亚/超临界甲醇体系中磷钼酸催化液化木粉
2016-09-26 05:44:29曾常伟汪雪琴蔡政汉吕建华
福建农林大学学报(自然科学版) 2016年3期
曾常伟, 林 星, 汪雪琴, 蔡政汉, 吕建华, 黄 彪
(福建农林大学材料工程学院,福建 福州 350002)
亚/超临界甲醇体系中磷钼酸催化液化木粉
曾常伟, 林星, 汪雪琴, 蔡政汉, 吕建华, 黄彪
(福建农林大学材料工程学院,福建 福州 350002)
以杉木屑为原料,研究磷钼酸在亚/超临界甲醇条件下的催化液化性能,并探讨反应温度、反应时间、催化剂用量和杉木屑用量对杉木屑液化率的影响.结果表明该磷钼酸在亚/超临界甲醇条件下具有很好的催化液化性能.在150 mL甲醇、0.5 g催化剂、1 g杉木屑、240 ℃条件下反应30 min,液化率达到93.32%.采用SEM、FT-IR和GC-MS对液化残渣、轻油和重油进行表征.结果表明,残渣主要是由木质素或木质素衍生物组成;而液化产物轻油主要是由酯类、酚类、醛类、酮类等组成,主要是由纤维素及半纤维素与甲醇反应得到;而液化产物重油中的酚类物质主要是由木质素液化反应得到.
甲醇; 亚/超临界; 磷钼酸; 杉木屑; 液化
随着石油资源的日益匮乏,人们逐渐把关注的焦点转向生物质能源,将生物质原料液化转化为生物质油,进而提质加工成所需的化学品,如胶黏剂[1]、聚氨酯泡沫塑料[2]和碳纤维[3]等.生物质液化的方法有常压液化[4]、高压液化[5]、超临界液化[6]和微波协助液化[7]等.超临界技术在生物质液化上的应用,使得液化效率大大提高.余先纯等[6]采用超临界甲醇来液化杉木,当溶木比为12∶1,在270 ℃下液化60 min后,其液化率可达到81.1%,得到大量芳核衍生物.谌凡更等[8]在超临界水中以NaCO3为催化剂液化蔗渣,在液固比为18∶1、温度为380 ℃条件下反应20 min,液化残渣降到10%以下.超临界甲醇能够产生大量断裂氢键,从而使其离子积增大,产生一定的酸、碱催化性能[9].而且超临界流体具有高的扩散性和溶解性,能够打破木质素的包裹和纤维素结晶结构[10].一般液化的催化剂为无机液体酸,虽然其催化液化性能好,但由于其易腐蚀设备,且易造成环境污染等问题,限制了其工业规模化应用.因此,找到一种较为高效、环保的催化剂,也是生物质液化需要解决的关键问题之一.本研究在亚/超临界甲醇条件下,以磷钼酸为催化剂,对杉木屑进行液化以制取高附加值化学品,同时对反应条件进行优化,为后续的生物质亚/超临界液化的研究奠定基础.
1 材料与方法
1.1材料
杉木屑(0.25~0.42 mm)为福建福州市金山木材加工厂废弃物,经高速粉碎机粉碎过筛后,置于鼓风干燥箱中105 ℃干燥至恒重,待用.甲醇、二氯甲烷、磷钼酸、溴化钾等均为分析纯,由国药集团化学试剂有限公司提供.
1.2主要仪器
WHF-0.5型高压反应釜由山东威海汇鑫化工机械有限公司提供;JSM-7500F型扫描电子显微镜由日本电子提供;Nicolex 380型傅立叶红外光谱仪由美国热电公司提供;7890A/5975C型气相色谱——质谱联用仪由美国安捷伦公司提供.
