
BiSbCuSnEr无铅高温软钎料力学性能和显微组织研究
2016-09-28 02:19一拖洛阳中成机械有限公司温荣贾利
河北农机 2016年5期
一拖(洛阳)中成机械有限公司 温荣 贾利
BiSbCuSnEr无铅高温软钎料力学性能和显微组织研究
一拖(洛阳)中成机械有限公司温荣贾利
SnPb合金软钎料的熔点低、润湿性较好、性能优良、成本低廉,已被广泛应用于电子表面封装SMT的电路板及电子元器件的钎焊封装中。但是铅对人体有害且污染环境,世界各国纷纷立法限制含铅钎料的使用,钎料无铅化已成为发展的必然趋势。BiSb作为一种常用的研究无铅钎料的基体,被很多研究者使用。但是,该基体较脆,强度低,在研究中一般希望通过加入Cu、Sn来改善基体性能[1]。本文以BiSbCuSn系无铅钎料为基体,通过加入稀土Er,在保证基体合金钎料熔点(250℃~380℃)变化不大的前提下,来改善无铅高温软钎料的力学性能。
BiSbCuSn系高温无铅软钎料;稀土Er;力学性能;显微组织
1 引言
在工业上,钎焊被定义为采用比母材熔化温度低的钎料,操作温度采用低于母材固相线而高于钎料液相线的一种焊接技术[2]。在钎焊过程中,利用钎料熔点比母材低这一特性,使钎料与母材同时受热,母材保持固态,而钎料熔化润湿、流动、填充两母材之间的间隙形成接头,从而实现连接。本课题在BiSbCuSn基体研究基础上,通过添加稀土Er形成一种新型含稀土的无铅高温软钎料。研究不同Er含量对该钎料合金抗拉强度、剪切强度及延伸率的影响,并分析Er的作用机理。
2 合金设计及性能测定
2.1合金成分设计
试验所用的原材料为纯Bi、Sb、Cu、Sn、Er,其纯度都在99.5%以上。将以上原材料按表1-1中所示的比例用电子天平进行称量配制(误差控制在±1%以内)。在已有的试验研究中得知:BiSbCuSn四元钎料合金的力学性能只有在含Sn量为0.8%时,其力学性能最好。本文旨在Bi5Sb2Cu8Sn四元钎料合金基础上添加稀土,来研究稀土的加入能否再将钎料合金的性能提高一些,以获得更高性能的高温无铅软铅料。加入的稀土含量如表1-1所示。试验中共配制五种稀土含量不同的合金各60克。
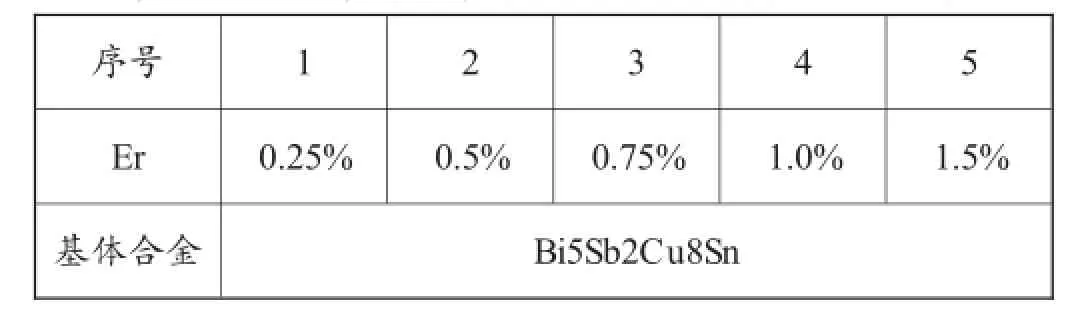
表1-1 实验中所用钎料合金配制比例(质量百分比)
将配制好的原材料在真空度为5×10-2Pa的非自耗真空电弧熔炼炉中熔炼,30分钟后取出,合金需翻转反复熔炼三次,这样可以很好地保证合金的均匀度,得到60克纽扣状材料取出待用。
2.2合金力学性能测定
2.2.1拉伸性能的测定
拉伸试样尺寸如图2-1a所示。为了保证拉伸试样尺寸的均一,自制了专用拉伸试样卡具,如图2-1b。模具材料为ZA102。拉伸试样制备过程如下:
首先,将在非自耗真空电弧熔炼炉中熔炼好的合金试样放在坩锅中,将其在高温炉中再次熔化,熔化温度约为400℃,同时将金属模放在高温炉中预热,可增加合金钎料的流动性。在将金属模放进炉子前,先在其上涂少许脱模剂,以便顺利取出浇注好的合金试样。
其次,将预热好的金属模取出,然后取出炉中已经熔化好的液态合金,迅速将液态合金浇入金属模中,放在地上空冷,随后将试样取出。要求浇注好的试样不能有明显的裂纹和气孔。每组合金浇注3个试样,共需浇注15个。
然后,将浇注好的试样进行回火处理,回火工艺:100℃,保温2h。
拉伸实验在AG-I250KN万能试验机上进行,加载速率为1mm/min,测试温度为25℃。

