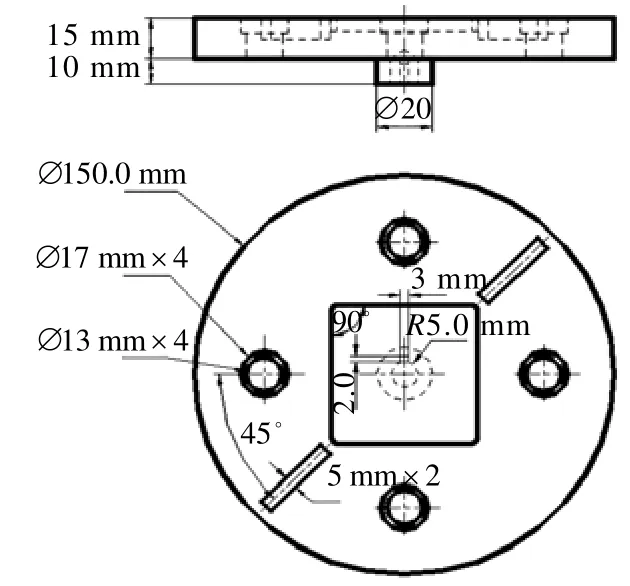
图6 底座零件图

图7 夹具体三维模型
2.2夹紧力的计算
根据设计,连杆AB与连杆BC以铰链的形式连接,且连杆AB在O1处绕转轴3(如图7所示)转动的同时可在转轴内沿连杆轴向滑动.铜球的直径大小为20 mm,夹紧海绵块时,电机角速度设置为20 rad/s,夹板在滑槽内的行程为5 mm,即弹簧在夹持海绵块时的变形量也为5 mm.以杆件AB为研究对象,L1与L2长度相等(如图8所示),OA取80 mm,N2为海绵块对杆件AB在B点的反作用力,F弹为复位弹簧的弹力,F离为铜球旋转时所产生的离心力.因为四根连杆呈中心对称布置,根据杠杆原理及力的合成,有:

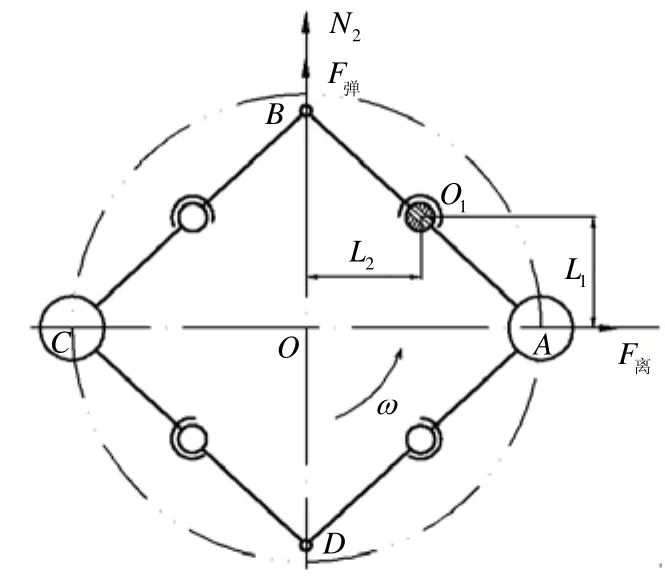
图8 夹具受力分析
由式(2)得:

另外,在压板夹紧时,弹簧的弹力:

式中,k为劲度系数,x为弹簧压缩量.
劲度系数:

式中,G为材料的刚性模数,d为线径,Dm为中径,N为总圈数,Nc为有效圈数(N减去2),因此

综上,夹具的加紧力为:N夹= N2= 1.19-0.55=0.64 N,能够满足工程生产的需求,同时也验证了夹具体设计的合理性.
3 电热丝夹具设计
3.1电热丝夹板
电热丝夹板[5-6]是将电热丝固定于机床正确位置的绝缘零部件,既要有一定的耐高温性能,又要具有一定的强度.实际生产中电热丝的通电电流为12 A,电压为直流24 V.论文选取石棉纤维板G2183做为夹板材料,具体尺寸图8所示.
为了让电热丝夹板具有更高的通用性,在夹板上设计了等距槽,能够夹持间距不同的电热丝,以加工内径不同的海绵套,两块夹板采用销连接,如图9所示.

