茶叶加工自动化萎凋技术的研究*
2016-10-14 17:37陈加友
福建轻纺 2016年9期
陈加友
(福建省安溪茶业职业技术学校,福建 泉州 362400)
茶叶加工自动化萎凋技术的研究*
陈加友
(福建省安溪茶业职业技术学校,福建 泉州 362400)
文章提出一种模块化集成式茶叶加工自动萎凋机,采用PLC系统控制,对其风机、加热元件、电机传动、检测原件等进行时时监控、反馈及调节,保持适合茶叶萎凋的理想环境,实现了茶叶生产流程的自动化运行、工艺参数精准化执行、生产进程智能化调度,提高了生产效率和产品质量。
茶叶;加工;自动化;萎凋
职业学校学生喜欢探索,每当有小成就受到表扬和鼓励就会热爱学习,尤其是茶乡机电、电子类的学生,对制茶工艺比较熟悉,因此,让学生参与茶叶机械的控制设计工作,不但提高了他们的学习热情,满足了他们渴望求知的迫切愿望,也让他们发挥潜能,敢于动手,敢于思考,勇于探索,勇于创新,为将来踏入社会打下坚实基础。
让学生参与研究的是茶叶加工自动化萎凋技术的设计。我国茶叶分6大茶类有红茶、白茶、绿茶、黄茶、黑茶、青茶,不同茶类加工工艺方法不尽相同[1-2]。根据不同茶叶的加工工艺,把茶叶加工过程中的每道工艺进行有效组合,研制出了有针对性工艺的萎凋设备,不仅可以让用户根据不同的茶叶加工工艺进行组合,而且能更精确的设计每道加工工艺技术参数,从而达到精确控制,精确加工,提高茶叶生产的品质。
1 茶叶制作工艺路线
目前国内茶叶加工自动化水平、机械智能化较低,茶叶的自动生产流水线还处在起步阶段,普遍采用的茶叶加工设备仅实现单机化,要实现茶叶加工全流程自动化的难度更大、控制更复杂[7-9]。为实现茶叶加工高质高效、节能减排降耗生产,减少人为因素影响、降低工人劳动强度,在茶叶加工生产行业采取自动化和数字化技术是行业未来发展趋势[10]。
此次带学生进行设计的项目是基于机理符合茶理的理念,根据乌龙茶、红绿茶等茶叶传统制作工艺,在实现单机智能作业与智能传送的基础上,利用总线控制技术进行模块化集成,并通过各种数字传感技术实现制茶全流程的闭环控制与自适应调整,是一种适合茶叶自动连续加工的高效节能型、清洁生态型数控茶叶装备,能够实现“机器换人”,大幅提高生产效率,同时该产品还可以根据不同茶类、生产规模、工艺等生产要求进行模块匹配与重组,具有更广泛的适应面。
工艺路线如图1所示:
2 设计依据
