燃油系统导管连接快卸卡箍条带应力分析
2016-09-16 05:47:07杨正东孙忠志
航空标准化与质量 2016年4期
杨正东孙忠志
(1.中国航空综合技术研究所,北京 100028;2. 沈阳飞机设计研究所,辽宁 沈阳 110035)
燃油系统导管连接快卸卡箍条带应力分析
杨正东1孙忠志2
(1.中国航空综合技术研究所,北京100028;2. 沈阳飞机设计研究所,辽宁沈阳110035)
针对飞机在外场使用过程中燃油系统导管连接快卸卡箍条带发生断裂导致安全事故的问题,对卡箍条带在不同工况下不同位置的应力分布进行对比分析和研究,为后续卡箍产品标准修订时条带的结构参数设计和工艺改进提供参考依据。
燃油系统;导管连接;卡箍;条带应力
[DOI编码] 10.13237/j.cnki.asq.2016.04.006
导管连接快卸卡箍是管路系统不可缺少的标准件,对飞机、发动机和武器装备中的管路连接起着重要作用。比较典型是HB 6521-2012《导管连接快卸卡箍》中的结构(如图1所示),主要由卡箍组件、导管接头、带胶圈孔的导管接头和密封圈组成[1]。此类卡箍具有较好的密封性和对中性,且抗热冲击、抗高温变形、抗各种冲击载荷和振动性能在同类产品中也有较大的优势,安装和维修方便,稳定性好,是目前应用最为广泛的刚性管路连接形式。若其失效,会影响飞机和发动机及附件系统的工作性能、使用寿命和飞行安全[2]。
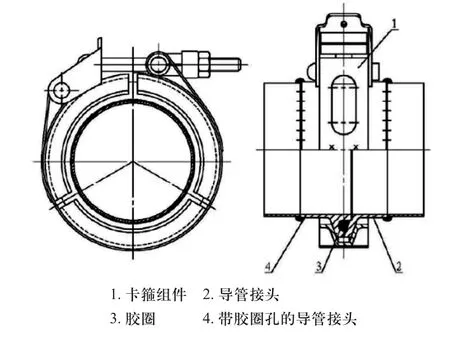
图1 HB 6521-2012导管连接快卸卡箍结构
近些年,某型飞机的外场使用过程中,发生卡箍条带断裂失效现象[3],条带的断裂将会引起导管连接的失效,造成燃油泄漏,严重影响飞机的安全。因此,本研究将针对卡箍在不同工况下的条带的应力分布进行试验与分析研究,为后续卡箍产品标准修订过程中条带的结构设计提供参考依据。
1 卡箍条带的应力测试
1.1应变片位置
为了研究卡箍在不同工况下条带的应力分布,分别在条带的9个位置粘贴应变片,如图2所示。

图2 应变片粘贴位置示意图
1.2测试过程
卡箍条带的应力测试过程如下:
1)将卡箍组件、导管接头、胶圈和带胶圈的导管接头按图2所示状态连接;
2)对卡箍组件施加不同大小的拧紧力矩(力矩从小到大施加),如图3所示。用动态测试应变仪测量9个不同位置的条带应变值;
3)研究在螺栓组件和卡挡接触面处涂树脂和不涂树两种情况下,测量导管接头上涂润滑脂和不涂润滑脂时条带不同位置的应变;
4)根据测得的应变值和条带材料的弹性模量,计算出对应的应力值。

图3 应力测试过程施加拧紧力矩
2 应力分析
2.1拧紧力矩的影响
在不涂润滑脂和树脂的情况下,对卡箍施加不同大小的拧紧力矩,条带不同位置的应力水平如曲线图4所示。
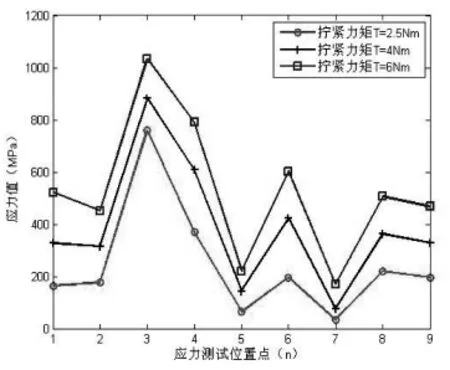
图4 不同拧紧力矩下卡箍条带的应力
从图4曲线中可以看出,卡箍条带位置3的应力较大,比较容易发生疲劳断裂,因此在结构设计和热表处理时,应着重保证该位置的强度和可靠性,防止断裂失效。此外,随着拧紧力矩的增大,不同位置的应力值均有增大的趋势。在实际使用中,应在保证能满足导管连接密封性的前提下选择尽可能小的拧紧力矩,从而提高抗动态疲劳失效的性能。
2.2卡箍接头处涂润滑脂的影响
在导管接头和带胶圈的导管接头上涂润滑脂,对卡箍施加不同大小的拧紧力矩,条带不同位置的应力水平如曲线图5所示。

