
水泥联合粉磨系统管磨机的优化
2016-09-22 03:14:21唐建成李君明
新世纪水泥导报 2016年3期
唐建成 李君明
达州市建成精铸科技有限公司,四川 达州 635000
水泥联合粉磨系统管磨机的优化
唐建成李君明
达州市建成精铸科技有限公司,四川 达州 635000
RX公司170-100辊压机+V选+Φ4.2 m×13 m双仓管磨机+O-Sepa N-3500成品选粉机组成的双闭路水泥联合粉磨系统管磨机一仓阶梯衬板磨损严重,细磨仓小波纹衬板工作表面形状过度磨损。采用我公司自主研发的“粗磨仓新型高效率衬板技术、细磨仓新型高效衬板优化组合技术、管磨机研磨体分向活化技术、消除磨内盲区、分段粉磨技术、研磨体级配优化调整技术”等对磨机进行优化,会同上下游的其他多项技改,取得了显著的增产、节电效果。
管磨机衬板优化分向活化
0 引言
RX公司170-100辊压机+V选+Φ4.2 m×13 m双仓管磨机+O-Sepa N-3500成品选粉机组成的双闭路水泥联合粉磨系统,由于管磨机一仓阶梯衬板磨损严重而降低了粗磨仓研磨体的做功能力,又因细磨仓小波纹衬板工作表面形状过度磨损,导致研磨体切向滑动,尽管研磨体填充率高,但磨细能力较差、粉磨效率低、出磨成品率较低,造成系统产量低、粉磨电耗高。另外,该系统管磨机上下游还存在其它问题,导致该系统生产P·O42.5级水泥产量仅有165 t/h,吨水泥电耗高达38.1 kWh/t。RX公司积极分析系统存在的短板,实施改造,不仅使P·O42.5级水泥产量提高到210 t/h,还使吨水泥电耗降至31.8 kWh/t。本文主要介绍其对管磨机实施的优化技术。
1 主、辅机配置及技术参数
RX公司有两套水泥联合粉磨系统,生产P·O42.5级水泥,改造前,单系统产量在165 t/h左右,粉磨电耗达38.1 kWh/t。该水泥联合粉磨系统设备配置见表1。
2 管磨机的优化
2.1优化思想及技术
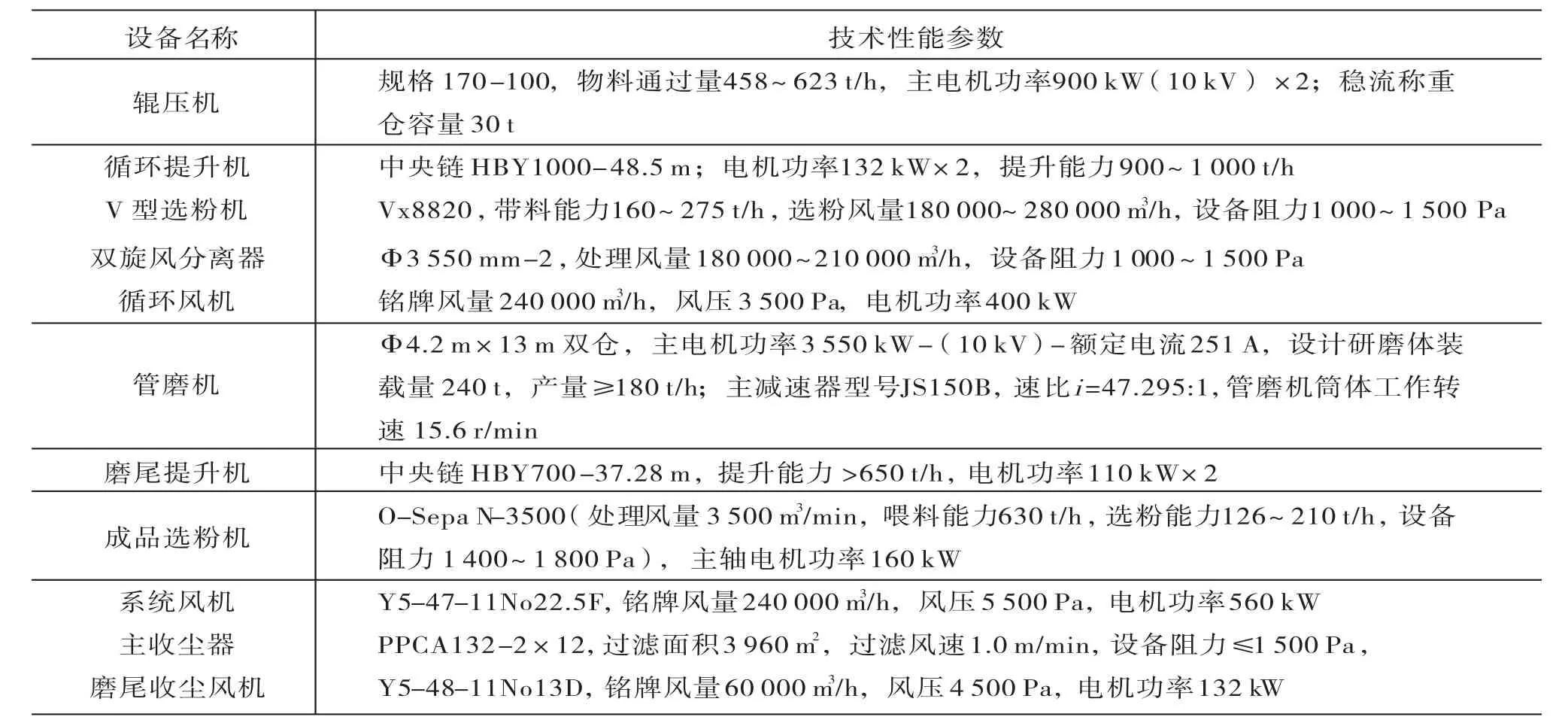
表1 RX公司2号粉磨系统主、辅机配置及技术参数
水泥联合粉磨系统中,充分发挥辊压机的高效率“料床挤压粉磨”特性,对于粗颗粒物料实施高应力挤压粉碎,处理后的物料存在大量微观裂纹,大幅度提高了物料的易磨性。将分级后的细粒径或粉状的物料输送至后续管磨机进行磨细与整形,部分或全部取代了管磨机一仓的粉碎功能,磨内则发挥研磨体的“集群研磨”优势[1],对粉状物料凸显其良好的磨细与修形能力,调控方便。所以,由管磨机制备的水泥成品颗粒级配与形貌更合理(具有较高的圆形度),使用性能更好。这说明,管磨机是双闭路联合粉磨系统第二个小闭路中的关键设备之一,出磨物料中的成品量是由管磨机创造的。基于此,结合我公司铸造耐磨件的优势,自主研发了管磨机优化技术,赋予铸造耐磨件以技术功能,其核心思想就是要充分发挥研磨体的“集群研磨”优势。这些优化技术包括“粗磨仓新型高效率衬板技术、细磨仓新型高效衬板优化组合技术、管磨机研磨体分向活化技术、消除磨内盲区、分段粉磨技术、研磨体级配优化调整技术”等多项实用技术。
