
高碳马氏体与奥氏体不锈钢焊接可行性研究
2016-10-10 09:11穆景权
山西冶金 2016年2期
穆景权
(山西太钢不锈钢股份有限公司不锈冷轧厂,山西 太原 030003)
高碳马氏体与奥氏体不锈钢焊接可行性研究
穆景权
(山西太钢不锈钢股份有限公司不锈冷轧厂,山西太原030003)
主要阐述高碳马氏体与奥氏体不锈钢的对接焊接试验,通过对焊接试样的分析,评定两种组织的不锈钢焊接的可靠性。结果表明:由于碳含量偏高,焊接后的不锈钢在热影响区更易发生断裂;焊接后的热处理只能起到细微的细化晶粒的作用,对焊接性能没有改善效果。
高碳马氏体焊接工艺热影响区焊接性能
高碳马氏体不锈钢w(C)=0.7%~1.1%,克服了马氏体类不锈钢不能兼顾很多重要性能的缺点,集各种材料的优点于一身,既有高的强度、高的硬度及好的耐磨性,又有较强的耐腐蚀性能及淬透性。将高碳马氏体不锈钢应用于刃具,效果优异。
马氏体不锈钢能在退火、硬化与回火的状态下焊接,无论钢材的原先状态如何,经过焊接后都会在邻近焊道处产生一个硬化的马氏体区。热影响区的硬度主要取决于母材金属的碳含量,高碳马氏体不锈钢因为碳含量较高,因此其热影响区更易产生龟裂及断层[1-2]。
太钢不锈冷轧厂生产的高碳马氏体不锈钢钢种主要为7Cr17、8Cr17、9Cr18等品种,由于需要在酸洗线上连续生产,所以涉及到高碳马氏体与奥氏体不锈钢的焊接。本文主要对两种组织的不锈钢焊接可行性进行研究评定,检验其可靠性。
1 焊接工艺试验
太钢不锈冷轧厂工艺路线为:热连轧卷经罩式炉退火后,在0号热线酸洗,冷轧至1.0~2.0 mm被发往精密带钢厂精轧。本次高碳马氏体不锈钢焊接工艺试验所采用的钢种为9Cr18和7Cr17,采购自广东地区。


表1 成分分析 %


表2 夹杂物分析 级

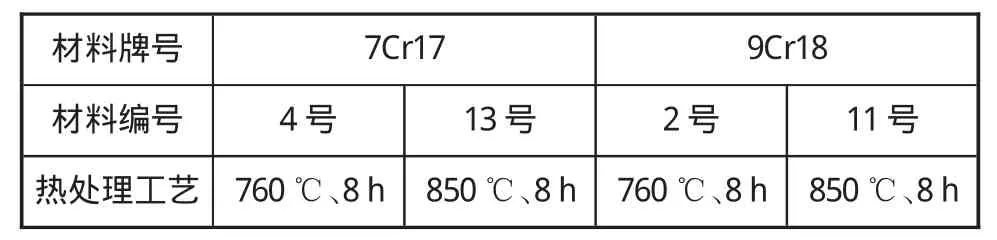
表3 预先热处理工艺

与304钢种进行对焊,焊接方式为熔化极气体保护焊,焊丝为308 L,焊接参数(最终试验工艺数据)为:电压30 V,送丝速度12 mm/min,焊接速度1.25m/min,间隙0.8~1.0。
图1为304与9Cr18、7Cr17等的焊接接头照片。

