
废纸酶法糖化发酵生产乙醇的研究
2016-10-19 07:40张俊苗
造纸化学品 2016年4期
废纸酶法糖化发酵生产乙醇的研究
用植物纤维原料这样的可再生资源生产乙醇燃料,是最有希望替代传统的石油燃料的方法之一。该文以旧报纸和办公废纸作为原料,用里氏木霉Rut C-30(纤维素突变异种)和黑曲霉F38混合培养生产纤维素分解酶,通过酶水解废纸中纤维素组分制得乙醇。研究发现,表面活性剂预处理对废纸酶消化率有影响,当表面活性剂聚乙二醇辛基苯基醚(Triton X-100)用量为质量分数0.5%时,旧报纸的酶消化率提高约为45%。
目前,世界上大多以淀粉和糖浆为原料生产燃料乙醇并实现工业化,从长远来看这受到规模限制和不可持续性;而以木质纤维素为原料的第二代生物燃料乙醇是决定未来大规模替代石油的关键。无论从经济和环境角度看,用木质纤维素生产生物乙醇具有诸多优势。纤维素通常含50%~80%(按干基折算)的碳水化合物,主要是戊糖和己糖单元的聚合物。大多数碳水化合物可以通过化学或生物处理用于生产生物质燃料,如乙醇。
利用工业纤维废物作为生产乙醇的原料,可大幅降低生产成本。然而,由于其结构复杂,预处理时需要破坏纤维素的结晶结构,使水解酶更容易与碳水化合物作用。目前预处理方法主要有爆破法、酸、碱、有机溶剂、碱性过氧化氢、氨水和高温液态水处理等。预处理工艺的选择直接影响到废物原料的处理,即影响到纤维素的转化率和水解酶的性能。目前,纤维素酶水解生产乙醇技术是可行的。预处理要选择高产率、低副产物、低能耗、条件温和、环境友好的处理工艺。纤维素可以被纤维素混合酶糖化发酵生成可溶性物质,混合酶包括纤维素酶(内切葡聚糖酶、外切葡聚糖酶、β-葡萄糖苷酶)和半纤维素酶β(木聚糖酶)。内切葡聚糖酶随机攻击纤维素分子链,将其分解成低聚糖,低聚糖分子链两端经外切葡聚糖酶降解为纤维二糖,再经β-葡萄糖苷酶降解成葡萄糖单糖。另一方面,木聚糖酶水解木聚糖(半纤维素的主要成分)有利于去除木素,避免木素抑制纤维素酶的活性。由多种微生物作用于组成完整的纤维素酶系统,其中,丝状真菌里氏木霉是纤维素降解微生物中的典型代表酶。这些纤维素酶是重要的工业用酶,广泛应用于食品、饲料、纺织和造纸行业等。
本研究采用里氏木霉RutC-30(纤维素突变异种)和黑曲霉F38混合培养生成纤维素分解酶,采用单独糖化发酵(SHF)法测试了多种因素对废纸生产乙醇的影响。
1 原料和方法
1.1 原料和微生物
废纸,本地收集。
表面活性剂吐温20、吐温80、TritonX-100、p-硝基苯-β-D-半乳吡喃糖苷(p NPG)、3,5-二硝基水杨酸、羧甲基纤维素(CMC)和葡萄糖等。十二烷基磺酸钠(SDS)和聚乙二醇(PEG 6000)。
检测废纸用的商品纤维素酶Novo 342、Danimax 89-2、Kamaistone K-050和Cellusoft。真菌里氏木霉Rut C-30,黑曲霉F38。
1.2 纤维素酶的生产