2.2优化措施
在现场察看中,我们发现该系统管磨机一仓阶梯衬板磨损严重,细磨仓小波纹衬板工作表面形状过度磨损。众所周知,一仓阶梯衬板严重磨损会降低粗磨仓研磨体的做功能力。细磨仓小波纹衬板工作表面形状过度磨损,研磨体会切向滑动,尽管研磨体填充率高,但磨细能力较差,粉磨效率低,出磨成品率较低,造成系统产量低、粉磨电耗高。针对该系统管磨机存在的问题,我们配合业主实施了以下改造。
2.2.1采用粗磨仓新型高效率衬板与新型防磨阶梯衬板
该磨机一仓有效长度3.75 m,占磨机总有效长度比例的30%,研磨体装载量60 t,填充率26.88%。经过连续5年运行,原用阶梯衬板磨损严重,带球端厚度由原始尺寸的125 mm磨损至<90 mm(实测衬板带球端厚度78 mm~88 mm,平均减薄厚度83 mm,磨损值42 mm,带球端磨损比例达33.6%),对研磨体提升、冲击高度大打折扣,会在很大程度上影响粉磨效率的正常发挥。
整仓拆除更换为我公司研制的“粗磨仓新型高效率衬板与新型防磨阶梯衬板”组合使用,恢复对钢球的提升、冲击、粗碎能力,能够有效卡住一仓细度,使少量小颗粒熟料与易磨性差的混合材在一仓得到冲击破碎与充分的粗研磨,为二仓进一步磨细创造条件。
2.2.2采用细磨仓新型高效衬板优化组合技术
二仓有效长度8.75 m,占磨机总有效长度比例的70%,原研磨体装载量180 t,填充率33.50%。原使用的小波纹衬板磨损严重,研磨体打滑,严重影响粉磨效率提升。改造时采用了“细磨仓新型高效衬板优化组合技术”。原安装有四圈活化环高度1 250 mm,改造时又在二仓增加了一圈相同高度的活化环(半盲),进一步消除部分研磨死区,提高了对二仓小规格钢球的活化效果。采取适当抑制物料流速、提高二仓磨细能力、多创造合格成品出磨等措施,为磨尾成品选粉机有效分选打下基础。改造后,二仓研磨体装载量降至140 t,填充率26%左右。
2.2.3采用液体助磨剂
为保持研磨体与衬板工作表面光洁度及稳定的粉磨效率,有效消除粘附,生产过程中,掺加了3.5/10 000液体助磨剂。助磨剂的加入,研磨体表面始终保持光洁,对物料磨细能力明显提高。同时,显著改善了磨内物料的流动性,使磨细物料更易于通过隔仓板及出磨篦板缝,及时排出磨外。助磨剂的加入,增大了物料在选粉机中的分散性能,极其有利于分级过程,一般可提高成品选粉机选粉效率2%~5%。
2.2.4调整研磨体级配
调整后的各仓研磨体级配见表2、表3。
2.2.5改善过料与通风