根据目前已有的茶叶清洁化生产线的使用情况进行分析并探索传统茶叶加工工艺,研制出模仿自然天气的模块化新型茶叶自动生产线,该生产线主要由杀青模块、萎凋模块、解块模块、揉捻模块、发酵模块、烘干模块等6大模块组成,以功能设备模块化为基础,通过对功能设备模块和物体流量设备模块的控制,组构成可符合不同茶叶加工工艺的模块化生产线,具有清洁化、自动化等特点。
项目主要针对生产线上萎凋模块来研究,结合茶叶的萎凋形式、不同萎凋时间、不同茶叶的萎凋要求以及节能减排的要求,研究一款自动化萎凋创新技术。设计保持着机理符合茶理的原则,各参数指标合格甚至领先行业,节能减排且能源转化率大大提升的自动化萎凋设备。
3 设计方案
萎凋是茶叶生产过程的必要工序[1]。以乌龙茶为例,传统做法是将茶叶晾在青后的鲜叶1~1.5kg置笳篱中,翻松后薄摊于青架上,放在凉爽处,使鲜叶中的各部位水分重新分布均匀,散发叶间热量,均匀有效提高茶叶失水率和化学变化速度。这样就需要人工摊青、翻青,工作强度大,并且,受天气的影响严重,很大部分茶叶在阴雨天无法加工,品质也受影响[4-6]。
自动化萎凋创新的设备是由匀料装置、进料装置、进风装置、摊叶装置、日光采集、加热装置、控制装置等组成,如图2所示。通过与输入端相连的温、湿度控制系统,利用循环风温湿度处理、冷热风供应、红外线等技术,首选太阳能、风能等对密布的网带上茶叶鲜叶进行处理,且控温、通风。设备主要性能指标和技术参数如表1所示。自动化萎凋首先选用太阳光萎凋,当太阳光不过的时候部分开启设备本身的加热系统,再次到太阳落山是运用机组本身的加热系统。首先体现了设计整体节能减排,其次不管哪种方式都通过数控控制系统进行监控、反馈,3个方式智能调换。该设计克服了传统加工工艺在阴雨天会不能制好茶,不能萎凋的缺点,实现了茶叶模仿天气的萎凋问题,摆脱了看茶做茶的瓶颈。
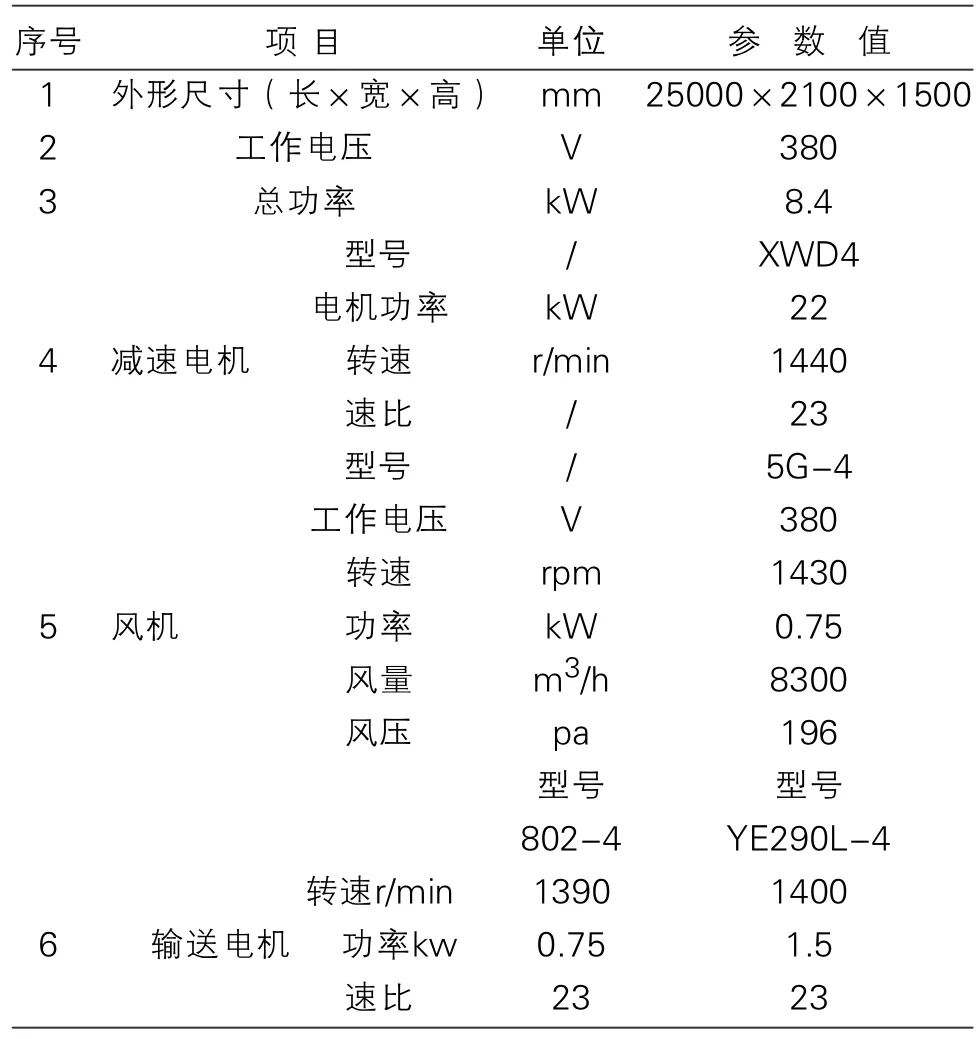
表1 茶叶自动化萎凋设备主要技术参数和性能指标
4 自动萎凋设备控制系统设计
4.1 系统电控设计及说明
4.1.1 主传动电机控制系统
电动机启动时电流是工作电流的4-7倍,若采用变频器来控制系统主传动电动机的启动和停止,如图3所示。选用变频器可实现电动机的变速运行、调整电动机的输出功率,从而达到控制摊叶厚度和茶叶流量的目的。另外,采用变频器能最大程度消除电压下降,能在零频零压时逐步启动,保证电机稳定运转,不会因为过载或电流太大而烧掉,能更好的保证电机寿命,减少机械传动部件的磨损,从而降低维护成本,提高系统的稳定性[2]。通过其他配合控制设备和仪器,还可以实现系统化组网的一体化开发应用,实现对茶叶萎凋过程各个参数的集中采集和控制。