1.3方法
1.3.1木材液化在高压反应釜中加入杉木屑、甲醇以及适量磷钼酸,在氮气保护下反应一定时间;反应产物通过减压抽滤,并用甲醇冲洗液化残渣,滤液通过减压旋转蒸发移除甲醇后得到液化产物;并用二氯甲烷进行萃取离心分离,直至萃取层变为无色,萃取液经过旋蒸除去二氯甲烷后即为轻油;而将未能萃取部分经真空干燥至恒重后即为重油.将滤渣放置于105 ℃下干燥至恒重,称重,计算液化率.杉木屑液化率计算公式:
X=(1-m1/m0)×100%
Y=(1-m2/m3)×100%
式中:X表示液化率;m1表示绝干残渣质量;m0表示加入的杉木屑质量;Y表示轻油比例;m2表示重油质量;m3表示总液化产物质量.
1.3.2样品表征采用扫描电子显微镜对杉木屑在无催化剂和有催化剂条件下液化后残渣的结构进行观察,分辨率为1~10 μm,放大倍率为2 000~5 000.采用傅立叶红外光谱仪对催化剂、杉木屑、液化残渣和重油进行FT-IR表征.测试范围为400~4 000 cm-1.对液化产物中的轻油进行GC-MS分析.气相色谱部分条件:进样量0.1 μL,分流比10∶1,进样口温度250 ℃,载气(氦气)流速20 mL·min-1.采用中极性DB-17 m色谱柱(30 m×250 μm×0.25 μm).程序升温,起始温度为50 ℃,保持5 min,然后以10 ℃·min-1升温到220 ℃,再以15 ℃·min-1升温到250 ℃,保持3 min.质谱部分条件:离子源温度230 ℃,辅助接口温度280 ℃,四级杆温度150 ℃,扫描范围(m/z):30~500 amu.
2 结果与分析
2.1液化条件对液化率的影响
2.1.1反应温度在150 mL甲醇、1 g杉木屑、0.5 g磷钼酸、反应时间30 min的条件下,考察反应温度对液化率的影响,结果见图1.由图1可知,在磷钼酸的催化下,杉木屑液化率随着温度的升高而提高;当温度为240 ℃时,木屑的液化率为93.32%.这可能是由于在高温高压条件下,催化剂磷钼酸在亚/超临界甲醇的高溶解性条件下呈均相状态,并离解出更多的离子,如H+和一些高催化活性的离子;同时甲醇离子积增大,杉木中的大分子发生解聚反应,使得液化率提高[11].而随着温度继续提高,液化率反而降低,这可能是由于反应中间产物发生了再聚合反应,形成结焦[4].
2.1.2反应时间在150 mL甲醇、1 g杉木屑、0.5 g磷钼酸、反应温度240 ℃的条件下,考察反应时间对液化率的影响,结果如图1所示.当反应时间为30 min时,杉木屑的液化率最高,达到93.32%.
2.1.3催化剂用量在150 mL甲醇、1 g杉木屑、240 ℃的条件下反应30 min,考察催化剂用量对液化率的影响,结果见图2.由图2可知,在无催化剂的条件下,杉木屑的液化率只达到62.64%;而当加入0.5 g磷钼酸后,240 ℃下反应30 min后,液化率达到93.32%.说明磷钼酸能够对杉木屑甲醇起到很好的催化解聚的作用.而催化剂用量继续增加后,杉木屑的液化率反而下降了,这可能是由于催化剂在促进杉木屑解聚反应的同时又使得反应中间产物间发生二次缩聚反应[12].因此,选择催化剂用量为0.5 g.
2.1.4杉木屑用量在150 mL甲醇、0.5 g磷钼酸、240 ℃的条件下反应30 min,考察杉木屑用量对液化率的影响,结果见图2.由图2可知:当杉木屑为0.3 g时,杉木液化率为68.96%;而杉木屑为1.5 g时,液化率只有86.93%.表明当杉木屑加入量较少时,处于液化溶剂中的接触面积较大,更有可能发生再缩聚反应而影响液化率;而当杉木屑加入量较多时,其与溶剂的相对接触面积较小,反应不够充分,同时在高温高压条件下也更易发生结焦,从而导致液化率下降[13].因此,选择杉木屑质量为1 g.
