电化学机械精准光整加工技术研究
2016-10-19 01:36庞桂兵徐文骥周锦进
中国机械工程 2016年19期
庞桂兵 徐文骥 周锦进
1.大连工业大学,大连,116034 2.大连理工大学,大连,116024
电化学机械精准光整加工技术研究
庞桂兵1徐文骥2周锦进2
1.大连工业大学,大连,1160342.大连理工大学,大连,116024
介绍了该研究组近年来在电化学机械精准光整加工技术研究方面的工作进展情况,包括:光整过程中同时完成形状成形的光整与成形复合加工技术;同时改善零件精密度和表面形貌的跨尺度精确成形加工技术;保证精密度条件下改善表面形貌的自由曲面零件手持式工具光整加工技术。研究工作表明:通过合理优化电化学机械加工工艺系统结构和参数,对于齿轮、轴承等规则表面零件,可以实现同时改善零件精度和表面几何形貌;对于非规则表面零件,可以在保证零件精密度条件下改善零件表面几何形貌。
电化学加工;电化学机械加工;光整加工;精密加工
0 引言
现代工业许多零部件都要求具有高表面质量和高成形精度[1-2]。如人造卫星的真空无润滑轴承,其孔和轴的表面粗糙度值要求达到1nm;齿轮、轴承等重要基础件的摩擦表面质量提高后,可大幅改善其使用性能和延长使用寿命;重载精密滚子轴承滚道或滚子通常要求带有精确的对数曲线凸度,高速重载齿轮齿形和齿向通常要求精密修形,以提高承载能力,降低运转噪声。对零件进行精加工和光整加工是提高零件精度和表面质量的重要手段[3]。在传统生产实践中,精加工和光整加工往往分开进行,单独构成工艺体系,通常是精加工完成成形,光整加工提高表面质量。因而光整加工的主要目的在于改善零件表面质量,精加工的主要目的则是提高零件精度,表面质量只是其附属要求。随着科技的发展和加工技术在理论和实验研究方面的深化,同时提高表面精密度和改善表面粗糙度的精准光整加工技术逐渐受到重视,精准光整加工能减少加工工序,提高生产效率和降低生产成本,光整和精密加工技术的内涵也得到了丰富和发展[4]。
电化学机械复合加工在同一加工过程中复合了机械作用和电化学作用,在改善机械零件表面质量方面具有效率和加工质量的独特优势。由于电化学和机械作用对精密度均会产生影响,因而较之于单纯的机械光整加工方式,可调控的工艺参数较多,具有提高零部件精密度的有利因素。近年来,本研究组着眼于同时提高零件精密度和表面质量,针对不同类型零部件,研究了电化学机械精准光整加工技术。
1 面向轴承等回转件的精准光整加工技术
1.1非均匀电场作用实现轴承套圈光整与成形复合加工
图1所示为非均匀电场作用实现轴承套圈光整与成形复合加工的原理,通过将阴极上与零件相对应部分加工成为不同形状,形成非均匀极间间隙从而形成非均匀电场,非均匀电场导致轴承套圈截面不同部位的去除量有差异,使轴承套圈滚道形成不同的截面形状。

(a)加工原理 (b) 成形原理1.砂带 2.砂带预压装置 3.电解液槽 4.电解液管路5.轴承套圈 6.阴极 7.电源 8.泵图1 非均匀电场作用电化学机械加工实现轴承套圈光整与成形复合加工原理
滚道凸度通常在5~10μm之间(有时小于3μm),利用非均匀电场作用实现轴承套圈光整与成形复合加工,主要技术难点在于有效控制非均匀电场分布进而实现凸度的准确控制,这需要合理设计阴极形状和施加电参数。阴极设计有多种方法,其中有限元法可以对电场强度分布进行较精确的分析,为电极设计和电参数配置提供指导。图2所示为本研究组采用ANSYS分析设计的阴极形状[5-6]。