4.1.2 传送带电机控制系统
为了实现对茶叶的自动搬运,系统的传送带电机采用三相电机接线方式、三角形负载连接供电,如图4示;通过总线与PLC连接,实现生产过程的自动控制。
4.1.3 PLC控制系统
系统采用可编程控制器PLC(台达ES2型)配合嵌入式系统实现人机交互操作,用户可通过人机界面(触摸屏)输入萎凋的工艺技术参数,让系统控制各模块装置工作[6-8]。可实现以下功能:
4.1.3.1 开关量逻辑控制。
PLC取代了传统的继电器控制电路[3],实现顺序控制、逻辑控制,既可用于单台设备的控制,也可用于多机联控及自动化生产线,从而可通过变频器对红茶生产过程中的各电机开关量进行有效的远程控制。
4.1.3.2 模拟量控制。
萎凋生产过程当中,湿度、温度、风速等都是连续变化的模拟量。为了让PLC准确处理模拟量,必须实现模拟量与数字量之间的转换。配套的A/D和D/A转换模块,使PLC完成模拟量采集和控制。
4.1.3.3 运动控制。
茶叶的流动性并不好,需均匀的摊放在输送装置内。系统采用PLC驱动伺服电机和步进电机构成的多轴位置控制模块,实现直线运动和圆周运动,均匀的将茶叶平摊在输送装置上面。当红外开关感应到茶叶,可以自动停止,当萎凋时间结束时再将茶叶传输出去,从而实现整个输送装置的运动控制。
4.1.3.4 数据处理。
传统人工制茶都是依靠经验,导致每一批次的茶叶品质很难统一。利用PLC具有数学计算、数据转换、数据传输、查表、排序、位操作的功能,完成茶叶发酵过程数据的分析、采集及处理。这些数据与存储在存储器中的设定值进行比较进而控制操作,也可利用通信功能传送到别的智能终端,或制成表格打印出来。对生产数据进行匹配,分析出不同茶叶不同技术参数对质量的影响,从而精准定位每款产品口感、外观等,让自动生产线制作出来的茶叶标准统一,产品更具有较强市场竞争力。(见图5)
4.1.4 人机界面(见图6)
4.2 程序设计
4.2.1 控制要求
将所有传送带、温湿度模块、气动元器件集中到主配电柜中控制,使用户仅需通过人机界面即可轻松做茶;使萎凋的传送带实现逻辑运动、萎凋组的温湿度动态平衡、萎凋定时控制。
4.2.2 元件说明
