
面向PDC钻头的三轴数控机床改进模块研究*
2016-09-13 07:04马少华鹿德台马建民刘振东
制造技术与机床 2016年6期
马少华 鹿德台 马建民 刘振东
(中国石油大学(华东)石油工业训练中心,山东 青岛 266580)
面向PDC钻头的三轴数控机床改进模块研究*
马少华鹿德台马建民 刘振东
(中国石油大学(华东)石油工业训练中心,山东 青岛 266580)
对常用三轴数控机床进行改进设计以适用于PDC钻头加工。首先分析PDC钻头的加工特征,明确加工工艺。然后根据PDC钻头的实际加工情况和三轴数控机床的特点,设计机床改进模块和控制软件。最后与三轴机床结合,试加工PDC钻头。解决了普通三轴数控机床无法加工PDC钻头和五轴数控机床加工PDC钻头的高成本等问题。
PDC钻头;五轴数控机床;三轴数控机床;改进模块
1 研究意义
在油田开发中,钻井占据重要地位,据估计,在某些油田的投资开发中,钻井投资占35%~40%[1]。聚晶金刚石复合片PDC钻头是钻井作业中的重要工具,目前其进尺量已占钻井总进尺量的60%左右[2]。PDC钻头结构无运动部件,整个钻头是一个整体,适用于软到中等硬度均质地层中破岩。与应用广泛的牙轮钻相比,PDC钻头工作稳定、钻速提高2倍以上、进尺速度提高4~6倍[3]。高效率、低成本地生产PDC钻头已成为当前石油工业中的迫切需求。
随着能源等行业的发展,PDC钻头的功能更加高端、设计更加复杂,齿窝、水孔等带有空间复杂位置度要求的特征已经超出了三轴加工中心的加工范围[4]。目前PDC钻头的生产多采用五轴加工中心。但是,这仅使用了五轴加工中心的空间斜孔等小部分多轴加工能力,浪费了五轴加工中心的大部分功能,高成本的五轴加工中心造成了PDC钻头的高成本。对低成本的三轴数控机床改进以适用于PDC钻头低成本加工,有利于推广PDC钻头在钻井领域的应用,降低油田开发成本。
2 PDC钻头的加工特征
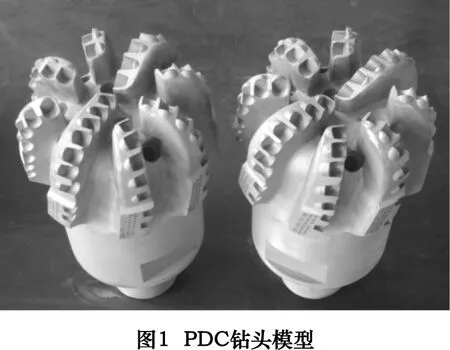
如图1所示,本文将PDC钻头分解成钻头体、刀翼、切削齿、冠部、水眼等加工特征,通过分析特征参数,明确加工要求,指导三轴数控机床改进模块设计。
2.1建立PDC钻头坐标系
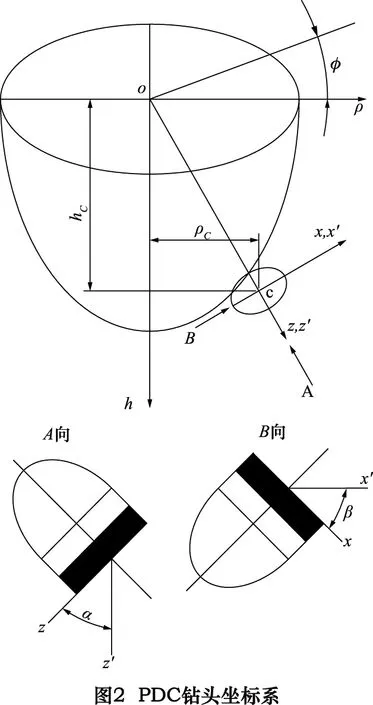
为了准确描述PDC钻头各个特征,建立由钻头圆柱坐标系o-ρφh、切削齿工作面坐标系和切削齿基准面坐标系组成的PDC钻头坐标系,如图2所示。各特征的参数首先转换成圆柱坐标系下的绝对坐标,然后转换成笛卡尔坐标系下的坐标,形成加工数据。
2.2建立特征化模块
钻头体是PDC钻头的基础结构特征,数学模型是一条二维曲线旋转而成的柱体,特征参数有钻头体半径、钻头体高度、钻头体内锥半角、钻头体圆角。
刀翼外形由样条曲线来表示,关键点坐标控制刀翼形状,特征参数有刀翼外厚度、刀翼内厚度、刀翼高度、钻头半径、样条曲线点坐标。
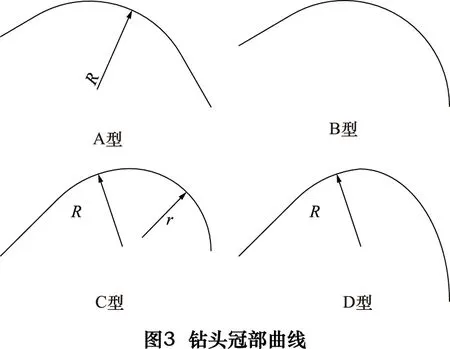
钻头冠部的数学模型是一条曲线经过拉伸形成,常用的冠部曲线有A型:直线-圆弧-直线;B型:直线-圆弧;C型:直线-双圆弧;D型:直线-圆弧-抛物线,如图3所示。
切削齿的数学模型是一个柱体(切削齿)和一个半球体(支撑切削齿)的组合体,其中,柱体和半球体的直径相等,特征参数有齿直径、齿径向坐标、齿高、后倾角、侧转角、刀翼号。
水眼数学模型是圆柱,需要在PDC钻头装配体的基础上添加通孔。因此,水眼的特征参数为水眼直径、水眼轴线与钻头轴线的夹角。
2.3加工工艺
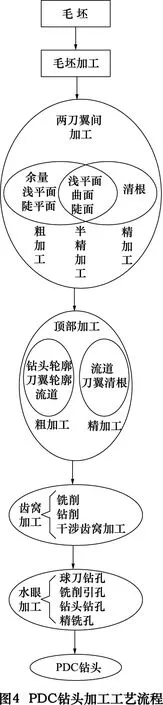