图2 有限元法设计的工具阴极形状
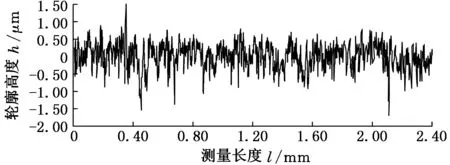
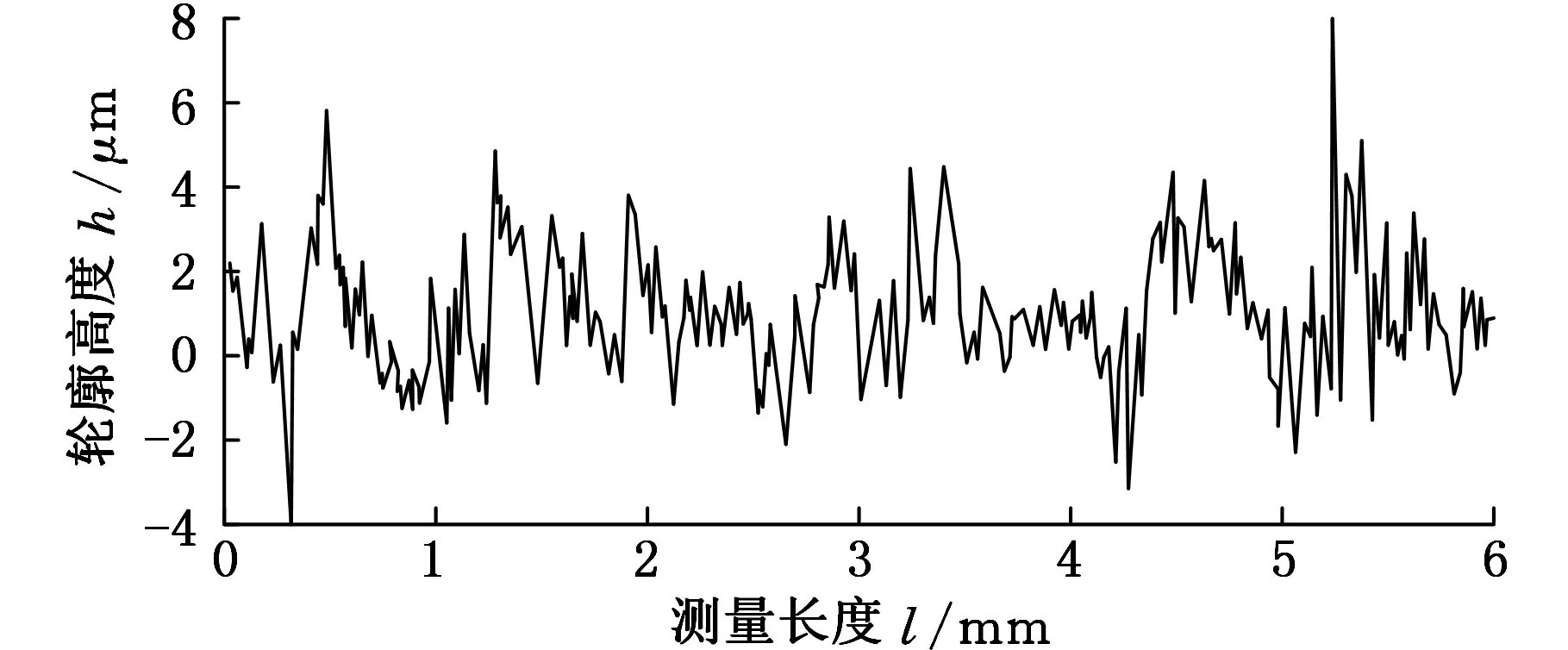
采用电化学砂带光整与成形复合加工轴承套圈获得凸度的试验结果示于图3。