真菌里氏木霉Rut C-30和黑曲霉F38分别作为纤维素酶和β-葡萄糖苷酶(BGL)的接种物。作为生产纤维素酶和BGL的中性无机盐培养基组成如下(单位为g/L):尿素为0.3,KH2PO4为2,(NH4)2SO4为1.4,MgSO4·7H2O为0.3,蛋白胨为0.75,酵母膏为0.25,CaCl2·2H2O为0.4,添加1mL/L微量元素溶液(MnSO4为1.6 g/L,ZnSO4为1.4 g/L,FeSO4为5 g/L和CoCl2为2 g/L)。初始pH为4.8,3%麦麸作为碳源生成酶菌。黑曲霉置于500mL锥形瓶,其中含120 mL培养质,温度控制在30℃,旋转混合器(160 r/ min)培养5天。里氏木霉Rut C-30的培养是在容积为3.6 L搅拌反应器中进行,其工作容积1.6 L。生物反应器(碟形底玻璃夹套反应釜)安装有检测和/或控制搅拌速度、温度、pH和溶解氧浓度的仪表。培养温度控制在30℃,溶解氧保持在20%以上,pH=5(通过自动添加氨水和磷酸来调节和控制)。纤维素酶的培养是在温度120℃下消毒灭菌20min,再发酵5天后,菌丝体在搅拌速度8 000 r/min下离心过滤10 min,取上层清液备用。
1.3 分析方法
纤维素酶活采用高斯法测定滤纸酶活,滤纸酶活的单位表示为FPU。这种方法是以柠檬酸盐作缓冲液(0.05 mol/L,pH=4.8),在50 mg Whatman 1号滤纸上温度50℃培养,测量60min后0.5mL酶溶液生成还原糖的量。内切β-1,4-葡聚糖酶(或羧甲基纤维素酶)的测量是在温度50℃条件下,0.05 mol/L柠檬酸钠作缓冲液(pH=4.8),测量30 min后从0.5 mL酶溶液和0.5 mL 2% CMC混合溶液中生成还原糖的量。滤纸酶活和CMC酶活的测定是以不同的底物但以相同的原理来评价还原糖的量。还原糖采用3,5-二硝基水杨酸(DNS)法测定。
废纸在温度90℃下烘干至恒量,干燥器中冷却并称重。依据勃朗宁所描述的测定方法,绝干废纸的纤维素、半纤维素和木素的定量测定采用硫酸水解法。灰分的测定是将干燥的废纸放入马弗炉灼烧,其温度为500℃。乙醇和糖的含量测定采用高效液相色谱法配有折射率检测仪(RID)和多孔性阴离子交换树脂HPX-87H色谱柱。温度控制在60℃,5mmol/L H2SO4作为色谱分析的流动相(0.6mL/min流速)。
1.4 废纸制备
废纸切成尺寸为1 cm×1 cm,在温度60℃去离子水中浸渍6 h,浆浓为10 g/L,温和地搅拌以去除油墨。多次反复挤压以除去水分;然后,将浸渍后的废纸置于温度50℃烘箱中干燥24 h。烘干的废纸样用磨机碎解处理5 min,转速1 500 r/min,以消除纤维素结构的物理障碍;最后,废纸用温度60℃的稀磷酸(3 g/L)处理2 h,用去离子水洗至pH呈中性;然后,在干燥箱中烘干至恒量,温度控制在50℃。
1.5 酶消化试验
