两种民用飞机金属蒙皮加工工艺对比
2016-09-22 09:30徐志才郝新超
中国科技信息 2016年11期
徐志才 郝新超
两种民用飞机金属蒙皮加工工艺对比
徐志才 郝新超
本文针对民用飞机薄蒙皮制造过程中用到的化铣和镜像铣两种加工方法进行了总结对比,从技术成熟度、加工流程、加工精度以及经济角度全面对比了两种工艺的优劣,最后总结出广泛应用镜像铣进行薄蒙皮加工会大大加快蒙皮制造的效率,同时也会加快我国蒙皮一体化制造技术的发展。
民用飞机蒙皮是飞机的外表零件,尺寸一般较大,受载严重且对外形精度要求极高。飞机蒙皮为薄板零件,一般厚度为2~4mm,在局部区域如应急门开口区域可达5~6mm。民用飞机设计的最重要任务之一是重量控制,即在保证飞机安全性的情况下,通过可靠地设计降低飞机重量,为了减重,蒙皮被设计成不等厚度的,有的区域甚至是连续变截面的,图 1所示为一种典型的变厚度蒙皮。民用飞机金属蒙皮通常采用的材料为铝合金或者铝锂合金。蒙皮通过拉伸成形或滚弯成形后,需进行变厚度加工,通常使用的加工方法有化学铣切和镜像铣切。
民用飞机蒙皮加工工艺简介
1)化学铣切
化学铣切简称化铣,是一种利用酸、碱、盐等化学溶液与金属产生化学反应,使金属腐蚀溶解,改变零件形状、尺寸的的加工方法,化铣工艺经过长期的的试验研究和经验积累,已经是一种成熟的加工工艺,目前广泛应用于航空领域。图 2所示为典型的化铣加工过程。
2)镜像铣切
蒙皮镜像铣切是一种先进的加工方式,其加工方法可概括为:镜像铣切有两个同步运动的主轴头,一个主轴头为切削头,另一个主轴头为支撑头,2个主轴头能够保证镜像随动,对蒙皮进行法向支撑和法向铣削,采用的是蒙皮厚度直接控制法,如同两只手对在一起进行加工,如图3所示。
两种加工工艺的对比
1)技术成熟度对比
化铣工艺经过长年的技术积累和发展,以无刀具损耗以及无切削应力为特点,已成为航空领域广泛应用的一种特种加工工艺。
蒙皮镜像铣切是一种先进的蒙皮加工方法,目前国内应用并不广泛,只有少数厂商正在使用镜像铣切系统进行蒙皮加工。镜像铣技术面临的主要技术难点有以下几点。
(1)定位装夹。在进行蒙皮装夹设计时,希望能将不同型号、不同形状的蒙皮进行装卡,以保持其理想形状。目前常用的定位装夹为三坐标柔性定位真空吸盘,柔性定位真空吸盘方案通过三维空间坐标对零件定位装夹,如图4所示。两个主轴头的运动根据蒙皮数模编程,实现对蒙皮厚度方向的加工。

图1 典型变厚度蒙皮(单位mm)

图2 化铣加工过程

图3 手指及其镜像
(2)周边夹持系统。蒙皮厚度较薄,刚度较差,仅通过柔性工装的装夹无法保证蒙皮加工的厚度公差,因此需要一套合理的周边夹持系统,提高蒙皮在柔性工装下的加工刚度。常用方法是在蒙皮零件和柔性夹具之间增加一块可抽真空柔性垫,这样可提高蒙皮加工刚度,确保蒙皮加工精度。
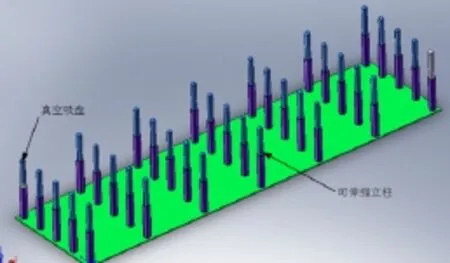
图4 柔性工装示意图