综合以上因素,杉木屑的最佳液化工艺条件是:1 g杉木屑(0.25~0.42 mm),甲醇150 mL,加入0.5 g磷钼酸作为催化剂,在240 ℃下反应30 min.这时液化率达到93.32%.
2.2液化产物的表观和性能表征
2.2.1液化残渣的SEM图片由图3可以看出,在无催化条件下,纤维细胞壁开始有裂解的现象,但不够剧烈;而在加入催化剂后,纤维细胞壁基本被打开,已经看不出纤维的原有形貌,液化残渣呈现直径为1 μm以下的长丝状并交织在一起,有些还形成小球状颗粒.这说明杉木屑在有催化剂的条件下,其纤维在液化过程中已基本上被破坏.
2.2.2FT-IR分析由图4可知,杉木屑各组分的吸收峰明显,如3 395.53 cm-1处宽吸收峰归属于糖类化合物(纤维素或半纤维素)或木质素中-OH的伸缩振动[14,15],2 920.61 cm-1左右的特征吸收峰是由甲基、亚甲基和次亚甲基的C-H伸缩振动引起的[16],1 734.3 cm-1处归属于C=O的伸缩振动,是半纤维的特征吸收峰[17],1 635.29、1 510.48、1 422.73 cm-1处的吸收峰是由木质素中苯环骨架振动引起的[18,19].如图4所示,与杉木屑原料相比,液化残渣的FT-IR图谱发生了明显的变化.3 429.44、2 935.08 cm-1处吸收峰减弱,1 734.3 cm-1处吸收峰消失了,说明半纤维素完全液化[20].可以看到在1 598.24、1 510.95、1 462.04 cm-1仍出现归属于苯环骨架的振动吸收峰,这说明杉木屑中的木质素没有被完全液化,在残渣中有可能还存在部分没被液化的木质素或木质素液化衍生物[21].
从图4可以看出,在1 599、1 513、1 461 cm-1附近都出现归属于苯环骨架的振动吸收峰,表明在无催化剂和有催化剂条件下杉木屑液化产物重油有相当一部分是经木质素液化得到的[22].而将最优条件与无催化剂的重油红外图进行对比,可以看出在残渣的红外图中1 058.49、958.96和785.61 cm-1处发现了磷钼酸催化剂的特征吸收峰[23],这说明在重油上还残留有磷钼酸催化剂,后期可以对重油进行再处理,通过抽提和溶剂萃取,从而回收催化剂.
2.2.3GC-MS分析采用二氯甲烷对无催化剂和最优条件下得到的液化油进行萃取离心,从而分离得到轻油和重油,这两部分的质量比例对比如图5所示.在无催化剂条件下,杉木液化油有0.37 g;而加入催化剂后,其液化油有1.33 g,这其中可能还含有少量的反应产生的水.经过二氯甲烷萃取分离出轻油后,余下的重油经过真空干燥后,无催化剂的重油占5.72%;当加入催化剂后,其重油的比例为10.13%.表明催化剂的添加使得重油组分含量升高,而重油一般是由木质素液化得到的,说明催化剂促使杉木中的木质素进一步被液化[24].同时,对萃取得到的无催化剂和最优条件下得到的轻油进行GC-MS检测分析,其结果如表1、2所示.