元件说明如表2所示。
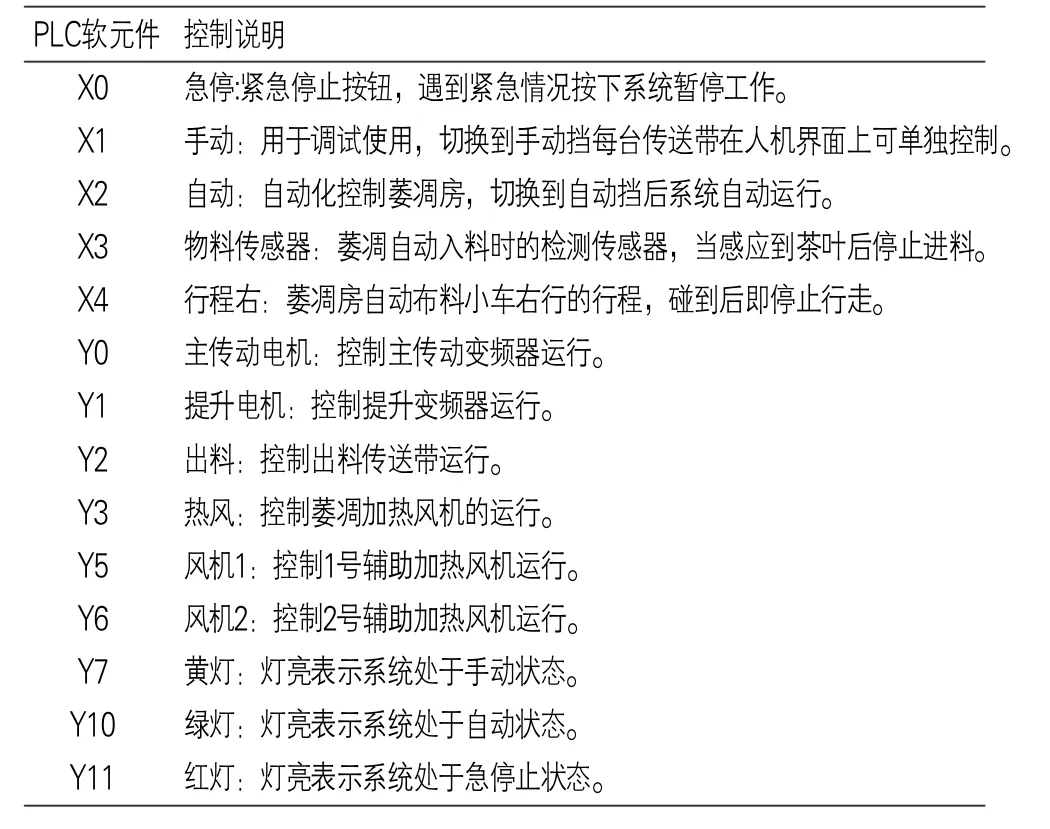
表2 元件说明
4.2.3 控制程序(见图7)
(1)传送带控制
用户只需在人机界面按下(参考图6)进料启动、进料停止、出料启动、出料停止按钮,萎凋系统就会根据用户在人机界面所给的指令去驱动各传送带运行,从而将茶叶轻松送入萎凋组内或将萎凋完成的茶叶送出萎凋组外。
(2)萎凋控制
当茶叶进入到萎凋组后,用户只需在人机界面设定好萎凋的工艺参数,然后按下萎凋启停按钮即可开始萎凋。萎凋控制中由以下3个模块组成: a.萎凋计时;b.温度控制;c.传送控制
4.2.4 萎凋机操作
5 现场应用

表3 不同萎凋方法的比较
根据不同制茶工艺,对茶叶加工模块的合理性配比,同时对各个模块的控制系统进行有机的结合在一起。使用PLC作为控制系统的核心,并结合交流伺服技术、传感器技术、气动技术实现对自动生产线输送系统的控制。PLC控制台将各控制模块按工艺步骤连接为一个整体[1],将各环节分别做成各控制单元,在总台对各环节进行控制。中央控制室可实现整套模块系统控制,全程利用微机单元控制,实现可视化操作。以红茶控制系统为例,根据茶叶制作工艺需要,只需将萎凋模块、揉捻模块、解块模块、发酵模块、烘干模块等几个模块的控制系统通过“以太网”连接起来,即可组合成红茶控制系统,生产线现场外观图如图8所示。
6 结语
传统萎凋采用架子探访走水,这样的方式茶叶失水的速度慢,时间太长,且不均匀,会导致加工后茶叶的香气低下,叶底昏暗,汤色浑浊,茶汤苦涩,带青草味。基于研究的自动萎凋机,开展与传统室内萎凋的性能对比实验,结果如表3所示。
由表3可知,自动萎凋机所需时间较传统室内自然萎凋缩短了36%以上,萎凋中水分散失速率提升33.3%,且大幅减少了人力,萎凋效果更均匀。
研究采用茶叶加工自动萎凋集成创新技术,实现茶叶生产流程自动化运行、工艺参数精准化执行、生产进程智能化调度,减少工人劳动强度,减少资源消耗,避免茶叶加工二次污染,达到自动清洁全天候、节能减排降耗生产。全天候萎凋化茶叶自动生产线解决了茶农对不同茶类加工的需求[1],降低了茶农的投入成本,提高了生产效率和产品质量。
[1] 陈加友. 全天候模块茶叶自动生产线的开发与应用[J]. 福建农机,2015,(3):13-18.
[2] 李国明,胡鸣. 变频器技术在锅炉风机上的应用[J]. 应用能源技术, 2007,(4):28-30.