图5 蒙皮化铣和镜像铣加工过程
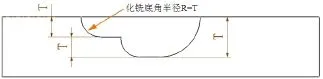
图6 化铣底角示意图
蒙皮镜像铣在技术上优于化铣,但由于定位装夹系统和周边夹持系统的复杂性,国内应用还需要进一步开发和改进,因此国内航空领域还是广泛应用化铣工艺进行薄蒙皮加工。
2)工艺流程对比
蒙皮加工的完整化铣和镜像铣流程如图 5所示。
由流程图可以看出,化铣加工流程相对镜像铣较为复杂。化铣加工过程涉及表面除油清洁处理、涂止铣橡胶层等一系列工作,其中化铣过程中的刻型工艺较为繁杂,首先需要设计制造立体的化铣样板,按化铣样板在保护膜上进行刻线,需化铣的部位要撕去保护胶膜。制造化铣样板流程长、精度低,手工刻线存在误差大、效率低的问题。蒙皮在化铣过程结束后还需进行切边、钻孔等工序,工艺流程较为复杂。
镜像铣的工艺流程相对简洁,蒙皮经过成形后,经过简单的手工粗修整即可进入镜像铣切系统进行加工,一套完整的镜像铣切系统仅经过一次装夹就可实现蒙皮的法向加工。镜像铣切系统集成了铣切蒙皮边缘、精确开窗口以及制孔等功能,零件经过镜像铣切之后可直接进入喷漆状态,镜像铣切系统集成化程度高、工艺流程简化。
3)加工精度对比
化铣和镜像铣都能较好地满足蒙皮减薄部位的厚度公差,并且零件表面的粗糙度一般都能达到结构设计工程师的要求,从这个角度可以认为化铣和镜像铣均能保证零件的加工精度。
化铣零件的质量是由化铣溶液成分和工艺参数共同决定的,工艺参数包括化铣加工速度、化铣加工深度以及化铣加工温度。在实际加工过程中,这几个参数需要相互协调,使加工的零件质量达到最优。零件化铣后的化铣底角自然形成,其半径与化铣深度相当,如图 6所示,若蒙皮存在连续的厚度变化,还需设计合理的过渡区域。同时,在化铣溶液向厚度方向腐蚀时,也会向侧面腐蚀。结构设计工程师在设计化铣蒙皮时需要格外注意这一点,否则会引起后续装配时框与蒙皮化铣台阶的干涉。
镜像铣是两个主轴头同步运动,在支撑头设置了超声测厚装置,可在蒙皮加工过程中进行实时厚度测量,保证蒙皮厚度方向的精度。连续厚度变化区域的过渡区域及底角半径在镜像铣切过程中可完全按照成熟的数模要求进行加工制造。镜像铣能够更好的保证零件加工精度,有利于后续的工艺协调及零件装配。
4)经济角度
零件的生产离不开成本,两种工艺的经济性相差很大。
化铣以化铣溶液为主,化铣溶液的主腐蚀剂为NaOH,化铣溶液需定期处理,会污染环境且耗能较高,化铣过程中消耗的铝材无法回收再利用。镜像铣是目前公认的一种新一代绿色制造技术,刀具的冷却采用微量润滑即可实现,不存在污染环境的问题。同时镜像铣加工效率高,可显著降低生产成本。因此镜像铣在经济角度上明显优于化铣。
总结
化铣和镜像铣是目前主流的加工薄蒙皮的加工方法,通过对比发现,镜像铣的技术集成度高,但使用该技术的厂商较少。镜像铣切系统在加工流程、加工精度和经济角度要明显优于化铣工艺,所以在民机金属薄蒙皮的制造中,应更多的应用镜像铣切系统,这会加快我国民机蒙皮一体化制造的进度。

徐志才 郝新超
上海飞机设计研究院
徐志才(1989-)男,汉,山东省临沂市,上海飞机设计研究院,助理工程师,硕士。
10.3969/j.issn.1001-8972.2016.11.013
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
军民两用技术与产品(2021年5期)2021-07-28
民用飞机设计与研究(2021年4期)2021-07-08
民用飞机设计与研究(2020年4期)2021-01-21
民用飞机设计与研究(2020年1期)2020-05-21
制造技术与机床(2018年12期)2018-12-23
航空世界(2018年12期)2018-07-16
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
山东工业技术(2016年15期)2016-12-01