图1 304与9Cr18、7Cr17等的焊接照片
从图1可以看出:焊后接头良好。但在随后进行的拉伸及弯曲实验中,发现在马氏体不锈钢侧发生断裂,且弯曲角度较小,约为15°,见图2。
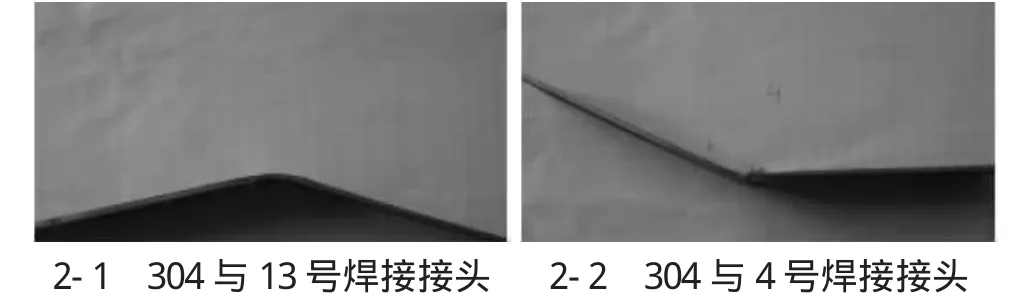
图2 焊接接头弯曲照片
2 焊接试样分析

对焊接区域进行金相检查,结果如图3—图6所示。

图3 304与4号焊接接头显微组织照片
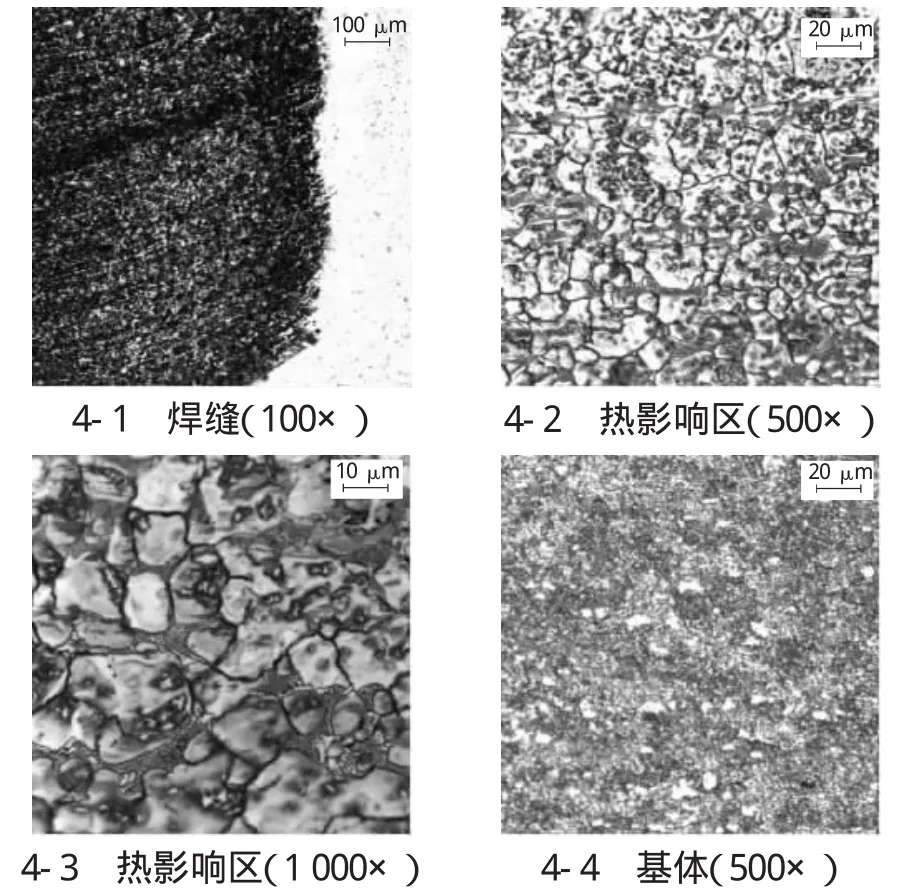
图4 304与13号焊接接头显微组织照片
从金相照片可以看出,这些焊接接头的热影响区晶粒并不粗大。对焊接接头进行热处理,热处理制度如下:

图6 304与11号焊接接头显微组织照片
1)870℃等温处理30 min,随后缓冷至720℃保温90min,出炉空冷。对处理前后热影响区的组织进行了对比,结果如图7、图8所示。