图5 不同拧紧力矩下卡箍条带的应力
将图5和图4的曲线进行对比,可以发现,在导管接头上涂润滑脂后,相同力矩下,条带不同位置的应力普遍有降低的趋势,由此推断,润滑脂可以减小接头与卡箍之间摩擦阻力,改善条带应力。
2.3卡挡处涂树脂的影响
在螺栓装配件(13HB 6521-2012)和卡挡(11HB 6521-2012)接触面处处涂约2mm厚的树脂(J-168胶粘剂混点短切纤维或石英砂),如图6所示。并测量导管接头和带胶圈的导管接头上不涂润滑脂时不同拧紧力矩下不同位置的应变,结果如曲线图7所示。

图6 卡挡处涂树脂的部位

图7 不同拧紧力矩下卡箍条带的应力
理论上,在螺栓组件和卡挡接触面处涂树脂将减小二者的摩擦,有利于T型螺栓沿着卡挡下移,同样拧紧力矩下,卡块间隙比不涂树脂时小,即能更紧地箍住接头,因此应力会有一定趋势的增加。将图7曲线和图4曲线进行对比,发现曲线数据的趋势与理论较相符。也就是说,在卡箍实际使用过程中,在螺栓组件和卡挡接触面处涂树脂后,用较小的拧紧力矩即可实现接头的箍紧,进而实现导管连接的密封。
3 结束语
燃油系统卡箍连接的可靠性和稳定性对飞机的安全和寿命至关重要,而条带疲劳断裂又是典型的失效方式。因此,在后续工作中建议从以下几个方面改善卡箍条带的应力情况,保证连接稳定性和密封性。
● 进行结构优化设计,优化部分零件尤其是条带的结构和尺寸;
● 采用各项力学性能更好的条带材料;
● 改进热处理和表面处理等工艺,提高条带抗应力和变形的性能。
随着科学技术的发展,航空新研型号及发动机等对导管连接快卸卡箍性能的要求也愈发苛刻。因此,导管连接快卸卡箍产品的质量和性能水平将成为一个突出的矛盾,尽管国内某些导管连接快卸卡箍的结构形式与国外先进的同类型卡箍一致,可以在小范围内进行替代,但从整体上,国内的产品质量和性能仍无法全面满足航空武器型号的需求,应加强对航空燃油系统导管连接快卸卡箍的科研开发和质量监督,在借鉴国外先进产品的基础上,改善条带结构设计和工艺,更进一步提高卡箍连接的强度和密封性,进而保证系统的稳定性和安全性,不断提高国内导管连接快卸卡箍的质量和技术水平,完善相关产品标准。
[1]HB 6521-2012 导管连接快卸载卡箍[S].
[2]朱绍荷. 铝合金柔性导管连接卡箍简介[J].航空标准化与质量,2004(03).
[3]陈永宜,韩祥信,王红英等.快卸卡箍断裂分析[J].材料工程,1992年(6).
(编辑:劳边)
V228;V229
C
1003-6660(2016)04-0021-03
2016-05-04
猜你喜欢
石油商技(2023年4期)2023-12-09 08:49:36
建材世界(2022年6期)2022-12-10 11:53:56
橡胶工业(2021年7期)2021-07-21 11:24:38
棉纺织技术(2021年6期)2021-06-15 03:13:14
纺织器材(2017年6期)2017-12-14 06:38:02
制造业自动化(2017年3期)2017-05-02 23:52:44
石油知识(2017年3期)2017-04-05 16:36:36
石油学报(石油加工)(2017年1期)2017-02-08 01:51:34
科技创新导报(2016年5期)2016-05-14 11:34:34
智能系统学报(2015年4期)2015-12-27 09:38:28