由表1、2的数据对比可知,在无催化剂条件下,杉木液化产物轻油主要由2种产物组成.而这2种产物主要是由纤维素或半纤维素在甲醇体系下解聚成单糖后,经过一系列脱水、异构化,断裂成中间产物,一部分水解成5-羟甲基糠醛,而另一部分再与甲酯反应产生碳酸二甲酯[25].当加入催化剂后,杉木液化产物轻油的组分达到36种,主要有酯、醇、羧酸、醚、酮、醛、酚类等.酚类的出现表明催化剂的加入使得杉木液化更为充分,从而使杉木中的木质素也被液化.其中含量最高的是3,4-二氢-2,5-二甲基-2H-吡喃-2-甲醛,即异丁烯醛二聚物,其单体是一种有机合成原料,主要用于共聚物和树脂的制造,是甲基丙燃酸的生产原料和热塑性塑料单体原料;其次是具有高附加值的乙酰丙酸甲酯(14.8%)、5-羟甲基糠醛(2.53%)和惕格酸(1.4%).以上这几种组分主要是由纤维素和半纤维素经过水解、异构化、酯化等一系列反应而得到的[26].其中乙酰丙酸甲酯主要是作为汽油添加剂、食品添加剂及香料等,一般是由乙酰丙酸经甲酯化得到的[27].

表1 无催化剂条件下轻油的有机组分
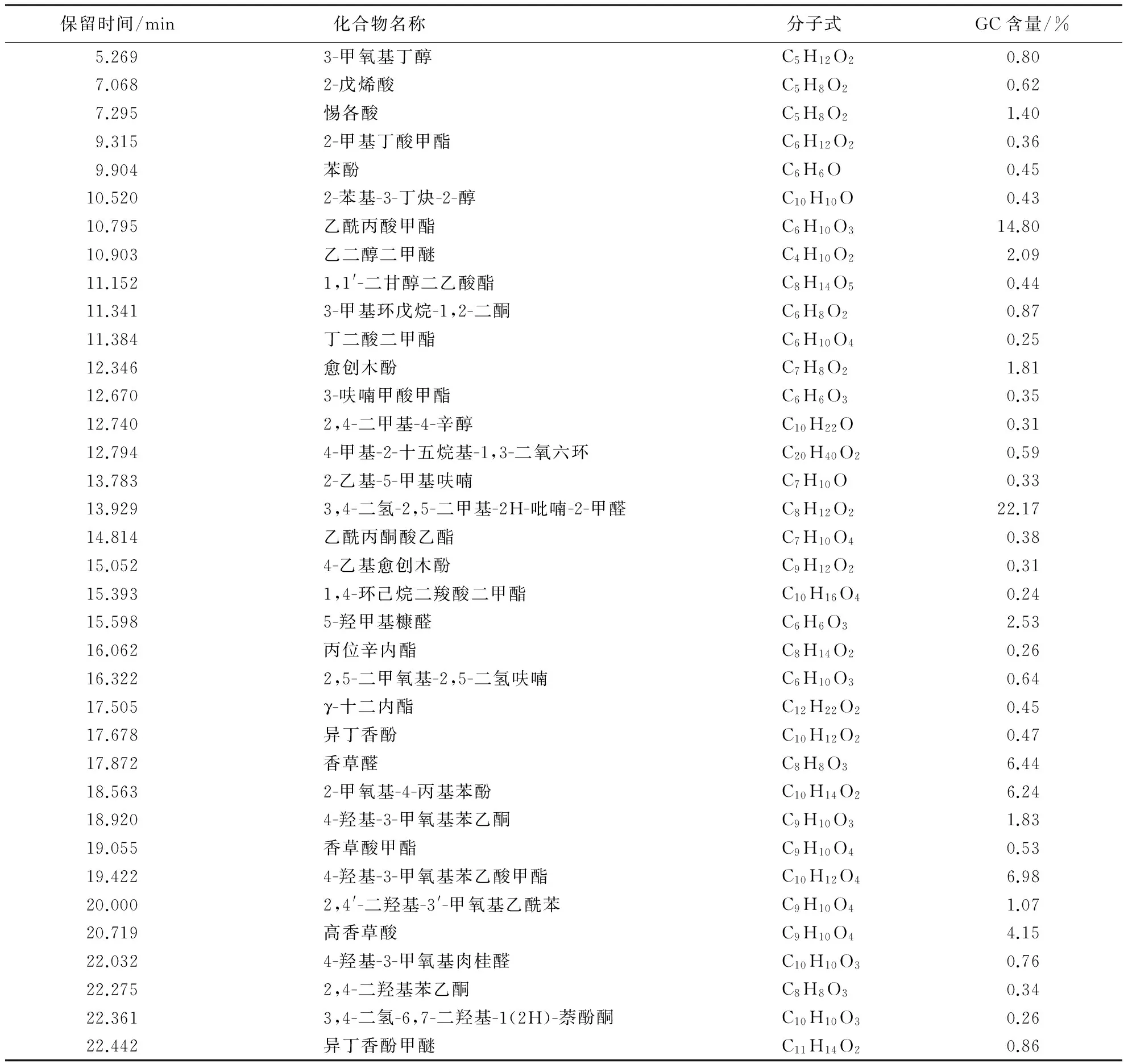
表2 最优条件下轻油的有机组分
表1、2中的轻油组分的对比结果表明,添加磷钼酸后得到乙酰丙酸甲酯,说明磷钼酸的添加促进了乙酰丙酸甲酯的合成.而在本试验中,采用杉木屑为原料,在亚/超临界甲醇条件下经一步法直接合成乙酰丙酸甲酯,其可能的液化机理是在磷钼酸的催化和高离子积的亚/超临界甲醇的作用下,纤维素先经过水解成单糖,然后单糖再经过断裂、异构化后形成乙酰丙酸等单体,最后与甲醇分子进行酯化得到乙酰丙酸甲酯[11].