图2-1 拉伸试验试样及模具(单位/mm)
2.2.2剪切强度的测定
钎料在实际工作环境中,承受的载荷主要是剪切应力。剪切强度试验采用的试样为单剪搭接接头,母材为25mm×80mm× 3mm的紫铜板,试样尺寸、剪切试样专用模具图及剪切断面示意图如图2-2a、2-2b、2-2c所示。

a)剪切试样(单位/mm)

图2-2 剪切试样及制备模具
剪切试样的制备过程如下:在焊接前要对两块铜板接头处进行打磨,并用酒精清洗,以便去除铜板表面氧化皮及其他杂质。两块铜板同样要在高温炉中进行焊接,搭接长度为10mm,为了保证焊缝厚度及防止焊料外流,在铜板搭接接头两边加入两段Φ0.1mm铜丝。同时钎料尽可能在平板上铺成0.2mm厚,并尽量制成10mm×25mm的薄板。钎焊时间可以是7~8min,取出自然空冷至室温。为了消除残余应力的影响,对剪切试样应进行回火处理,回火工艺:100℃,保温2h。
剪切试验设备为AG-I/250KN电子拉伸实验机,试验温度25℃,应变速率1mm/s。每种钎料合金均做3个试件,取其平均值作为该钎料及钎焊接头的强度。
在剪切强度按照式2-1进行计算,其中Fmax是材料的最大剪切力。S为剪切试样实际接触面积,该面积可用扫描仪扫描到电脑上,用CAD软件将其算出。然后根据公式2-1可算出材料的剪切强度τ。

式中:τ——剪切强度(MPa),Fmax——最大剪切力(kN),S——实际接触面积(m2)
2.2.3延伸率的测定
材料的延伸率可用常规的试验方法,即先在图2-1所示的试棒中间细颈处画两段线,用游标卡尺测得该段距离记为L1,同时用卡尺在每个试棒细颈处测量三次试棒直径,取最小的值作为该试棒的直径,注意此时不能求其平均值。在试棒拉断后,再用卡尺测得拉断后该段距离记为L2,注意此时试棒断口要对紧,保证测量的精确。延伸率计算公式为:

式中:L1——拉伸前试棒长度(mm),L2——拉伸后试棒的长度(mm),δ——材料的延伸率。
3 稀土(Er)含量对BiSbCuSnEr钎料力学性能的影响
3.1稀土含量对抗拉强度的影响
不同稀土含量的BiSbCuSbEr钎料及基体钎料的抗拉强度如图3-1所示,可以看出:基体的抗拉强度较高为52MPa,而含稀土Er的钎料合金抗拉强度均较基体钎料稍低。在稀土含量为小于0.5%时,稀土的加入明显地降低了钎料合金的抗拉强度,在稀土含量只有0.25%时,材料的抗拉强度只有46.1MPa。但随着稀土的增加,材料的抗拉强度也随之增加,当其含量达到0.5%时,材料的抗拉强度达到最好,为49.3MPa。但当稀土含量超过0.5%时,材料的抗拉强度逐渐下降,当稀土含量为1.5%时,材料的抗拉强度只有36.7MPa。
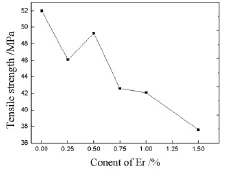
图3-1 稀土(Er)含量对钎料拉伸强度的影响
3.3稀土含量对剪切强度和延伸率的影响
图3-2为基体钎料的剪切强度以及不同稀土含量对BiSbCuSnEr钎料合金剪切强度的影响结果。可以看出:加入稀土后,合金钎料的剪切强度总体比基体的稍低,在稀土含量为0.5%时,钎料的剪切强度最高,可达到16.1MPa;当稀土含量超过0.5%时,剪切强度随着其含量的增加而降低。

图3-2 稀土(Er)含量对钎料剪切强度的影响
材料延伸率变化如图3-3所示,可以看出,加入稀土后,钎料合金的延伸率下降明显。随着稀土的增加,延伸率又会出现上升趋势,当稀土含量为1.0%时,延伸率达到最大值,但当稀土含量大于1.0%时,又会随着稀土的增加而降低。
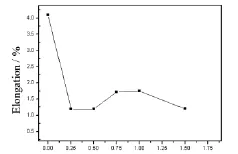
图3-3 稀土(Er)含量对钎料延伸率的影响
4 结论
本文通过试验,系统地研究了Er对钎料力学性能的影响,新型BiSbCuSn+稀土(Er)高温无铅钎料在适当加入稀土后并没有很好地改善钎料的力学性能。合金的抗拉强度和剪切强度都稍微比BiSbCuSn基体的低,基体钎料的抗拉强度为52MPa,剪切强度为17Mpa,但当稀土的加入量等于0.5%时,钎料合金的力学性能与基体的相近,此时钎料的工艺性能和力学性能较好。
[1]马鑫,董本霞.无铅钎料发展现状.电子工艺技术,2002,23(2):46-50
[2]张启运,庄鸿寿.钎焊手册.北京:机械工业出版社,1999:4-6
猜你喜欢
山西冶金(2022年5期)2022-09-22
稀土信息(2022年1期)2022-02-15
稀土信息(2022年1期)2022-02-15
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
商品与质量(2020年7期)2020-06-13
四川冶金(2019年5期)2019-12-23
山西冶金(2019年3期)2019-09-21
铜业工程(2018年3期)2018-07-11
资源节约与环保(2018年1期)2018-02-08