图7 304与13号焊接接头热处理后热影响区的显微组织照片

图8 304与11号焊接接头热处理后热影响区的显微组织照片
可以发现,热处理后的晶粒尺寸与热处理前相比有了一定的减小。但在随后进行的弯曲试验中发现,与热处理之前相比,弯曲性能并未得到提高。
2)850℃等温处理8h,缓冷至550℃,空冷。焊接接头热影响区的金相照片如图9—图11所示。

图9 304与4号焊接接头热处理后热影响区的显微组织照片

图10 304与2号焊接接头热处理后热影响区的显微组织照片

图11 304与11号焊接接头热处理后热影响区的显微组织照片
可以看出,第二种热处理制度与第一种热处理制度热影响区的金相照片并无太大区别。在随后的弯曲实验中也可以证明这一点。

1)870℃等温处理30 min,随后缓冷至720℃保温90min,出炉空冷。对2号及热处理后的13号热影响区进行电镜分析,结果如图12、图13所示。

图12 304与2号焊接接头热影响区电镜照片及成分分析

图13 304与13号焊接接头热影响区热处理后电镜照片及成分分析
从电镜对组织的成分分析可以看出,焊接后热影响区存在富铬相且比例较高,在富铬相的周围存在部分贫铬相。富铬相形成的原因目前尚不清楚。热处理后富铬相的比例有所减少,但依然存在,估计这是产生焊接接头脆性的部分原因。
2)850℃等温处理8h,缓冷至550℃,空冷。热影响区电镜照片如图14—图17所示。

图14 304与4号焊接接头热处理后热影响区的显微组织照片

图15 304与2号焊接接头热处理后热影响区的显微组织照片

图16 304与11号焊接接头热处理后热影响区的显微组织照片

图17 图14—图16所示的照片中白色部分的成分
从上可以看出:第二种热处理方式与第一种热处理方式结果并无太大差异;在热影响区存在的富铬相并不会消失,只是第二种热处理的富铬相更加弥散。

对焊接后的母材性能进行了检验,结果如表4所示。

表4 焊接后的母材性能
由表4可知:7Cr17的母材性能较差,而9Cr18的较好。
3 结论
1)304与7Cr17或9Cr18焊后热影响区晶粒并不粗大,有少量马氏体组织,且有富铬相析出,都为脆性相。
2)热处理可以细化热影响区组织,但对性能影响并不明显。
3)采用焊接方式连接304与马氏体不锈钢7Cr17 或9Cr18,可靠性较差,不可取。
[1]于启湛,史春元.不锈钢的焊接:马氏体不锈钢的焊接[M].北京:机械工业出版社,2009.
[2]解挺,尹延国,朱元吉.马氏体不锈钢的热处理和性能[J].国外金属热处理,1999(6):38-40.
(编辑:胡玉香)
Feasibility of the Butt Welding Between High Carbon Martensite and Austenitic Stainless Steel
MU Jingquan
(Stainless and Cold Rolling Mill,Shanxi Taigang Stainless Steel Co.,Ltd.,Taiyuan Shanxi 030003)
The butt welding trial between high carbon martensite and austenitic stainless steel is expounded. Evaluating the welding reliability of the two kinds of stainless steel is done with the analysis of the samples.The statistic data shows that due to the high carbon content,the welded heat-affected zone is more susceptible to rupture. The heat treatment after welding only slightly affects the grain refining,having no improvement on welding performance.
high carbon martensite,welding process,heat-affected zone,welding performance
TG113.26+3
A
1672-1152(2016)02-0029-04
10.16525/j.cnki.cn14-1167/tf.2016.02.11
2016-02-17
穆景权(1976—),男,从事不锈钢冷轧工艺技术及质量控制管理工作,工程师。
猜你喜欢
山东冶金(2022年1期)2022-04-19
北京航空航天大学学报(2021年9期)2021-11-02
财经(2021年22期)2021-10-28
财经(2021年22期)2021-10-28
装备制造技术(2020年1期)2020-12-25
录井工程(2017年3期)2018-01-22
上海金属(2016年1期)2016-11-23
河北林业科技(2016年5期)2016-11-08
设备管理与维修(2016年7期)2016-04-23
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
