
高精度激光切割运动控制系统的设计
2016-10-18 03:17郑佳晶张金凤雒晓文
电子工业专用设备 2016年9期
郑佳晶,张金凤,雒晓文
(中国电子科技集团公司第四十五研究所,北京100176)
高精度激光切割运动控制系统的设计
郑佳晶,张金凤,雒晓文
(中国电子科技集团公司第四十五研究所,北京100176)
介绍了激光切割运动控制系统的构成及原理;设计基于GALIL运动控制卡的运动控制系统,采用全闭环的运动控制方式,使系统的精度和加工质量都得到提高;经过工艺实验及测试,可满足当前切割工艺对设备精度的要求,并获得客户的认可。
激光切割;GALIL运动控制卡;全闭环运动控制;伺服电机
随着激光技术的不断发展以及激光技术深入半导体行业,激光已经在半导体领域多道工序取得成功应用。广为熟知的激光打标,使得精细的半导体芯片标识不再是个难题。激光切割半导体晶圆,一改传统接触式刀轮切割弊端,解决了诸如刀轮切割易崩边、切割慢、易破坏表面结构等诸多问题。近年来光电产业的快速发展,高集成度和高性能的半导体晶圆需求不断增长,硅、碳化硅、蓝宝石、玻璃以及磷化铟等材料作为衬底材料被广泛应用于半导体晶圆领域。随着晶圆集成度大幅提高,晶圆趋向于轻薄化及晶粒密集度的显著增加,对激光加工设备的精度性能提出了更高的要求。本文主要对激光切割设备的运动控制系统进行设计,采用全闭环的控制方式,实现稳定高精度的运动平台,经客户使用和测试,可以满足目前激光切割对工作台精度的要求。
1 激光切割设备结构简介
如图1所示,应用于半导体行业的激光切割设备是精细微加工设备的一种,它是一台集光纤激光器、工控机、伺服运动控制、电气控制、检测技术等于一体的自动化设备,从外观上来说,主要有两大部分组成:机械部分和电气控制部分。机械部分主要包括加工平台、大理石平台(主要用于保证加工平台的稳定性和精度要求)、气动结构、设备整体机架、光纤激光器等。电气控制部分主要包括工控机操作界面、伺服运动控制、电气控制、检测传感器、CCD影像处理系统等。整个设备采用全封闭安全设计,加工时仅有前推拉门安全窗口观察设备内部的加工情况,安全窗口激光透过率仅仅是10-5,保证操作人员的安全。设备的每个可拆卸门板处安装有传感器,当激光出射过程中任何一处传感触点未感应则设备发生报警且激光出光中断。设备主要应用于GPP切割,蓝宝石切割及碳化硅切割等。
产品优点:定位精准,加工精度高(xy轴定位精度:±3 μm,分辨率为0.1 μm,移动速度≤150 mm/s,最小切割线宽10 μm)、加工效率高,满足批量生产。
2 激光切割设备电气控制系统
2.2.1电气控制总体结构图

图1 设备外观图
如图2所示,整个设备采用xyzw四轴联动运动控制系统。xy轴采用 COPLEY驱动器和AKRIBIS直线电机,直线电机优点:定位精度高、反应速度快、结构简单、工作安全可靠、寿命长、机械摩擦损耗几乎为零。xy平台相互垂直叠加用于精确移动工件位置,x轴平台安装于大理石基台实现x方向的精确位置驱动,y轴垂直安装于x轴之上实现y方向的精确位置驱动。z轴安装于大理石龙门架上,实现激光焦点的精确定位,Z轴采用松下A5系列伺服电机和驱动器,采用位置闭环控制系统。其重复精度为4 μm,移动速度≤25 mm/s,分辨率为0.1 μm。w轴采用安川DD电动机,构成旋转承片台,实现承片台的旋转功能,运动工作台如图3所示。
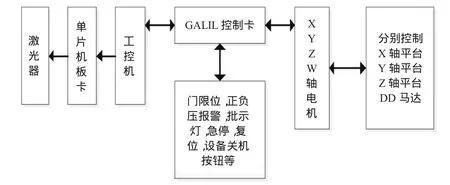
图2 电气控制总体结构图