由里氏木霉Rut C-30和黑曲霉F38恢复活力的粗酶首先采用冻干浓缩,并悬浮于20 mmol/L柠檬酸盐缓冲液(pH=4.8)中,再经混合得到最终的酶浓度如下:活性3.5 U/mL的FP酶,1.5 U/mL的内切葡聚糖酶,20 U/mL的β-葡萄糖苷酶和80 U/mL的木聚糖酶。这种混合物同时与其他工业纤维素酶(Novo 342,Danimax 89-2,Kamaistone K-050和Cellusoft)进行对比,测试其用于预处理废纸生产可发酵糖的能力。取1 g预处理的废纸(办公废纸,旧报纸)在温度40℃下以不同纤维素酶培养,完成生物质的酶解糖化。具体步骤如下:在250mL具塞烧瓶中加入废纸样和酶,并加入50 mmol/L柠檬酸盐缓冲液(pH=4.8),使总液体体积为50mL。用一个可控搅拌器控制烧瓶内搅拌转速为150 r/min。所有纤维素酶的用量都固定为10 FPU/g(干物质)。发酵培育48 h后,从产物中取样,以6 000 r/min离心分离10min,上层清液用于分析总还原糖,用DNS法测定。
糖化率计算公式:

在所有的分析测定中至少有3组平行样品,数据取3次测定值的平均值。
1.6 表面活性剂预处理对酶消化率的影响
表面活性剂预处理方法如下:称取10 g预处理的办公废纸和旧报纸放入500mL烧瓶中,加200 g去离子水;加入0.5%(对绝干废纸质量)表面活性剂(吐温20、吐温80、Triton X-100、SDS和PEG 6000)于烧瓶中,温度40℃,转速250 r/min,搅拌2 h。预处理后,湿的固体进行离心分离,用3 L去离子水彻底洗涤以去除表面活性剂;然后,在干燥箱中干燥,温度50℃,过夜。酶消化率的测定方法如上所述。
1.7 废纸水解发酵制乙醇
所有的发酵试验都使用酿酒酵母CTM-30101。办公废纸采用单独糖化发酵(SHF)生产乙醇,废纸水解糖化产物经过滤消毒灭菌后作为发酵培养液。发酵培养试验在1 L三角瓶中进行,加入200 mL补充了氮源的培养液,形成YMP培养基(含3 g/L酵母提取物,3 g/L麦芽提取物和5 g/L蛋白胨)。三角瓶接种5%的酵母菌悬液,酵母菌悬液是在含有10 g/L的酵母提取物、10 g/L蛋白胨及20 g/L的葡萄糖的YPG培养基上培养15 h而获得。空白对比发酵也是用YMP培养基,但补充加入试剂级葡萄糖使其达到用于废纸单独糖化发酵过程的水解产物的相同浓度。在温度30℃下进行,150 r/min回转式震荡下培养繁殖。样品72 h后收集,并在12 000 r/min离心10min。无微生物细胞的上层清液用于测定产生的乙醇和糖的消耗。细胞生长情况由读取光密度来直接监测。
2 结果与讨论
2.1 酶法生产废纸水解酶制剂
表1显示了粗纤维素酶的生产水平和BGL的里氏木霉Rut C-30和黑曲霉F38分别经过5天的培养情况[表中,总纤维素酶活(FP)、CMC、p NPG和木聚糖酶活性(木聚糖)作为酶活性的测定底物]。
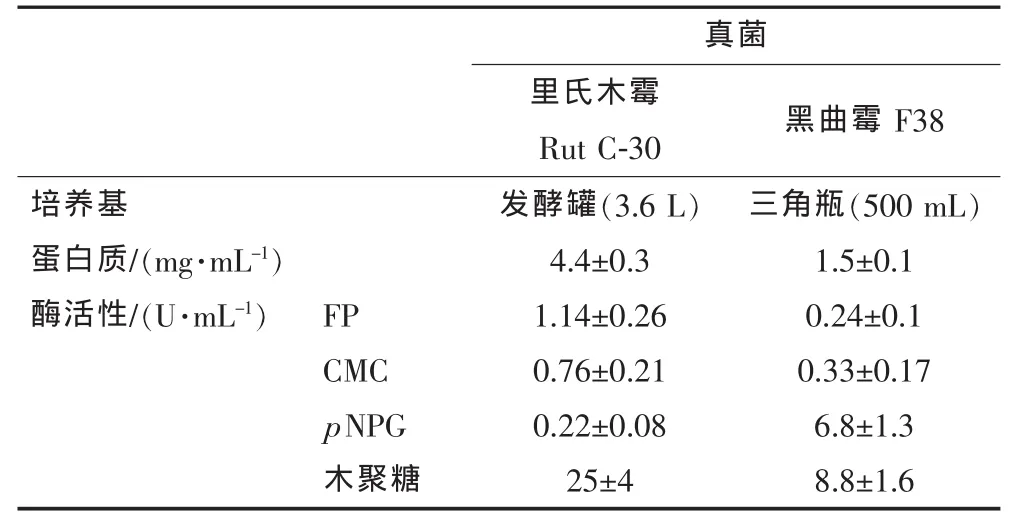
表1 里氏木霉Rut C-30和黑曲霉F38培养5天产生粗纤维素酶
