油水乳液中水合物法分离甲烷/乙烯生成动力学
2016-09-18 09:56周文涛李优李鑫钢李永红1
化工学报 2016年8期
周文涛,李优,李鑫钢,李永红1,
(1天津大学化工学院,绿色合成与转化教育部重点实验室,天津 300072;2精馏技术国家工程研究中心,天津 300072;3天津化学化工协同创新中心,天津 300072)
油水乳液中水合物法分离甲烷/乙烯生成动力学
周文涛1,3,李优2,3,李鑫钢2,3,李永红1,2,3
(1天津大学化工学院,绿色合成与转化教育部重点实验室,天津 300072;2精馏技术国家工程研究中心,天津 300072;3天津化学化工协同创新中心,天津 300072)
低碳烯烃的分离在石化行业有着重要意义。使用恒容的釜式反应器进行了水合物法分离甲烷和乙烯混合气动力学实验,并研究了不同温度和乳液用量对于水合分离效果和生成动力学的影响。在温度为273.35 K、100 m l乳液用量条件下,混合气中乙烯含量从34%降至9.97%,回收率达到90.36%,温度越低、乳液量越多,乙烯回收率越高。提出了一套以逸度差为推动力的动力学模型,能够较好地拟合实验数据,同时根据参数能够较好地预测实验结果。
动力学;分离;回收;水合物;乙烯
引 言
当前我国石化行业在 FCC(fluid catalytic cracked)催化裂化过程中产生的催化裂化干气量达到了130 M t·a-1以上,含有大量优质低碳轻烃和氢气等高附加值物质,其中乙烯含量占到了 1M t·a-1[1],现有处理技术多直接作为工业或是民用燃料的方式直接烧掉,造成了极大的资源浪费。如何回收利用裂解干气中具有高附加值的低碳烃成为了研究热点。
传统分离方法包括深冷分离[2-3]、吸收分离[4-6]、吸附分离[7-8]和膜分离技术[9-10],水合分离技术作为一种新型的分离方法,相对传统的分离方法具有巨大潜力。首先水合分离技术与变压吸附分离、膜分离技术相比具有更好的适用性,对原料气的要求相对较低;深冷分离和低温分离技术都需要在超低温下操作,而水合分离技术能在 0℃以上进行操作,大大降低了操作条件和设备费用;同时水合分离具有储气量高和无污染的特点。Bishnoi等[11-12]系统地研究了甲烷、乙烷及其混合物在纯水体系中生成速率。Kondo等[13]研究了甲烷、乙烷和丙烷的混合水合物的生成速率和组成,发现使用相平衡的计算方法来估算组成可以得到可以接受的精度。Giraldo等[14]也报道了类似的研究。Turner等[15]研究了油水乳液中形成水合物的动力学,并提出了缩壳扩散模型。Mu等[16]研究了微型乳液中甲烷水合物的生成,他们认为,当颗粒足够小时,水合物的生成不再是扩散控制的。Liu等[17]研究了油水乳液分离裂化干气的效果,他们测定了分离系数和分离效果,回收率能达到80%。Ma等[18]使用Chen-Guo模型计算了多组分的分离相平衡,他们发现 Chen-Guo模型可以很好地预测多组分的相平衡组成,包括气相、液相和水合物相。Ribeiro等[19]总结了水合物生成的模型主要分为本征控制、传质控制和传热控制机理。
本实验采用水合物法成功实现了在油水乳液条件下分离甲烷和乙烯混合气,从而实现对低碳烯烃的回收利用,研究了温度和乳液量对其分离效果的影响。根据Chen-Guo方程的分布理论和Englezos等[12]、Giraldo等[14]的理论提出并建立了一套以逸度为推动力的动力学模型,与实验结果拟合程度较高,为工业应用提供相应理论指导。
1 实验装置和实验方法
1.1实验试剂
实验所用的甲烷/乙烯混合气由天津盛唐气体有限公司提供,乙烯浓度为 34%;正癸烷纯度为98%,Span80、Tween80为医药级纯度,均由A laddin工业有限公司提供。
1.2实验装置
实验装置如图1所示,主要由高压反应釜、低温恒温槽和数据采集系统构成。设备具体信息见文献[20],气相色谱仪GC9790用于测定混合气组成。
1.3实验步骤
乳液配制:按照体积比7:3配制120 m l乳液,首先量取84 m l正癸烷和36 m l水置于烧杯中,根据HLB=9,依次添加0.72 g Span(去离子水质量的2%)和0.5638 g Tween80加入到烧杯中,然后用高速分散剂在10000 r·min-1转速下分散10 m in制得乳液。