整个伺服运动系统通过GALIL运动控制卡进行精确控制,GALIL运动控制卡通过改变发出脉冲的频率来改变电机的运动速度,同时改变发出脉冲的个数来改变电机的运动位置,它的脉冲输出模式包括脉冲/方向、脉冲/脉冲方式,脉冲计数可用于编码器的位置反馈,构成位置闭环控制系统,来检测机器运动的准确位置,时时纠正电机运动过程中产生的误差。同时,GALIL运动控制卡与工控机通过以太网进行通信,以便用上位机界面可以精确、方便地控制电机的运行,从而更好地进行工件的精细切割。
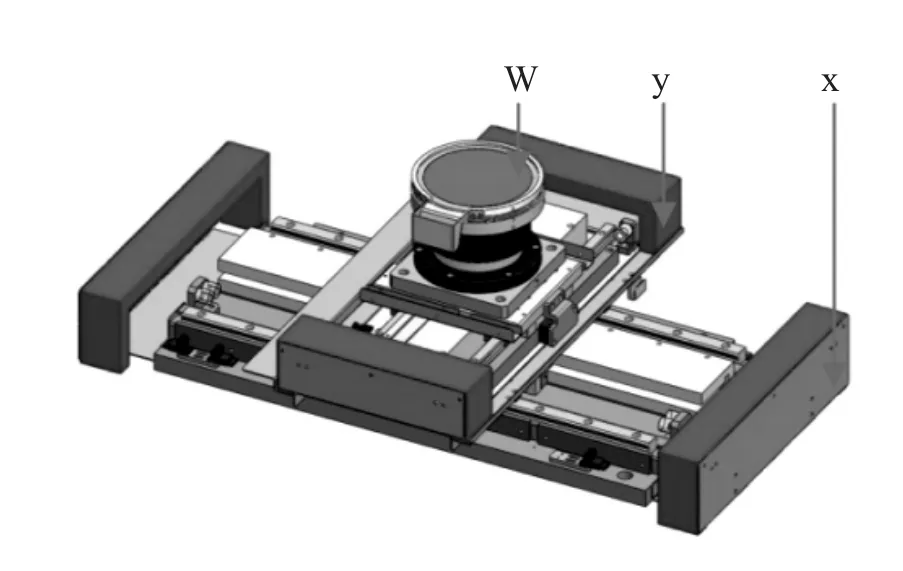
图3 工作台结构
2.2.2GALIL卡运动控制模块
如图4所示,GALIL卡运动控制模块主要包括各个轴的正、负、原点限位信号、GALIL运动控制核心、电机和驱动器执行部件。在一般的运动控制设备中,设备上安装的限位开关都是机械开关或者光电开关,这两种开关都有一定的缺陷。机械开关有一定的弹性变化范围,用的时间稍长后,其弹性系数会发生变化,同时也会有一定的机械磨损,这些都会带来位置偏差,而光电开关本身具有一定的感应范围,电机运动的速度和方向不同时,都会带来一定的偏差,而本文设计的x、y、z轴的限位信号采用的是光栅尺自带的标刻限位,比一般的光电限位更加精确。在这里限位信号的主要作用是:(1)防止电机出现过冲现象。当电机运行到正负限位时,就自动停止运动,防止对设备造成破坏。(2)起到坐标定位的作用。设备第一次上电时,电机会自动运行,进行寻向操作,寻找到设备的正负限位及原点。具体过程如下:上电后,x、y、z轴电机依次向规定的正向运动,到正限位后,向相反的方向移动,寻找到第一个原点作为坐标原点,继续向负限位移动,当找到负限位后,电机向正向移动,到达原点后,停止运动,然后y轴电机开始重复这样的操作,直到所有的电机完成此项操作,整个设备伺服系统的寻向过程才算完成。GALIL运动控制卡通过发送脉冲信号和方向信号给驱动器来控制电机的精确运动,同时,光栅尺或者编码器把信号反馈到驱动器,经过驱动器处理后再反馈给GALIL卡,GALIL卡接收到反馈的信号后时时调整发送的脉冲信号,这个就构成了一个完整的伺服运动控制系统。
2.2.3全闭环电机伺服系统
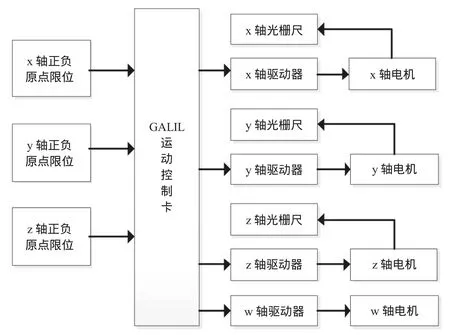
图4 运动控制模块图
全闭环伺服系统原理如下图5所示,检测装置直接对整个工作台的实际位置进行检测,转变为电参量后反馈到输入端与输入信号相比较,把得到的差值经过放大和变换,最后驱动电机向减少误差的方向移动,直到差值等于零。常见的位置检测器有编码器、光栅尺、磁栅等。全闭环伺服系统将位置检测器安装在整个工作台上,从而获得整个工作台精确的实际位置,其精度主要取决于工作台上位置检测器反馈数据的精度,其定位精度甚至可以达到亚微米量级,主要应用于高精密的自动化设备。

图5 全闭环伺服系统
本文设计的切割设备主要用于精细微加工切割,因此需要使用全闭环伺服系统,使用雷尼绍的光栅尺作为位置检测器,用于整个加工台面的位置检测,然后反馈到驱动器,最后反馈到控制卡,其最高精度可达±3 μm,很好地满足了设备加工的要求。
3 运动参数设定及测试
运动调试软件主要包括GALIL TOOLS及COPLEY驱动器调试软件CME2。GALIL运动控制卡采用脉冲、方向的控制方式,在驱动器里实现电流环,速度环和位置环的PID参数的设定。电流环的调试采用自动调试方式,速度环和位置环则采用人工手动调试。调整位置比例因子Pp以减小跟随误差;将速度前馈因子和加速度前馈因子设为0;速度前馈因子Vff会产生跟随误差。在恒速运动过程中,通常设为16384(100%),在加速或减速过程中加速度前馈因子会产生跟随误差,位置比例因子过大会引起震荡。图6为位置环调试运动曲线。
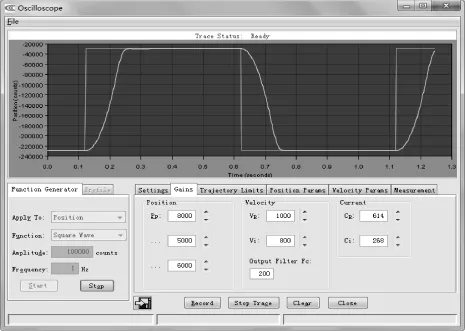
图6 位置环调试运动曲线