Rut C-30纤维素酶可用于估计滤纸的酶活性(1.14 U/mL)和CMC酶的活性(0.76 U/mL),但BGL酶活性(0.22 U/mL)较小。相反地,黑曲霉酶有较小的滤纸酶活(0.24 U/mL)和CMC酶活(0.33 U/mL),而BGL酶活达到6.8 U/mL,高出了数倍。里氏木霉是一种丝状真菌纤维素酶,但它具有低的BGL酶活性,导致纤维二糖积累,它在水解过程中产生抑制,是最终产物的抑制剂。值得注意的是,添加BGL以减小纤维二糖酶的抑制作用。
另一方面,木聚糖酶活性主要由2种培养方法获得。这种酶可能在半纤维素降解过程中起重要作用。许多研究者报道了木聚糖酶是一种能够显著提高纤维素酶水解纤维素活性的酶剂,而半纤维素被认为是纤维素水解的障碍物质,阻碍酶进入纤维素。
2.2 废纸组成
表2是废纸(办公废纸、旧报纸)的生化特性分析结果(分别4个平行试样并分别标记为序号1~4)。
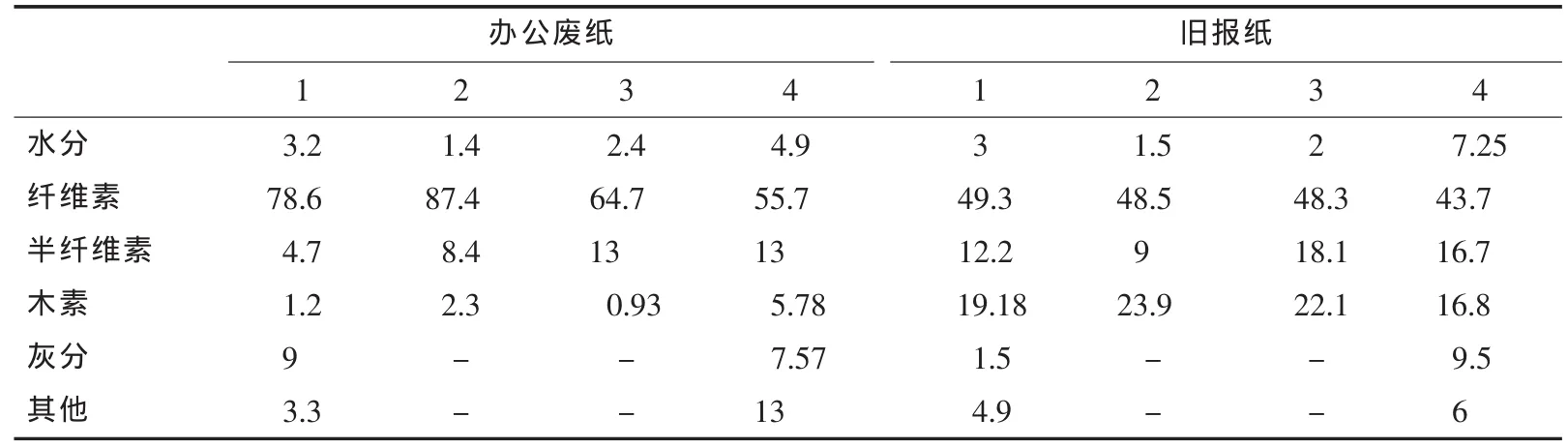
表2 废纸的生化特性分析结果w/%
表2列出了不同的研究所测定得出的办公废纸中纤维素含量,质量分数从55.7%~87.4%不等,最高纤维素含量为87.4%;最低的半纤维素和木素含量分别为4.7%质量分数和0.93%质量分数。这一特性更适合糖化发酵生产,因为少量的半纤维素和木素对酶法水解纤维素产生较小阻碍作用。有研究曾测定出办公废纸的纤维素含量较低(55.7%),可能是因废纸样品中有无机物涂布纸(含量达13%)。另有研究证实,不仅原生纸浆会影响纤维素含量,而且不同的测定方法也影响其生化成分的测定结果。鉴于此,必须选择适宜的方法,尽可能使碳水化合物的损失量控制在最小范围内。
由表2还可见,与办公废纸相比,旧报纸含有较多的木素(23.9%)和半纤维素(18.1%),纤维素含量较少(43.7%)。旧报纸的这一组成特点使纤维素水解程度受限,不过可通过使用多种水解酶协同作用来克服。
2.3 酶消化试验
在使用酶以前对酶制剂的水解性能进行评估是很有必要的。图1是使用不同的纤维素酶水解反应48 h后的糖化度。
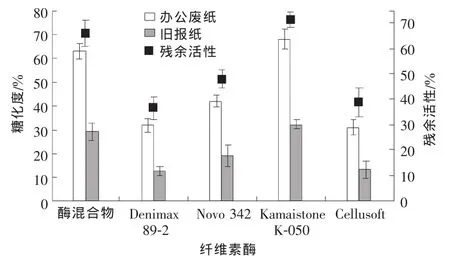
图1 不同纤维素酶水解反应48 h后的糖化度
由图1可知,酶混合物和纤维素酶Kamaistone K-050表现出较好的功能稳定性,并分别能够保留约66%和71%初始活性。其原因可能是由于它们有良好的热稳定性。操作稳定性是酶在工业应用中非常理想的特性,特别有利于连续糖化过程和显著降低纤维素乙醇发酵的生产成本。值得注意的是,这2种酶制剂分别来自里氏木霉Rut C-30和黑曲霉F38,他们协同使用比单独使用能显著提高废纸的水解率(数据未显示)。这表明混合酶非常适合废纸的糖化发酵。
2.4 表面活性剂预处理对酶消化率的影响
众所周知,添加表面活性剂对木质纤维素酶水解有显著改善作用;然而,以往的研究是在水解阶段加入表面活性剂。本研究选择了5种不同的表面活性剂,考察了当表面活性剂用量均为质量分数0.5%时纤维素酶解对废纸中木质纤维原料的影响,结果见图2。