图1 实验装置Fig.1 Schematic diagram of experimental apparatus
水合反应步骤:量取上述配制100 m l乳液于反应釜,先用N2检查气密性(加压至7.00 MPa,0.5 h压力不降即证明气密性良好),然后用N2排除置换空气3次;启动低温槽,开启搅拌,降至实验温度,维持稳定后停止搅拌,用混合气置换3次,然后升压至初始实验压力5.0 MPa,关闭进气阀。调节搅拌速度至 800 r·m in-1,启动数据采集系统,每隔30 s记录实验过程中气液相温度以及压力的变化。当系统压力下降即证明水合物生成,系统压力稳定3 h不再变化即可认为反应平衡,取出达到平衡后的混合气用色谱进行成分分析。
1.4数据处理
利用反应前后乙烯的物料平衡得

式中, n0、 n1、n分别为反应前后气相和乳液相中乙烯的量。

压缩因子Z0、Z1分别通过P-T方程确定,采用普通混合规则计算得到回收率r为

式中, y0、x表示原料气相和反应后乳液相中乙烯的摩尔分数,可通过测定反应前后气相组成得到。
2 分离实验结果与讨论
在初始压力为5.0 MPa,搅拌速度为800 r·min-1条件下,测定了不同反应温度和乳液用量条件下反应体系压力和温度随时间的变化关系,通过色谱分析检测反应前后混合气组成,计算出对应分离效果。
2.1反应温度对分离效果的影响
如图2和图3所示,当反应温度在冰点以上时,在乳液用量均为 100 m l的情况下,反应温度为273.35 K时混合气中乙烯含量经过单级水合分离之后从34%降到了9.97%,乙烯回收率达到了90.36%,具有良好的分离效果。同时从图3中明显发现随着反应温度的升高,乙烯回收率从 90.36%降到了83.75%,一方面是由于水合反应是放热反应,低温更能促进反应进行,让更多的乙烯在水合物相中得到富集,另一方面就是温度越低,分离效果越好,回收率越高。当反应温度在冰点以下时,分离效果更好,但是鉴于本课题组在研究纯甲烷动力学时发现冰点以下水合反应存在结冰等特殊情况[20],具有不确定性,且能耗较高,所以反应温度为273.35 K时是比较合适的工艺条件。

图2 乙烯在气相和水合相中浓度随反应温度的变化曲线Fig.2 Change of ethylene concentration in gas and hydrate phase at different temperature

图3 乙烯回收率随反应温度的变化曲线Fig.3 Change of ethylene recovery at different temperature
2.2乳液用量对分离效果的影响
在反应温度维持在273.35 K不变时,从图4中可以看出,随着乳液用量从70 m l增加到100 m l,平衡气相中乙烯的含量从13.97%降到了9.97%,同时从图5中也可以看出乙烯的回收率也从78.59%升至90.36%,乳液量增多,更多的乙烯参与到水合反应,从而让乙烯在水合物相得到富集,保证较好的分离效果。

图4 乙烯在气相和水合相中浓度随反应乳液量的变化曲线Fig.4 Change of ethylene concentration in gas and hydrate phase at different amount of emulsion

图5 乙烯回收率随反应乳液量的变化曲线Fig.5 Change of ethylene recovery in gas and hydrate phase at different amount of emulsion
2.3与纯水体系分离效果的比较
在反应温度为273.35 K条件下,利用100 m l的纯水对混合气进行水合分离。结果表明混合气在纯水体系中分离之后乙烯含量从 34%降到了12.07%,乙烯回收率达到91.86%,分离效果与油水乳液体系差别较小,但是通过对比整个水合过程发现(图6),在乳液体系中,混合气完成溶解、诱导和水合生长整个过程仅需 125 min,而纯水体系时间长达 416 min,也说明了油包水乳液的存在一方面增大了气液接触面积,进而加快了水合反应速率,另一方面在实际工业应用中也能改善液相的流动性,不堵塞管道,油水乳液相比纯水体系在工业应用中更具优势。