可以看出,加工时间和电流密度与轴承滚道的凸度值近似成正比,加工间隙则与凸度近似成反比。图4是轴承套圈电化学光整与修形复合加工前后表面对比照片,图5所示为加工前后的表面微观轮廓。经过加工,表面光泽性能显著提高,表面粗糙度大幅减小[6]。
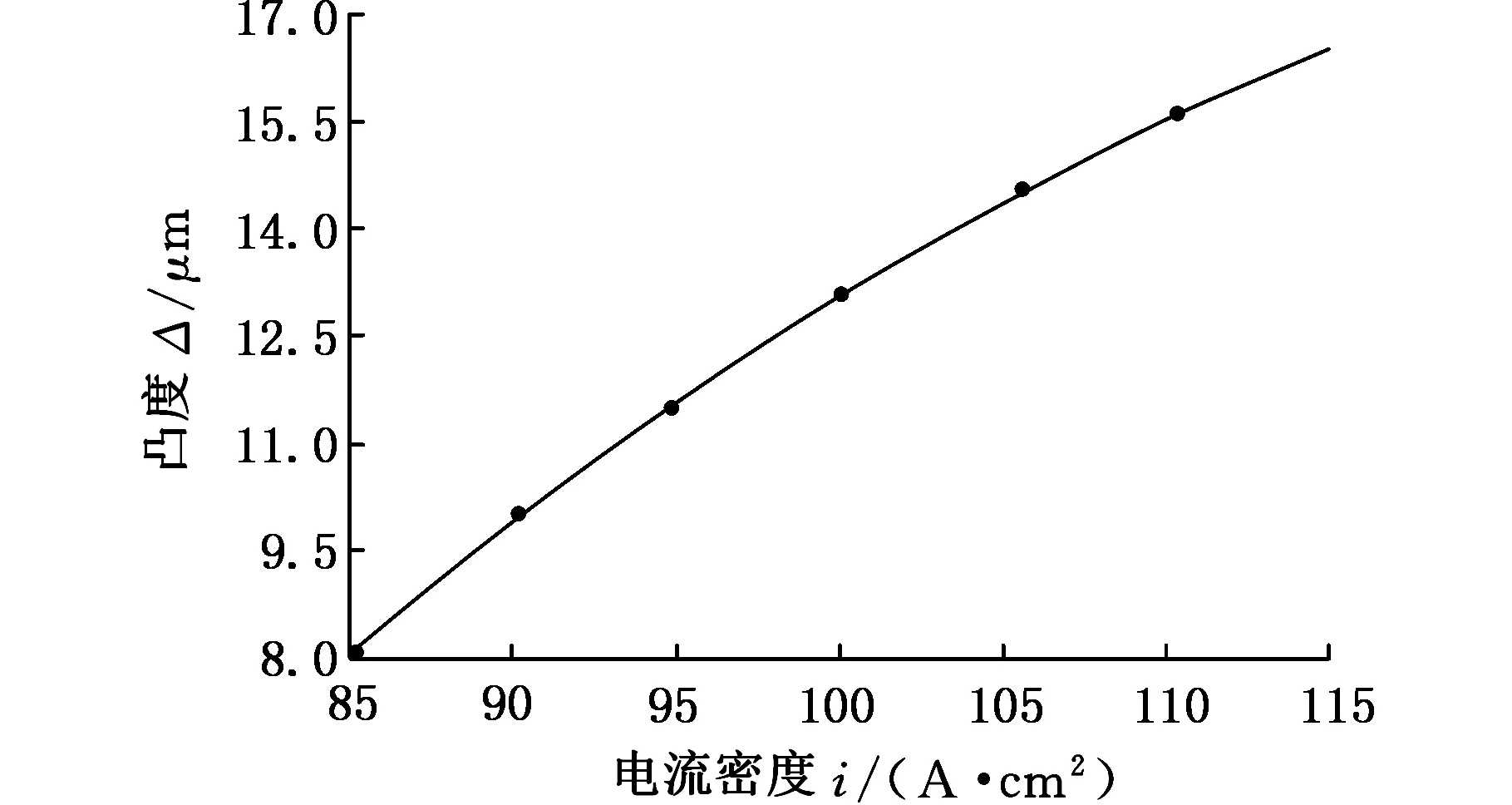
(a)电流密度对凸度的影响