根据PDC钻头尺寸选择恰当的圆柱式毛坯并进行初步的车削加工,获得钻头轮廓体、下半部分的准确形状和后续加工所需的定位孔、装夹槽,提高加工效率。水平装夹毛坯,进行两刀翼间复杂曲面加工,并根据刀翼特征参数依次旋转一定角度完成所有刀翼间加工。同时铣削一个与h轴垂直的基准面,确保每次装夹的基准一致。钻头立式装夹,铣削顶部轮廓;钻头水平装夹,加工齿窝;钻头立式装夹,加工水眼。工艺流程如图4所示。
3 三轴数控机床改进模块
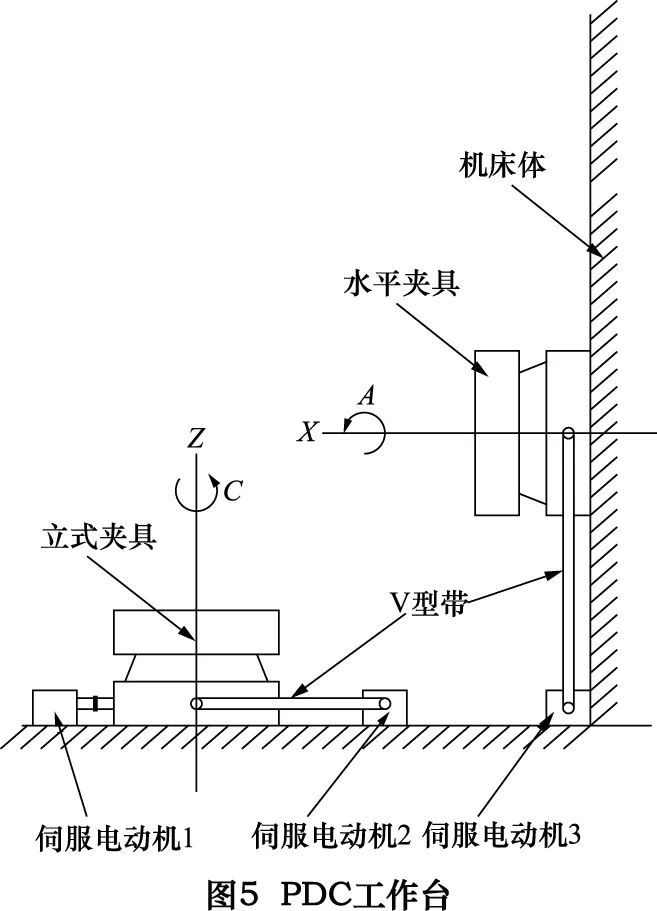
针对PDC钻头的加工,本文对立式三轴数控机床进行改进,设计一个可拆卸的机床改进模块,即PDC工作台,实现以下功能:
①水平装夹PDC钻头并可绕X轴旋转,加工刀翼曲面和齿窝。
②竖直装夹PDC钻头并可绕Z轴旋转、绕Y轴摆动,加工钻头顶部和水眼。实施方案如图5所示。
3.1工作台设计
为了实现毛坯的初步车削加工和对PDC钻头的刀翼之间曲面加工、齿窝加工,设计水平夹具,实现立式数控机床的刀具对PDC钻头的加工。由于刀翼和齿窝沿钻头体周向分布以及三轴数控机床的刀具不具备角度旋转功能,将水平夹具设计成具有绕水平X轴旋转的功能,定义为A轴。伺服电动机3通过V型带驱动夹具内蜗轮蜗杆机构实现A轴旋转工作。
为了加工PDC钻头的顶部和水眼,设计立式夹具,便于立式数控机床的刀具对钻头加工。另外,水眼沿钻头体周向分布,因此将夹具设计成具有绕竖直Z轴旋转的功能,定义为C轴。伺服电动机2通过V型带驱动夹具内蜗轮蜗杆机构实现C轴旋转功能。由于水眼轴线与竖直轴有一定倾斜角度,因此需要将PDC钻头绕水平Y轴旋转一定角度,使水眼轴线竖直,便于三轴机床刀具的Z向进给加工,定义为B轴。此功能有伺服电动机1通过减速装置驱动蜗轮蜗杆机构实现。
刀具加工PDC钻头时,对钻头周向和轴线方向产生一定的作用力,因此工作台的夹具应具有自锁功能。蜗轮蜗杆的自锁性可实现夹具位置的锁定。
3.2数控系统设计
为了实现PDC工作台各个运动轴的加工动作,设计专门的数控系统,包括用户界面层、核心运动控制层以及二者间的交互层,具体软件结构如图6所示。
用户界面层:采用C#语言设计,实现加工中心与操作者之间的信息交互。根据2.2节分析,输入钻头参数,迅速构建PDC钻头特征,数控系统根据内嵌PDC钻头加工工艺自动生成NC加工代码,以控制本项目设计的加工模块。同时,数控系统调用动态链接库TaskData和ManuCmd,对NC代码进行处理,编译为加工数据,下传至交互层。同时,从交互层获取加工模块状态信息并显示,便于操作者查看。
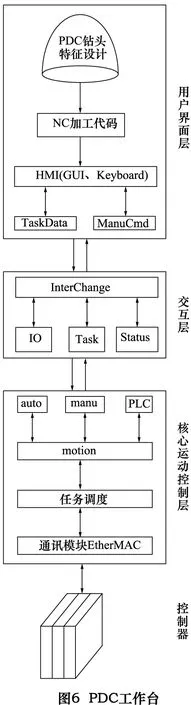
核心运动控制层:由于PDC钻头加工过程需要实时控制,本层采用响应较快的C++语言编写。数控系统首先调用动态链接库motion对交互层下传的加工数据进行逻辑处理;根据加工数据类型不同,motion分别调用动态链接库auto、manu、PLC进行相应的逻辑运算和运动插补,指令传至任务调度模块;最后,任务调度模块通过通讯模块EtherMAC将指令传送至控制器执行,同时获取控制器状态信息,并反馈至交互层。
交互层:通过调用动态链接库IO、Task、Status对加工信息和加工模块状态信息进行逻辑处理,实现用户界面层和核心运动控制层之间的信息交互。
4 结语
在中国石油大学(华东)校级重点教学项目“加工中心实践教学研究”支持下,以国家级石油工业训练教学示范中心和国家级石油勘探与开发虚拟仿真教学单位为平台,本文对PDC钻头的加工情况进行分析研究,设计了一款升级模块并在中心的FANUC三轴加工中心MV-60上进行测试,可以完成PDC钻头加工。加工现场如图7所示。经过近2年测试,效果表明:
(1)与原“三轴+五轴”生产方式相比,降低了一线工人的劳动强度,生产时间缩短了1/3左右。
(2)可以生产多种改进型PDC钻头,并成功应用于胜利油田、大庆油田等。
本项目初步解决了PDC钻头的空间复杂曲面难加工和五轴数控机床加工成本高的问题,降低PDC钻头的生产成本,便于PDC钻头生产的推广使用。
[1]陈康民.PDC钻头头部流场可视化装置[P],:中国,02283641.1.2003-12-17.
[2] 杜滨.PDC钻头数控加工工艺开发应用[D].济南:山东大学,2013.
[3] 刘程.PDC钻头三维设计技术研究[D].北京:中国石油大学,2008.
[4] 岑华.PDC钻头数控加工工艺开发应用探讨[J].科技创新与应用,2015(1):84.
(编辑孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
The research of three axis NC machine tool improvement module for PDC bit
MA Shaohua, LU Detai, MA Jianmin, LIU Zhendong
(Petroleum Industry Training Center,China University of Petroleum, Qingdao 266580,CHN)
A three axis NC machine tool improvement module is designed in this paper. Firstly, the processing characteristics of PDC bit are analyzed to determine the processing technology. Secondly, according to the actual working condition of the PDC bit and the characteristics of the three axis NC machine tool, machine tool improvement module and control software are designed. Finally, the PDC bit is processed using the improved module. This solved the problems of difficulties for ordinary three axis NC machine tools in processing PDC bit and high cost of machining PDC bits using five axis NC machine tools.
PDC bit; five axis NC machine tool; three axis NC machine tool; improvement module
TE921
B
10.19287/j.cnki.1005-2402.2016.06.028
马少华,男,1985年生,硕士研究生,助教,主要研究方向为石油机械、数控技术。
2016-02-18)
160644
* 中国石油大学(华东) 教学研究与改革项目(SY-A201202)
猜你喜欢
石油勘探与开发(2021年2期)2021-06-07
哈尔滨轴承(2021年4期)2021-03-08
中国煤层气(2019年4期)2019-11-23
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
中南大学学报(自然科学版)(2016年2期)2017-01-19