愈创木酚(1.81%)、香草醛(6.44%)、2-甲氧基-4-丙基苯酚(6.24%)、4-羟基-3-甲氧基苯乙酸甲酯(6.98%)、4-羟基-3-甲氧基苯乙酮(1.83%)、2,4′-二羟基-3′-甲氧基乙酰苯(1.07%)和草香草酸(4.15%)等芳香族化合物,可能是由木质素的苯丙烷结构裂解产生中间体后又与甲醇进行酯化反应生成的[28].由于在催化剂存在的情况下,其液化率得到很大提高,而且其产物成分也更为复杂,这说明磷钼酸催化剂不仅促使甲醇体系液化杉木屑,同时也对液化反应中间体之间的反应起到催化作用.
3 小结
采用磷钼酸催化剂,在亚/超临界甲醇体系下,对杉木屑进行液化研究.通过单因素试验,分析温度、时间、催化剂用量和杉木屑用量对液化率的影响,并采用SEM、FT-IR和GC-MS对液化产物进行分析.结果显示在亚/超临界甲醇的高溶解性环境下磷钼酸显示出良好的液化效果,同时得出其液化最优的工艺条件:1 g杉木屑(0.25~0.42 mm),150 mL甲醇,0.5 g催化剂,在240 ℃下反应30 min.液化率达到93.32%.
由扫描电镜和红外图的分析可知,杉木屑液化残渣主要是由杉木屑中的一部分木质素经过液化后形成的木质素衍生物和剩下的未被完全分解的木质素组成.而其液化产物重油主要是由杉木屑中的木质素经过一系列反应并与甲醇酯化而得到的.结果表明,添加磷钼酸催化剂后,其液化产物中的轻油成分更复杂,主要是由酯类、酚类、醛类、羧酸类、醇类、醚类、酮类等组成.而这些物质主要是由杉木屑中的纤维素及半纤维素解聚成单体并和甲醇反应得到的,特别是3,4-二氢-2,5-二甲基-2H-吡喃-2-甲醛(22.17%)和乙酰丙酸甲酯(14.8%),可以通过有效分离提纯后得到高附加值化合物.
[1] 孙丰文,李小科.竹材苯酚液化及胶黏剂制备工艺[J].林产化学与工业,2007,27(6):65-70.
[2] 张玉苍,迟青山,孙岩峰,等.木材液化及其在聚氨酯胶黏剂上的应用研究[J].林产化学与工业,2007,27(5):73-77.