(b)加工时间对凸度的影响

(c)最小间隙对凸度的影响图3 试验参数对滚道凸度的影响
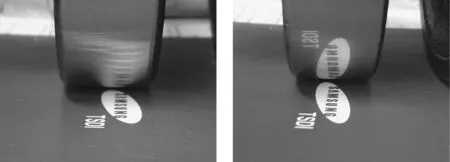
(a)加工前 (b)加工后图4 轴承套圈电化学砂带光整与修形复合加工前后表面

Ra=0.588 μm,Rz=4.80 μmRa=0.034 μm,Rz=0.275 μm(a)加工前 (b)加工后图5 轴承套圈电化学砂带光整与修型复合加工前后微观轮廓
1.2悬浮阴极电化学机械轴承滚道跨尺度精确成形加工
悬浮阴极电化学机械加工实现轴承滚道跨尺度精确成形加工,是通过电解液压力将阴极悬浮于阳极工件表面,实现阴极对阳极表面的实时随动,达到小间隙条件下加工间隙的自适应调整,这可以阻断阴极定位误差向工件的传递,同时能实现小间隙条件下的稳定加工,从而有利于精度、波纹度、表面粗糙度同时改善的跨尺度精确成形。图6所示为回转件悬浮阴极电化学光整加工原理及装置,阴极采用直线导轨固定,极间电解液支撑阴极相对工件悬浮。悬浮阴极条件下,电化学加工的条件与阴极刚性固定时具有的差别主要表现在流场和电场会影响加工间隙。

(a)原理图 (b)实物图图6 回转件悬浮阴极电化学加工原理

图7 悬浮阴极电化学机械加工轴承环效果
(a)加工前(Ra=0.269 μm)

(b)加工后(Ra=0.136 μm)图8 轴承套圈悬浮阴极电化学机械加工前后的微观轮廓
对精密磨削后轴承环进行加工试验获得了良好的加工效果,如图7所示。试验结果表明,悬浮阴极条件下电化学机械加工轴承环可使表面质量和加工精度获得显著提高,对于原始圆度误差较大的试件,也显示出较强的误差纠正能力,如图8、图9所示。小批量(8件)条件下获得的试验结果表明,加工后与加工前相比表面轮廓参数Ra值降低了42.5%,表面轮廓参数Ry值降低了33.5%,表面轮廓参数Rz值降低了38.0%,表面圆度误差值降低了23.8%[7-8]。本研究组正在实施优化条件下的进一步试验。

(a)加工前

(b)加工后图9 轴承套圈悬浮阴极电化学机械加工前后的圆度轮廓
2 圆柱齿轮非均匀机械作用电化学机械光整与修形复合加工
非均匀机械作用圆柱齿轮光整与修形复合加工的原理示于图10,采用一个齿形变“瘦”的齿轮作为阴极实施电化学作用,与工件齿轮相啮合的磨轮进行机械作用,磨轮沿工件齿轮的轴向运动为变速运动,即在工件齿轮端部,运动速度变慢以增强机械作用,从而达到增大端部去除量的效果,实现光整过程中同时完成齿向修形的目的。
在优化的工艺条件下进行的加工试验结果示于图11~图13。如图12所示,齿面粗糙度Rz值从6.76μm降至1.396μm,Ra值从1.06μm降至0.15μm。需要说明的是,就工艺本身而言能得到的齿面粗糙度值要远小于这一值,从齿面轮廓图可见,被测齿面存在比较深的局部低凹点,试验中观测发现,这是原始齿面上被掩盖的沟壑经过光整又重新暴露,去掉这些沟壑需要增加加工时间,考虑到生产效率,控制了加工时间,如果剔除这些局部点的影响,则意味着可在短时间内,能使齿面粗糙度Rz值小于1μm,Ra值可接近或小于0.1μm。如图13所示,齿形精度得以保证,齿面形貌特征得以改善,同时,齿向形成3~10μm的中凸形状[9-10]。