控制系统调试后,对每个轴进行了累计误差和重复精度的测试,表1为测试结果。从测试结果可以看出,系统的定位精度和重复精度都较高,可以进行样品切割实验。
在实际测试过程中,进行了样品的切割,运行速度控制在150 mm/s,样品如图7所示,达到了客户提出的技术要求。

表1 各轴累计误差与重复精度记录表
图7 切割样品图
4 结 论
本文主要论述了高精度切割设备在半导体领域的成熟应用。并结合实际生产需要设计了较高精度的的运动控制系统。经过反复调试及划切实验,达到了期望的运行速度和精度。
本系统的实际作用在于提高了激光切割机的品质,使加工的工件表面精度与质量都得到大幅度的提高,整机的柔性与稳定性也得到很大的改进,使激光切割机的故障率降低,自动化水平和工作效率得到提高。
[1] 廖晓钟,刘向东,王维升.控制系统分析与设计[M].北京:清华大学出版社,2008.
[2] 张文彬.激光加工中切割PZT陶瓷的控制改进[J].电子工业专用设备,2016,45(2):49-53.
[3] 刘广瑞.激光切割机的运动轨迹控制系统设计研究[J].郑州大学学报,2011,32(6):71-73.
Design of High Precision Motion Control System for Laser Cutting
ZHENG Jiajing,ZHANG Jinfeng,LUO Xiaowen
(The 45thResearch Institute of CETC,Beijing 100176,China)
The structure and principle of the laser cutting motion control system are introduced in this paper.The motion control system is designed based on GALIL motion control card.The motion control method with full closed loop is used to improve the precision and machining quality of the system.By the process experiment and testing,the system can meet the current cutting process on the accuracy of the requirements of the equipment,and get customer acceptance and praise.
Laser cutting;GALIL motion control card;Full closed loop control;Servo motor
TN305
B
1004-4507(2016)09-0003-05
郑佳晶(1986-),女,毕业于东北大学,研究生学历,现在主要从事激光加工专用设备研究工作。
2016-08-01
猜你喜欢
机电工程技术(2022年8期)2022-09-22
中国特种设备安全(2022年6期)2022-09-20
北华大学学报(自然科学版)(2021年3期)2021-07-13
电脑爱好者(2020年6期)2020-05-26
哈尔滨轴承(2020年4期)2020-03-17
科技创新与应用(2019年32期)2019-12-02
大众科学·上旬(2019年10期)2019-10-21
猪业科学(2018年4期)2018-05-19
新能源科技(2018年1期)2018-02-17
北京航空航天大学学报(2017年5期)2017-11-23
