
浅析合理规划夹具前提的条件
2016-10-13 16:27洪玲
企业技术开发·下旬刊 2016年8期
洪玲

摘 要:在目前制造业中,制造装备及艺装备视为实现产品优质、高产、低耗原则而必要的硬件。机床夹具属于重要工艺装备之一,广泛应用于机械制造业。合理设计及规划夹具,可以大大可观的夹具费用并降低生产成本节约。此举符合可持续发展战略,希望能给同行起到参考借鉴的作用。
关键词:夹具;结构;零件;规划
中图分类号:TG759 文献标识码:A 文章编号:1006-8937(2016)24-0080-02
1 规划和夹具的概念
①规划是指整理收集数据和准则,以便对是否需要、需要何种类型的工装或重新设计、制造做出决定。
②首先考虑的是技术可行性、经济性和进度情况。规划工作的规模应与加工件的批量大小、要求的质量和预计的加工成本和工装成本相结合。
③夹具是工装的类型之一,夹具是用于金属切削加工的装置,其组成主要有定位元件、夹紧元件、支撑元件、连接元件和控制元件。
收集收据和准则,如图1所示。
2 周边条件的规划
2.1 加工流程和进度
由工艺员根据年生产批量,装配规模的大小和工装设计人员合作确定加工流程、设备、装夹类型和数量,刀具和夹具类型定出规划概要,在制定规划概要过程中,加工工艺编制和工装设计之间有了最初的合作这样就可以尽早开始工装设计从而缩短直至夹具完成的整个时间。
根据产品装配进度出发,可往回计算出夹具的设计、制造或采购进度要求。最终的计划可在夹具开始设计的同时进行制订。
2.2 符合加工性和夹具工作要求的工件结构
在产品设计时注意工件的结构设计与生产条件和夹具条件相匹配,那么在工装规划阶段便可为生产节约可观的夹具费用及后续发生的费用。同时也可排除产品设计中的过高要求。因此在进行工艺和工装规划时,判定工件结构是否方便生产起着很重要的。
3 夹具类型
3.1 简单的夹紧工具和定位元件
虎钳,紧固角铁,挡块及可调支架等。
3.2 标准夹具
平行虎钳,多用钻模,可转动、可倾翻的爪式卡盘,回转工作台等。
3.3 已有夹具进行补充
在标准夹具或系列加工的夹具上增加一些可调节的夹具构件,实现新工件装卡最迅速最经济的途径之一。
3.4 组合式夹具
短期需求,适合小批量或批量不明确以及尚未成熟的产品
3.5 简单的专用夹具
是针对某类工件专门设计的,操作简单适用于中小批量。
3.6 为加工中心设计夹具用于加工
①一种或多种工件。
②相同或不同工件。
③相同或不同的加工位置。
这类夹具可达到减少刀具更换时间,稳定的加工质量。此类夹具通常采用液压夹紧。可以实现很高的均匀的夹紧力,通过一些附加功能还可实现在精加工时调低夹紧力;通过夹具的倾斜或翻转实现斜孔或斜面的加工等。但做这类夹具时应基于经济性核算。
4 夹具成本的估算
①简单夹具、标准夹具以及对已有夹具进行补充的夹具的成本费用可以从供应商提供的价格表中获得,或对补充件进行估算。
②组合夹具不需要设计工时成本,其的装配工作量通常不超过6小时,装配成本可直接算出
③简单专用夹具和数控加工专用夹具的成本估算。
其一,通过与已经设计制造的类似夹具直接进行比较。
其二,通过对夹具各个构件的费用的估算累加获得。夹具构件分自制或外购。估算夹具成本时,成本包括以下内容:加工工时、装配工时、材料成本,外购件费用,调试返工工时,设计工时。
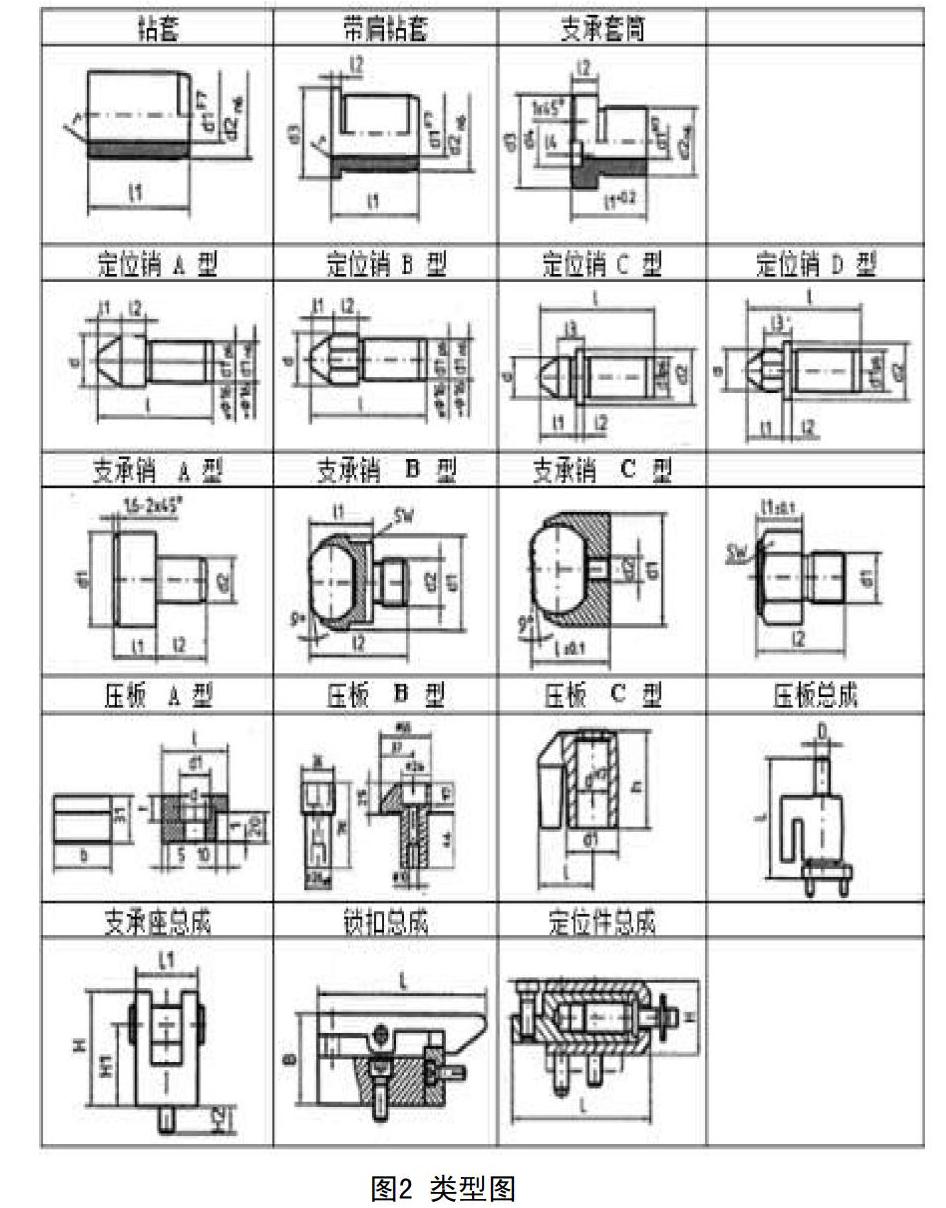