[3] 马晓军,赵广杰.木材苯酚液化产物制备碳纤维的初步探讨[J].林产化学与工业,2007,27(2):29-32.
[4] JIN Y, RUAN X, CHENG X, et al. Liquefaction of lignin by polyethyleneglycol and glycerol[J]. Bioresource Technology, 2011,102(3):3 581-3 583.
[5] WANG M, XU C C, LEITCH M. Liquefaction of cornstalk in hot-compressed phenol-water medium to phenolic feedstock for the synthesis of phenol-formaldehyde resin[J]. Bioresource Technology, 2009,100(7): 2 305-2 307.
[6] 余先纯,孙德林.超临界甲醇液化杉木工艺的探讨[J].林业科技,2009,34(5):36-40.
[7] KRŽAN A, ŽAGAR E. Microwave driven wood liquefaction with glycols[J]. Bioresource Technology, 2009,100(12):3 143-3 146.
[8] 谌凡更,吴健,岳小鹏.超临界水中蔗渣的液化反应及其产物的结构表征[J].林产化学与工业,2009,29(5):79-86.
[9] 周东.浒苔在亚/超临界流体中的液化研究[D].上海:复旦大学,2011.
[10] 阳金龙,赵岩,陆文静,等.玉米秸秆超临界预处理与水解[J].清华大学学报(自然科学版),2010,50(9):1 408-1 411.
[11] RATABOUL F, ESSAYEM N. Cellulose reactivity in supercritical methanol in the presence of solid acid catalysts: direct synthesis of methyl-levulinate[J]. Industrial & Engineering Chemistry Research, 2011,50(2):799-805.
[12] ZHAO Y, ZHU W, WEI X, et al. Synergic effect of methanol and water on pine liquefaction[J]. Bioresource Technology, 2013,142:504-509.
[13] SAKA S, KUSDIANA D. Biodiesel fuel from rapeseed oil as prepared in supercritical methanol[J]. Fuel, 2001,80(2):225-231.
[14] CHEN Y, WU Y, ZHANG P, et al. Direct liquefaction ofDunaliellatertiolectafor bio-oil in sub/supercritical ethanol-water[J]. Bioresource Technology, 2012,124:190-198.
[15] 刘艳萍,张洋,江华,等.纤维素酶协同超声波处理制备杨木微/纳纤丝[J].福建农林大学学报(自然科学版),2011,40(1):91-96.
[16] BRAND S, SUSANTI R F, KIM S K, et al. Supercritical ethanol as an enhanced medium for lignocellulosic biomass liquefaction: influence of physical process parameters[J]. Energy, 2013,59:173-182.
[18] AYSU T, KÜÇÜK K M M. Liquefaction of giant fennel (FerulaorientalisL.) in supercritical organic solvents: effects of liquefaction parameters on product yields and character[J]. The Journal of Supercritical Fluids, 2013,83:104-123.
[19] 胡阳,卢麒麟,唐丽荣,等.蛀粉直接氧化降解制备纤维素纳米晶体的表征[J].福建农林大学学报(自然科学版),2014,43(5):547-550.
[20] YAMAZAKI J, MINAMI E, SAKA S. Liquefaction of beech wood in various supercritical alcohols[J]. Journal of Wood Science, 2006,52(6):527-532.
[21] XU C, ETCHEVERRY T. Hydro-liquefaction of woody biomass in sub-and super-critical ethanol with iron-based catalysts[J]. Fuel, 2008,87(3):335-345.
[22] XU J, JIANG J, DAI W, et al. Liquefaction of sawdust in hot compressed ethanol for the production of bio-oils[J]. Process Safety and Environmental Protection, 2012,90(4):333-338.
[23] WANG B, ZHANG J, ZOU X, et al. Selective oxidation of styrene to 1, 2-epoxyethylbenzene by hydrogen peroxide over heterogeneous phosphomolybdic acid supported on ionic liquid modified MCM-41[J]. Chemical Engineering Journal, 2015,260:172-177.