图6 纯水体系与乳液体系压力曲线变化Fig.6 Change of pressure w ith time in pure water and w/o emulsion
3 水合物生成动力学实验结果与讨论
3.1水合物生成动力学模型
本文所采用的模型使用气体实时逸度和平衡逸度的差作为推动力。根据 Giraldo等[14]的简化理论,可以只使用某一种物质的水合物生成动力学常数和水合物生成的物质比例来预测混合水合物生成速率。
式中,ki为i组分的水合反应速率常数;Ar为气液相界面积;wi为i组分水合反应的化学计量系数;fg为瞬时逸度;feq为平衡逸度。
本工作中,使用乙烯的动力学系数来计算整个过程的气体消耗。根据Chen-Guo方程[21]来预测水合物中甲烷和乙烯的组成,使用Langmuir式吸附模型来进行计算。
3.1.1成核时间分布根据 Dalmazzone等[22]的理论,在水合物形成的初期,不同的液滴不是同时生成水合物的。水合物的形成遵循正态分布。
式中, f(t)为成核时间分布密度函数;F(t)为成核时间分布函数;μ为分布的期望,也可以理解为平均分布时间;σ为正态分布的标准差,标准差越大,成核过程分布得就越分散。对于本文的研究体系,当水合物的生成过程标准差小于30 s(每30 s测一次压力)时可以认为,几乎是同时成核的。本工作所观测到的成核时间分布为100~288 s不等,间接证明了该体系下水合物并不是同时成核。
3.1.2模拟方法本文采用上述模型,回归得到了乙烯在甲烷/乙烯混合水合物生成中的动力学参数。具体地,使用了ACM(Aspen Custom Modeler)中的参数估计模块。因为在搅拌的情况下气液间的相互作用是比较迅速的,所以可以认为气液间始终处于相平衡。通过PR-EOS对气液间的相平衡进行计算,相关的逸度也用该状态方程算出。
参数的优化过程类似于动态优化的过程,其目标函数为观测值与预测值的均方差。

3.2不同温度下的水合物生成情况
图7为不同温度下压降曲线。分别对3组不同水浴温度下的实验得到的结果进行参数拟合,拟合的效果见图7中的实线部分,与实验结果基本吻合。拟合得到的参数值见表1。