[3] 牛海涛. 浅谈工业自动化中PLC的应用[J]. 世界家苑, 2013,(8):394-394.
[4] 黄藩, 董春旺, 朱宏凯, 叶阳, 张成, 何华锋, 张坚强. 红茶萎凋中鲜叶理化变化及工艺技术研究进展[J]. 中国农学通报,2014,(27):275-281.
[5] 滑金杰, 袁海波, 江用文, 刘平, 王伟伟. 萎凋过程鲜叶理化特性变化及其调控技术研究进展[J]. 茶叶 科学,2013,(05):465-472.
[6] 吴晓强,黄云战,周红杰,赵永杰. PLC在普洱熟茶生产车间温湿度控制中的应用[J]. 广东农业科学, 2014,(21):168-171,191,237.
[7] 吴新道,朱汉珍,马文烈,曹玉林. PLC与模糊控制在名优茶杀青加工中的应用[J]. 农机化研究,2008,(12):156-159.
[8] 胡光华, 李浩权, 赵超艺, 刘清化, 凌彩金, 赵锡和. 红条茶清洁化连续加工生产线研究与应用[J]. 中国农机化学报,2013,(02):109-112,138.
[9] 徐惠敏. 炒青茶生产线自动控制系统的研究—基于PLC与组态软件[J]. 农机化研究, 2012,(01):199-202.
[10] 肖宏儒, 朱志祥. 茶叶机械化加工装备技术发展趋势[J]. 农业装备技术. 2005,(06)。
TP23
A
1007-550X(2016)09-0050-05
10.3969/j.issn.1007-550X.2016.09.006
国家“十二五”科技支撑计划项目(2014BAD06B06);福建省科技重大专项项目(2015N3004)。
2016-08-16
陈加友(1969-),男,高级讲师,主要从事机电和茶叶的教育教学工作。
猜你喜欢
茶叶通讯(2022年2期)2022-11-15
煤炭加工与综合利用(2022年7期)2022-08-29
中老年保健(2022年5期)2022-08-24
内燃机与配件(2022年2期)2022-01-17
今日农业(2021年13期)2021-11-26
创造(2020年5期)2020-09-10
快乐语文(2018年36期)2018-03-12
汽车实用技术(2015年8期)2015-12-26
少儿科学周刊·少年版(2015年3期)2015-07-07
有色金属设计(2015年2期)2015-02-28