针对隔仓板、篦板缝隙卡塞研磨体影响过料与通风的弊端,采用我公司研发的“畅通型隔仓板、出磨篦板技术”及“磨内风速调控装置技术”,彻底解决了隔仓板及出磨篦板堵塞,始终保持良好的磨内通风与过料能力。安装使用后,磨内风速调控更方便,再未出现隔仓板及篦板堵塞现象。

表2 磨内一仓研磨体级配

表3 磨内二仓研磨体级配
2.3技术分析
在一定条件下,管磨机装载量越高,系统产量越高,但主电机驱动电流也越高。当系统产量较低时,粉磨电耗则居高不下。各仓研磨体装载量较多、研磨盲区较大、做功能力较差,是导致高电耗的因素之一。为此,采用我公司研发的“管磨机研磨体分向活化技术、粗磨仓新型高效率衬板技术、细磨仓新型高效衬板优化组合技术、消除磨内盲区、分段粉磨技术”等多项组合技术改造后,一仓、二仓采用高效率衬板优化组合后,在确保较高粉磨效率的前提下,能够有效降低研磨体填充率,切实做到“减负增效少而精”。调整两仓研磨体填充率在25%~27%之间,总装载量只有200 t,比改造前装载量减少40 t,大幅降低了磨机主电机驱动负荷,管磨机主电机运行电流由215 A降至170 A,(约降低驱动功率700 kW左右)。“管磨机研磨体分向活化技术”针对研磨体滞留带凸显出极其优良的活化效果。
在成品细度不变的前提下,降低出磨筛余将导致循环负荷降低,选粉效率提高。出磨物料细度越细,成品选粉机的选粉效率越高,系统循环负荷越低。辊压机双闭路联合粉磨系统中的循环负荷一般要求上限以≤150%为宜,通过采用我公司研发的磨内结构综合改造技术以及研磨体级配的合理调整,有效提高了磨内磨细能力,大幅度增加了出磨物料中的成品含量,为成品选粉机高效分级创造了先决条件(出磨物料越细,选粉效率越高,循环负荷降低),出磨物料R45筛余降至35%以下,成品含量大大增加,选粉效率提高至50%以上,实际达到55%~60%,循环负荷保持130%~150%左右(通过磨内磨细降低循环负荷,提高选粉效率。如果磨内磨细能力差,则循环负荷高,选粉效率低)。
3 其他方面的改造
粉磨系统是否节能,取决于整个系统各个环节的工艺状况,不是哪一个环节可以保证的。因此,本次改造,业主还对该系统管磨机上下游还存在的其它问题实施了改进。
(1)改进辊压机稳定进料调节控制装置。
双闭路联合粉磨系统中的辊压机是第一个小闭路系统,即磨前物料处理的关键设备,除了入磨物料粒径及水分外,辊压机挤压做功能力的充分发挥与其能否稳定进料密切相关。提高辊压机对物料的挤压做功能力,必须改进辊压机稳定进料调节控制装置。考察论证后,采用了成都九泰科技有限公司研发的辊压机稳定节能式新产物进料控制装置。
(2)改进V型选粉机。
在V选入口处以及筒体内部增设错落状分布的打散棒(为减少磨损,采用50×50角钢呈V字型布置),物料下落过程中利用自身惯性被摔散,显著提高了入机物料均匀分散与分级能力;同时,对磨损严重的打散格板(导流板)进行更换。改进后,经旋风收尘器收集的入磨物料比表面积达到160~180 m2/kg(平均在170 m2/kg左右,颗粒平均粒径约在170μm左右)。