图7 不同温度下压力随时间的变化关系Fig.7 Change of pressure w ith time at different temperature

表1 不同温度下回归参数Table 1 Regressed parameters at different tem perature
如图7所示,在冰点以下时由于结冰现象的存在,出现了拐点,压力变化具有不确定性[20],故只针对冰点以上温度进行拟合。如表1所示,随着温度从273.35 K提升至277.15 K,回归得到的动力学常数k从1.16×10-6mol·bar-1·m-2提升至1.96× 10-6mol·bar-1·m-2。从图7中可以看出随着温度的提升,压降的曲线是在逐渐变平的。这与k随温度的提升而提升是不矛盾的。因为,水合的速率是由k与推动力两个因素共同决定的。温度提升后,虽然k值升高,但是逸度差的推动力变小了,所以曲线变得更为平缓。从表1中还观察到,随着温度的提升,成核时间的标准差在逐渐变大,这说明随着温度的提升,水合物的成核在变得越来越不均匀。这与Dalmazzone等[22]的研究结果相符合。
3.3不同乳液用量的实验结果
在反应温度定在273.35 K条件下,从图8中方块所示的实验结果可以看出随着乳液用量的增多,水合反应速度更快。根据计算得到的参数,对不同乳液体积的实验进行了预测。预测的过程中,由于成核的随机性,平均成核时间仍需要重新计算。成核标准差采用冷浴温度为 273.35 K条件下的标准差,如图8实线部分所示,模型预测结果与实验结果拟合效果较好。这说明本文提出的动力学控制的理论是合理的。由图8中还可以看出随着乳液用量的减少,平衡的压力在逐渐升高,这是因为乳液用量提高后,水与油的量均增加,这就使更多的气体进入到乳液中。
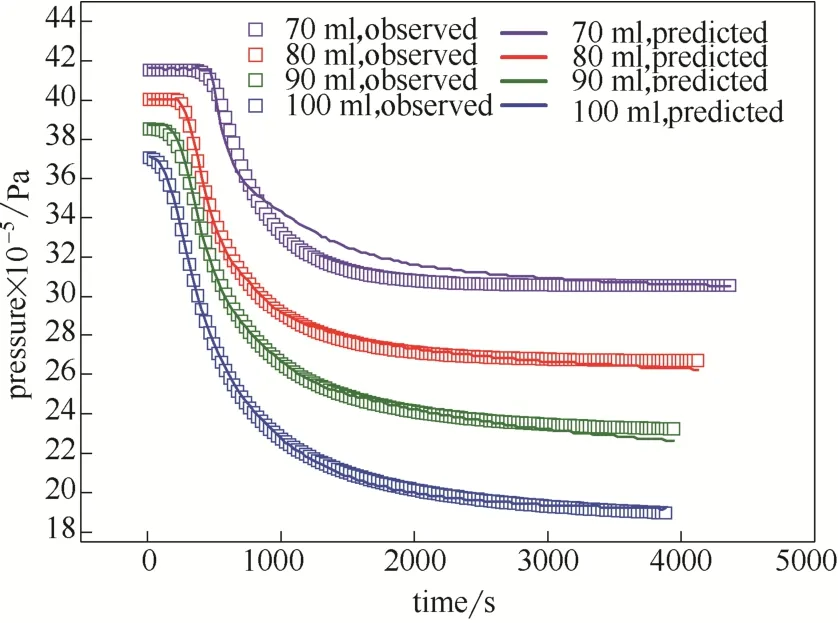
图8 不同乳液量下压力随时间的变化关系Fig.8 Change of pressure w ith time at different amount of emulsion
4 结 论
在油水乳液中通过水合物法分离甲烷和乙烯的混合气能够达到较好效果,在温度为273.35 K,乳液用量为 100 m l时,混合气中乙烯含量能够从34%降至9.96%,回收率达到90.36%,有较好的分离效果,随着温度降低和乳液含量的增多分离效果越来越好,且油水乳液相对于纯水体系具有水合时间短的优势。根据Chen-Guo方程和Giraldo等提出的以逸度差为推动力的油水乳液动力学模型能够较好地拟合实验数据,并且通过成核时间分布能够准确描述水合物形成初期过程,根据回归的参数也能够准确地预测结果。
References
[1]丁雪. 催化裂化干气中乙烯的低聚反应研究 [D]. 青岛: 中国石油大学, 2010.
DING X. Study on the oligomerization of ethylene in FCC dry gas [D]. Qingdao: China University of Pertoleum, 2010.
[2]XU G, Li L, YANG Y, et al. A novel CO2cryogenic liquefaction and separation system [J]. Energy, 2012, 42 (1): 522-529.
[3]BARCLAY M A, BROOK T C, BARCLAY J A, et al. Apparatus and method for purifying natural gas via cryogenic separation: US 6082133 [P]. 2000.7.4.
[4]HUANG W Q, ZHENG Z N, SHI L, et al. Simulation and optimization of gasoline vapor absorption separation [J].Advanced Materials Research, 2013, 742: 492-496.
[5]FERON P H M, JANSEN A E. CO2separation w ith polyolefin membrane contactors and dedicated absorption liquids: performances and prospects [J]. Separation and Purification Technology, 2002, 27(3): 231-242.
[6]LI Y, YI H, TANG X, et al. Adsorption separation of CO2/CH4gas m ixture on the commercial zeolites at atmospheric pressure [J]. Chem ical Engineering Journal, 2013, 229: 50-56.
[7]MOFARAHI M, GHOLIPOUR F. Gas adsorption separation of CO2/CH4system using zeolite 5A [J]. M icroporous and Mesoporous Materials, 2014, 200: 1-10.
[8]ZHANG L, QIAN G, LIU Z, et al. Adsorption and separation properties of n-pentane/isopentane on ZIF-8 [J]. Separation and Purification Technology, 2015, 156: 472-479.
[9]W ILCOX J, HAGHPANAH R, RUPP E C, et al. Advancing adsorption and membrane separation processes for the gigaton carbon capture challenge [J]. Annual Review of Chem ical and Biomolecular Engineering, 2014, 5: 479-505.
[10]CHEN G Q, KANEHASHI S, DOHERTY C M, et al. Water vapor permeation through cellulose acetate membranes and its impact upon membrane separation performance for natural gas purification [J]. Journal of Membrane Science, 2015, 487: 249-255.
[11]CLARKE M, BISHNOI P R. Determ ination of the activation energy and intrinsic rate constant of methane gas hydrate decomposition [J]. The Canadian Journal of Chem ical Engineering, 2001, 79 (1): 143-147.
[12]ENGLEZOS P, KALOGERAKIS N, DHOLABHAI P D, et al. Kinetics of gas hydrate formation from m ixtures of methane and ethane [J]. Chem ical Engineering Science, 1987, 42 (11): 2659-2666.
[13]KONDO W, OHTSUKA K, OHMURA R, et al. Clathrate-hydrate formation from a hydrocarbon gas m ixture: compositional evolution of formed hydrate during an isobaric sem i-batch hydrate-form ing operation [J]. Applied Energy, 2014, 113: 864-871.