图11 加工前后的齿轮实物
(a)加工前(Rz=6.76 μm,Ra=1.06 μm)

(b)加工后(Rz=1.396 μm,Ra=0.15 μm)图12 加工前后的齿面粗糙度
(a)加工前齿面齿貌 (b) 加工后齿面齿貌

(c)加工前齿廓 (d) 加工后齿廓

(e)加工前齿向 (f) 加工后齿向图13 非均匀机械作用电化学机械加工前后的齿面齿貌、齿廓及齿向
3 不规则表面零件电化学机械精准光整加工
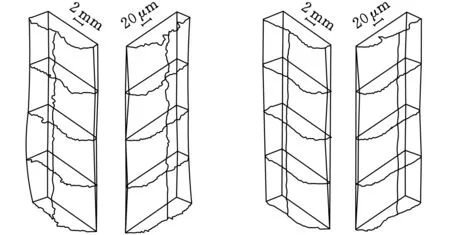
不规则表面在机械零件中大量存在。电化学机械加工不规则表面时,流场和电场的均匀性是影响精密度的主要因素,流场和电场主要受阴极工具影响。不规则表面形状变化多,为此提出电化学机械组合工具方法,并依此方法建立阴极工具库。在多数情况下,机械零件上的不规则表面可分解为几种规则表面的组合,这些规则表面的工具设计又表现出共性。在设计电化学机械加工工具时,以圆形、三角形和矩形为基本工具形状,在其基础上进行截面变种和轴向变种,构成不规则表面的手持式电化学机械光整加工工具库。通过阴极工具组合,实现大多数不规则表面加工。这一思想的好处是加工表面的规则化使得工具设计规则化,简化了工具形状和结构,降低了工具制造难度。图14所示为阴极工具的基本结构,工具库构成如图15所示,图16所示为部分常用形状的工具实物。

图14 阴极工具基本结构
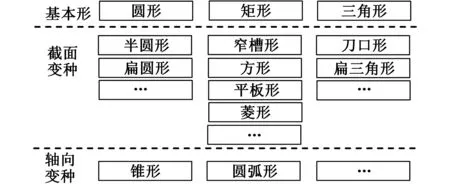
图15 手持式电化学机械光整加工工具库

图16 手持式电化学机械光整加工工具实物
将不规则表面电化学机械光整加工分解为图17所示的加工步骤,依据此步骤完成不规则表面的光整加工。不规则表面分解为相对规则的表面后,电化学加工的流场和电场的均匀性和稳定性都会提高。采用直径为120mm、材料为GCr15的平面圆盘试件模拟研究了手持式电化学机械光整加工对粗糙度和精密度的影响,结果如图18所示。结果显示,表面粗糙度Ra值从0.8μm降至0.024μm时,去除量平均值约为0.015mm,最小去除量为0.012mm,最大去除量为0.02mm,去除量在0.012~0.02mm之间波动,说明在该试验条件下,手持式工具电化学机械加工去除量的不均匀性不超过8μm,即对平面度可能造成的影响不超过8μm。