每个企业都有针对要生产零件的类型优先使用专门的夹具构件并对其进行标准化;这些构件的费用一般情况下是已知的,如图2所示。
焊接底座按零件的形式,可按体积、和数量进行估算;
液压夹紧夹具还包括液压元件及连接件的费用;
调试及返工工时(大约为制造工时的10%);
设计工时(大约制造工时的30%~40%)。
5 经济性评估
进行经济性评估所需的数据。
C=工装成本(人民币元);
t=单件加工时间(分钟);
tr=装备时间(分钟);
L=批量件数;
lc=小时工资含可变成本(元/小时);
m=成本相同时的生产批量(件);
N=年需求量(件);
X=折旧年限(年);
St=节约工时(分钟);
Sc=节约成本(元);
Fc=固定成本(元);
s=附加成本系数(管理成本);
D=年工作天数;
APR=年利率(%);
Pr=年维修费占投资成本的比例(%)
5.1 两种加工方法成本相同时的生产批量数
已知:C1=1 000 RMB,C2=24 000 RMB,t1=20 min, t2=10 min,tr1=240分钟,tr2=150 min,L1=L2=1 000件,lc1=lc2=100 RMB/h
求:成本相同时的批量数
m=(C1-C2)/[(t1+tr1/L1)×lc1/60-(t2+tr2/L2)×lc2/60]
=(24 000-1 000)/[(18+240/1000)×100/60-(12+150/1 000)×
100/60]
=23 000/[(18.24-12.15)×100/60]
=2 266件
5.2 工装经济性估算
已知:N=6 000件/年,X=5年,s=1.4,APR=0.35,Pr=0.1, D=230天
求:St, Sc, Fc
St=[(tl1+trl/L1)-(tl2+tr2/L2)]×6 000/230
=[(18+240/1 000)-(12+150/1 000)]×6 000/230=159 min/d
Sc=St×lc2/60×s=159×100/60×1.4=371 元/d
F= [C2+C2(APR+Pr)×X]/D×X=(24 000+24 000×0.45×5)/230×5=68 RMB/d
结论:节约的成本大于或等于固定成本时,投资夹具有经济性
6 工装申请单的数据要求
①项目名称;
②设计、制造的进度要求;
③年生产批量;
④零件号,零件名称,经加工性评估讨论确定的图纸;
⑤加工工序名称;
⑥加工范围;
⑦定位的位置;
⑧夾具类型(如钻孔工装,使用快速夹紧机构);
⑨夹紧的类型(手动或自动);
⑩机床数据,切削数据及机床的功率;
11使用的刀具、刀杆和刀柄;
12工装夹具的预算。
参考文献:
[1] Rationelle Planung von Vorrichtungen VDI-Verlag-T83.
[2] 夹具的合理规划 VDI-出版社-T83.
猜你喜欢
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
领导决策信息(2018年50期)2018-02-22
制造技术与机床(2017年10期)2017-11-28
中国卫生(2016年2期)2016-11-12
家庭科学·新健康(2016年3期)2016-03-21
中国工程咨询(2016年4期)2016-02-14
机电产品开发与创新(2014年6期)2014-03-11