[24] CHAN Y H, YUSUP S, QUITAIN A T, et al. Bio-oil production from oil palm biomass via subcritical and supercritical hydrothermal liquefaction[J]. The Journal of Supercritical Fluids, 2014,95:407-412.
[25] LIU Z, FENG G, PAN C, et al. Conversion of biomass-derived carbohydrates to methyl lactate using solid base catalysis[J]. Catalysis Communications, 2011,15(1):82-87.
[26] 彭林才,林鹿,李辉.生物质转化合成新能源化学品乙酰丙酸酯[J].化学进展,2012,24(5):801-809.
[27] 花茅,和黄.离子液体-铝盐催化蔗糖制乙酰丙酸甲酯[J].化工进展,2012,31(8):1 816-1 819.
[28] HUANG H, YUAN X, ZENG G, et al. Thermochemical liquefaction of rice husk for bio-oil production with sub-and supercritical ethanol as solvent[J]. Journal of Analytical and Applied Pyrolysis, 2013,102:60-67.
(责任编辑:叶济蓉)
Catalytic liquefaction of wood in sub/supercritical methanol under phosphomolybdic acid
ZENG Changwei, LIN Xing, WANG Xueqin, CAI Zhenghan, LÜ Jianhua, HUANG Biao
(College of Material Engineering, Fujian Agriculture and Forestry University, Fuzhou, Fujian 350002, China)
To discover bio-environmental and sustainable catalyst to effectively transform fir sawdust to biofuel, liquefaction process catalyzed by phosphomolybdic acid and using sub/supercritical methanol as solvent was evaluated. The optimum reaction condition was investigated in terms of temperature, duration, dosages of catalyst and sawdust. Results showed that phosphomolybdic acid together with subcritical methanol significantly accelerated sawdust liquefaction. The optimum reaction condition was achieved at liquifying 1 g sawdust, 150 mL methanol and 0.5 g phosphomolybdic acid at 240 ℃ for 30 minutes, maximizing at 93.32%. Subsequently, quantity and chemical composition of light bio-oil, heavy bio-oil and residue were characterized by scanning electron microscope, Fourier translation infrared spectrum and gas chromatography-mass spectrometer. Results showed that the residue was mainly consist of lignin and its derivatives, which was from the liquefaction of lignin from methanol. Light bio-oil obtained at optimum condition comprised of complex compounds such as ester, phenol, aldehyde and ketone, resulting from the reaction between cellulose and methanol. While, heavy bio-oil, mainly comprised of phenol, was obtained from lignin liquefaction.
methanol; sub/supercritical; phosphomolybdic acid; fir sawdust; liquefaction
2015-07-22
2015-11-25
教育部高等学校博士学科点专项科研基金资助项目(20123515110015);福建省科技重大专项资助项目(2014NZ003).
曾常伟(1988-),男,硕士研究生.研究方向:生物质液化.Email:fafuzengchangwei@163.com.通讯作者黄彪(1966-),男,教授,博士生导师.研究方向:林产化学加工.Email:fjhuangbiao@hotmail.com.
TQ037
A
1671-5470(2016)03-0349-07
10.13323/j.cnki.j.fafu(nat.sci.).2016.03.019
猜你喜欢
中国钼业(2022年2期)2023-01-05 15:01:48
河南化工(2021年12期)2022-01-14 05:35:56
能源化工(2021年6期)2021-12-30 15:41:26
能源工程(2021年1期)2021-04-13 02:06:02
船舶标准化工程师(2020年1期)2020-06-12 09:16:26
冶金动力(2018年1期)2018-12-12 09:01:34
山东冶金(2018年4期)2018-09-04 09:52:44
电镀与环保(2018年1期)2018-04-04 05:21:22
中国钼业(2018年6期)2018-02-02 04:38:07
魅力中国(2017年44期)2017-11-04 11:57:45