图9 电热丝夹板零件及其三维模型图
3.2夹紧元件
根据电热丝易更换的要求,对电热丝夹板的夹紧采用拆卸和装配灵活的卡销式螺杆连接,如图10所示.图11是麦克风海绵套自动挖孔装置总体装配图.

图10 卡销式螺杆

图11 麦克风海绵套自动挖孔装置
4 结语
基于目前麦克风海绵套手工挖孔成型加工效率低、质量差的现状,论文在优化挖孔加工工艺的基础上,借助数字化建模及理论计算,创新性地设计了离心式挖孔成型自动夹具体,并对麦克风海绵套自动挖孔装置总体结构进行了设计.实验室测试数据显示:麦克风海绵套挖孔速率为60个/min,产品内孔孔径尺寸精度为0.25 mm,明显优于手工的加工速率(40个/min)及精度(1 mm),初步实现了自动化流水线中挖孔工位的升级.
[1] 韩焕娜.PVC中空纤维膜的制备与性能研究[D].长沙:中南大学,2014.
[2] 杨保健,杨铁牛,黄辉,等.基于左旋螺纹的PVC海绵切边夹具设计[J].广西大学学报(自然科学版),2015,40(2): 453-456.
[3] 杨保健.一种离心式自动夹具:201520298827.5[P].2015-05-11.
[4] 杨瑞成.工程材料[M].北京:科学出版社,2012.
[5] 刘鸿文.材料力学:下册[M].2版.北京:高等教育出版社,1991.
[6] 杨家军,张卫国.机械设计基础[M].武汉:华中科技大学出版社,2010.
[责任编辑:韦 韬]
Design of U-shape Hole Forming Machines for Microphone Sponge Covers
YANG Bao-jian,LIU Xian-wen,YU Yu-jian
(School of Mechanical and Electrical Engineering,Wuyi University,Jiangmen 529020,China)
In view of the low production efficiency and unsatisfactory quality of the microphone sponge covers as a result of handcrafting,this paper proposes changing the manual production method to automatic production line using conveyor belts,mechanical arms and control systems to control the process so as to shorten the average processing time and improve the production efficiency.In the meantime,it is proposed that by using the air cylinder to drive hole digging heating wire the trajectory of the electric wire be changed from the original arc motion into lineal vertical motion,so that its motion trajectory is parallel to the direction of the inner hole of the generatrix,the inner hole edge cutting quality is improved,and the time of sponge cutting by heating wire is shortened.Also,a set of centrifugal jigs is designed to solve the uniform loading on the sponge in the hole-digging process and the technical problem of streaks occurring in the inner wall of the sponge covers and realize the automatic positioning and clamping of the sponge covers.Finally,the overall structure of the microphone is designed.Experimental data show that the holing rate is 60/min and the hole diameter of the product is 0.25 mm,superior to the manual processing rate (40 /min) and precision (1 mm).
microphone sponge covers; centrifugal clamps; hole forming
TH122
A
1006-7302(2016)01-0059-05
收到日期:2015-10-30
大学生创新创业训练计划项目(201511349063)
杨保健(1982—),男,湖北广水人,讲师,博士,主要研究方向为机电一体化、特种加工.
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
山西交通科技(2020年2期)2020-07-08
国防交通工程与技术(2016年2期)2016-04-14
珠江水运(2015年4期)2015-05-08
浙江建筑(2015年11期)2015-03-23
中国人民警察大学学报(2014年4期)2014-12-25
科技视界(2014年11期)2014-06-28
云南电力技术(2014年1期)2014-06-23
中国信息化·学术版(2013年7期)2013-09-03
科技资讯(2012年28期)2012-07-09