图17 不规则表面电化学机械光整加工步骤

(a)加工前后测点处的测量值
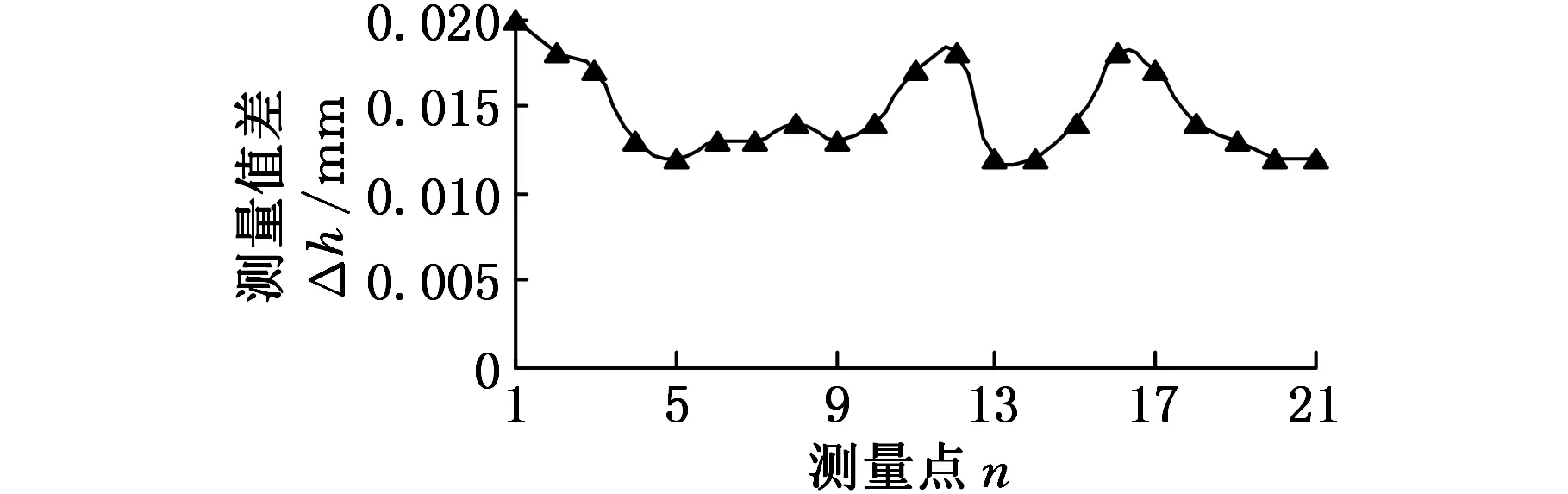
(b)加工前后测点处的测量值差图18 精度试验结果
表1所示为对带外圆弧平面、内曲面和窄槽面采用电化学机械光整加工时,不规则表面的分解方法和采用所设计的手持式工具加工获得的试验结果[11]。