[14]GIRALDO C, MAINI B, BISHNOI R, et al. A simplified approach to modeling the rate of formation of gas hydrates formed from mixtures of gases [J]. Energy & Fuels, 2013, 27 (3): 1204-1211.
[15]TURNER D J, M ILLER K T, SLOAN E D. Methane hydrate formation and an inward growing shell model in water-in-oil dispersions [J]. Chemical Engineering Science, 2009, 64 (18): 3996-4004.
[16]MU L, LI S, MA Q L, et al. Experimental and modeling investigation of kinetics of methane gas hydrate formation in water-in-oil emulsion [J]. Fluid Phase Equilibria, 2014, 362: 28-34.
[17]LIU H, MU L, LIU B, et al. Experimental studies of the separation of C2 compounds from CH4+C2H4+C2H6+N2gas mixtures by an absorption-hydration hybrid method [J]. Industrial & Engineering Chemistry Research, 2013, 52 (7): 2707-2713.
[18]MA Q L, CHEN G J, SUN C Y. Vapor-liquid-liquid-hydrate phase equilibrium calculation for multicomponent systems containing hydrogen [J]. Fluid Phase Equilibria, 2013, 338: 87-94.
[19]RIBEIRO C P, LAGE P L C. Modelling of hydrate formation kinetics: state-of-the-art and future directions [J]. Chemical Engineering Science, 2008, 63 (8): 2007-2034.
[20]LI X, CHEN C, CHEN Y, et al. Kinetics of methane clathrate hydrate formation in water-in-oil emulsion [J]. Energy & Fuels, 2015, 29 (4): 2277-2288.
[21]CHEN G J, GUO T M. A new approach to gas hydrate modelling [J]. Chemical Engineering Journal, 1998, 71 (2): 145-151.
[22]DALMAZZONE D, HAMED N, DALMAZZONE C. DSC measurements and modelling of the kinetics of methane hydrate formation in water-in-oil emulsion [J]. Chemical Engineering Science,2009, 64 (9): 2020-2026.
K inetics of hydrate formation in water-oil emulsion for separation of methane and ethylene
ZHOU Wentao1,3, LI You2,3, LI Xingang2,3, LI Yonghong1,2,3
(1Key Laboratory for Green Chemical Technology of Ministry of Education, School of Chemical Engineering and Technology, Tianjin University, Tianjin 300072, China;2National Engineering Research Center for Distillation Technology, Tianjin 300072, China;3Collaborative Innovation Center of Chemical Science and Engineering (Tianjin), Tianjin 300072, China)
Low-carbon olefin separation is important in petrochem ical industry. Separation of methane/ethylene mixture was studied by hydrate formation in water-in-oil (w/o) emulsion during isochoric and isothermal processes in an agitated reactor. With pressure-volume-temperature (PVT) method, the ethylene hydrate formation kinetics and separation efficiency were evaluated at various operating conditions of temperature and emulsion consumption. Ethylene concentration in gas mixture decreased from 34% to 9.97% and its recovery achieved to 90.36% w ith the use of 100m L emulsion at temperature of 273.35 K. Lower temperature and more emulsion were favorable for the recovery of ethylene. A kinetics-controlled model using fugacity difference as the driving force was proposed, which fitted the experiment data well and could predict experimental output accurately from operating parameters.
kinetics; separation; recovery; hydrate; ethylene
date: 2016-03-30.
Prof. LI Yonghong, yhli@tju.edu.cn
supported by the National Basic Research Program of China (2012CB215005).
TE 645
A
0438—1157(2016)08—3446—06
10.11949/j.issn.0438-1157.20160375
2016-03-30收到初稿,2016-05-30收到修改稿。
联系人:李永红。第一作者:周文涛(1991—),男,硕士研究生。
国家重点基础研究发展计划项目(2012CB215005)。
猜你喜欢
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
腐植酸(2020年5期)2020-12-20
北京石油化工学院学报(2019年3期)2019-11-05
World Journal of Clinical Cases(2019年4期)2019-04-16
汽车维护与修理(2018年13期)2019-01-08
西南石油大学学报(自然科学版)(2018年6期)2018-12-26
中国资源综合利用(2017年4期)2018-01-22
河北地质(2017年2期)2017-08-16
食品工业科技(2014年13期)2014-03-11
原子与分子物理学报(2014年3期)2014-02-28