图2 不同的表面活性剂对预处理后废纸中纤维素糖转化率的影响
由图2可见:所有表面活性剂均能提高旧报纸的水解效率,但办公废纸水解效率无明显提高;Triton X-100用量0.5%时能提高旧报纸消化率约45%。Triton X-100是非离子型表面活性剂,可显著提高废纸或再生纸的糖化率。如图2所示,由于旧报纸中木素含量相对较高,木素对纤维素酶解有一定的影响,会抑制纤维素酶解能力,可通过在酶解液中添加表面活性剂加以改善。研究者认为,表面活性剂的加入主要是减少木素对纤维素酶的吸附作用。已经有研究者提出了几种机理作用,表面活性剂的加入可以显著提高纤维原料的纤维素糖转化率,且底物中木素含量越高,其纤维素转化率的提高幅度也越大。而办公废纸含相对较低的木素可以解释表面活性剂预处理后相对较低的糖转化量,只有Triton X-100预处理后旧报纸可以维持较高的糖转化率。
2.5 废纸水解产物的乙醇发酵
研究发现办公废纸生产乙醇产量高于以往以造纸污泥作为原料生产乙醇。底物用木糖发酵酵母在以分步糖化发酵(SHF)和同步糖化发酵(SSF)工艺下培育72 h。SHF法可以达到较高的转化率,乙醇产率相当于1 g总糖约得到0.27 g乙醇。
在YMP介质对比发酵中,发现葡萄糖和乙醇有类似的表现。最大的乙醇质量浓度(9.6 g/L)比SHF法稍高,经36 h培育后,可获得相当于产量为0.26 g乙醇每升每小时和0.42 g乙醇每克总糖。观察细胞生长或酒精发酵有细微差异,结果表明,办公废纸的水解物无任何显著抑制微生物生长的物质。
图3显示了2个典型的发酵工艺过程中水解时间与葡萄糖浓度、乙醇浓度和磷酸预处理关系(图中:SHF工艺,“■”为葡萄糖,“●”为乙醇,“▲”为增长水平;对照工艺YMP,“□”为葡萄糖,“○”为乙醇,“△”为增长水平。
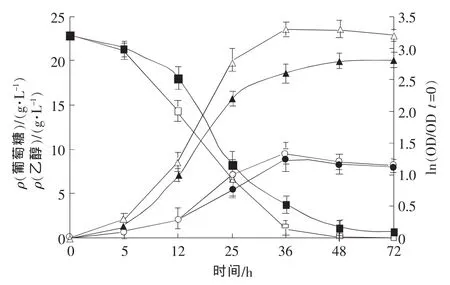
图3 2个典型的发酵工艺过程中水解时间与葡萄糖浓度、乙醇浓度和磷酸预处理的关系
3 结论
旧报纸和办公废纸可作为可发酵糖的生产原料,SHF可以使降解的糖转化为乙醇。由里氏木霉Rut C-30和黑曲霉F38培育的纤维素酶和BGL,分别证明了糖化发酵废纸生产乙醇的可行性。在最优水解条件下,从废纸中释放的糖随后被生物转化为乙醇。
(张俊苗编译)
猜你喜欢
干旱地区农业研究(2021年4期)2021-08-11
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02
核化学与放射化学(2021年2期)2021-04-20
食品研究与开发(2021年1期)2021-01-21
西夏学(2020年2期)2020-01-24
中国调味品(2018年11期)2018-11-15
中央民族大学学报(自然科学版)(2017年1期)2017-06-11
中国酿造(2015年7期)2015-04-12
中国酿造(2014年9期)2014-03-11