表1 典型零件加工
4 结语
电化学机械加工具有同时减小零件表面粗糙度和提高表面精密度的精准光整加工能力和潜力,通过电化学机械加工轴承滚道,可实现轴承滚道光整与凸度成形复合加工;通过悬浮阴极电化学机械加工轴承滚道,可实现轴承滚道小间隙条件下的稳定加工,有利于实现粗糙度和精密度同时改善的跨尺度精确成形;通过机械作用在圆柱齿轮轴向的非均匀作用,可增大齿轮齿端去除量,实现齿面光整过程中齿向修形;通过合理设计阴极结构,针对不规则表面,采用手持式工具,可实现在保证精密度条件下试件表面粗糙度的大幅改善。
电化学机械复合加工由于具有可调整电化学作用和机械作用两个方面工艺参数的优势,具有实现精准光整加工的有利因素。目前,研究组正在开展以下工作:①面向不同材料的电化学机械精准光整加工;②将手持工具式电化学机械光整加工与数控技术相结合,形成面向自由曲面的数控式电化学机械复合精准光整加工技术;③面向齿轮、轴承等重要机械基础零部件,形成电化学机械复合精准光整加工专用技术装备。
[1]袁哲俊,王先逵.精密和超精密加工技术[M].北京:机械工业出版社,2007.
[2]Huang P, Lee W B, Chan C Y, Investigation of the Effects of Spindle Unbalance Induced Error Motion on Machining Accuracy in Ultra-precision Diamond Turning[J]. International Journal of Machine Tools and Manufacture, 2015, 94: 48-56.
[3]GuoYB,WarrenAW.TheImpactofSurfaceIntegritybyHardTurningVS.GrindingonRollingContactFatigue[J].Surface&CoatingsTechnolo-gy, 2008, 203(3/4):291-299.
[4]XuWenji,TaoBin,PangGuibing,etal.CrownModificationofCylinder-rollerBearingRacewayUsingElectrochemicalAbrasiveBeltGrinding[J].KeyEngineeringMaterials, 2008, 359/360: 335-339.
[5]陶彬.轴承滚道电化学机械凸度成型与光整加工技术基础研究[D].大连:大连理工大学,2009.
[6]马玲.滚子轴承滚道凸度电化学砂带磨削加工技术研究[D].大连:大连理工大学,2005.
[7]蔡晓.回转件悬浮阴极电化学加工技术基础研究[D].大连:大连工业大学,2015.
[8]张晓恒.悬浮阴极电化学加工间隙形成与控制基础研究[D].大连:大连工业大学,2014.
[9]庞桂兵.脉冲电化学及电化学机械齿轮光整与修型加工技术研究[D].大连:大连理工大学,2004.
[10]庞桂兵,阿达依·谢尔亚孜旦,徐文骥,等.展成式电化学机械光整加工圆柱齿轮的齿面质量与精度特性[J].机械工程学报,2011,47(19):163-167.
PangGuibing,AdayiXieeryazidan,XuWenji,etal.SurfaceQualityandAccuracyCharacteristicsofCylindricalGearsbyGenerativeElectrochemical-mechanicalFinishing[J].JournalofMechanicalEngineering, 2011,47(19): 163-167.
[11]庞桂兵,翟小兵,徐文骥,等.模具型腔表面电化学机械光整加工技术[J].模具工业,2009(3):55-59.
PangGuibing,ZhaiXiaobing,XuWenji,etal.ElectrochemicalMechanicalFinishingTechniqueforMouldCavitySurface[J].Die&MouldIndustry, 2009(3): 55-59.
(编辑王艳丽)
Study on Electrochemical Mechanical Precision Finishing Technology
Pang Guibing1Xu Wenji2Zhou Jinjin2
1.Dalian Polytechnic University,Dalian,Liaoning,116034 2.Dalian University of Technology,Dalian,Liaoning,116024
This paper summarized the research work progresses of authors in recent years, included: the combined machining technology where the shaping and finishing were realized in one process, the cross scale precision forming technology where the precision and roughness of parts might be improved at the same time and hand-held tool finishing technology for free curved surface parts by which the surface topography might be improved under the conditions of ensurence of the precision of parts. The study results indicate that, by optimizing the process system structure and parameters of electrochemical mechanical machining, the accuracy and surface topography may be improved for those parts with regular surface like gears and bearings etc, and surface topography may be improved on conditions that the precision is guaranteed for those parts with irregular surfaces.
electrochemical machining; electrochemical mechanical machining; finishing; precision machining
2015-11-04
国家自然科学基金资助项目(51275062);辽宁省自然科学基金资助项目(2014026005);辽宁省百千万人才工程资助项目(201569)
TG66
10.3969/j.issn.1004-132X.2016.19.006
庞桂兵,男,1975年生。大连工业大学机械工程与自动化学院教授。研究方向为非传统加工、精密加工、模具技术。徐文骥,男,1964年生。大连理工大学机械工程学院教授、博士研究生导师。周锦进,男,1936年生。大连理工大学机械工程学院教授、博士研究生导师。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
有色设备(2022年2期)2022-08-06
数学小灵通(1-2年级)(2022年6期)2022-06-17
哈尔滨轴承(2022年1期)2022-05-23
冶金设备(2021年4期)2021-10-29
军民两用技术与产品(2021年10期)2021-03-16
中南大学学报(自然科学版)(2020年11期)2020-12-18
重型机械(2020年3期)2020-08-24
电子制作(2018年12期)2018-08-01