3.3改进磨尾成品选粉机
(1)为了达到稳定选粉机内部空气流场(稳流)的目的,分别对选粉机一次风管及二次风管道接长1.50 m,使进入选粉机的物料更好地分散、分级,提高选粉效率。
(2)充分利用停机时间,清理选粉机一次风与二次风管道内部积料,确保管道具备较小的进风阻力,稳定选粉机内部空气流场。
4 改造效果
通过实施对磨内的改造,会同上下游的其他多项技改,磨细能力得到进一步增强,出磨比表面积提高至270 m2/kg以上(水泥粉体颗粒平均粒径缩小至60μm以下,通过管磨机磨细,出磨物料粒径比入磨粒径降低了2.83倍),平均每米研磨体磨细做功能力(即平均每米研磨体创造比表面积)达8.0 m2/kg/m,比改造前提高了2倍,出磨物料中成品比例大幅度增加。磨制P·O42.5级水泥,在确保质量指标的前提下,系统产量达210~220 t/h,粉磨电耗降至31.8 kWh/t。综合改造技术经济效果见表4(P·O42.5级水泥)。

表4 粉磨系统改造前后技术经济效果对比
由表4可以看出:粉磨系统改造后,生产P·O42.5级水泥,产量由165 t/h提高至210 t/h,增产了45 t/h,增幅达27.27%。水泥电耗由改造前的38.1 kWh/t降至31.8 kWh/t,降低6.3 kWh/t,降幅达16.54%。
按单线实际生产能力120万t/年,技术改造后,年节电可达756万kWh,以平均电价0.60元/kWh计算,节电效益达454万元,取得了显著的技术经济效果。
TQ172.632
B
1008-0473(2016)03-0062-04DOI编码:10.16008/j.cnki.1008-0473.2016.03.010
2016-03-01)
1. 邹伟斌, 陈贤荣, 刘广勤. 辊压机双闭路联合粉磨系统节电措施分析 [J], 新世纪水泥导报, 2015(6):31-35.
猜你喜欢
矿山机械(2022年8期)2022-09-01 12:30:38
矿山机械(2022年6期)2022-06-18 10:33:50
硅酸盐通报(2022年2期)2022-03-12 12:40:34
新型建筑材料(2021年9期)2021-09-27 13:23:10
水泥技术(2020年5期)2020-10-30 03:37:14
水泥工程(2020年6期)2020-05-11 02:14:38
中国矿山工程(2019年5期)2019-10-28 03:25:16
有色设备(2019年3期)2019-07-16 02:28:48
水力发电(2018年12期)2018-03-25 03:00:20
新世纪水泥导报(2015年4期)2015-12-21 14:07:32
