
现场数据采集技术及在智能制造系统中的应用
2016-09-13 07:04周本华吴旭光郭培龙黄相行
制造技术与机床 2016年6期
周本华 吴旭光 郭培龙 黄相行
(① 北京英迪致远科技有限责任公司,北京100102;②河北省专业通讯局,河北 石家庄 050065)
现场数据采集技术及在智能制造系统中的应用
周本华①吴旭光②郭培龙①黄相行①
(① 北京英迪致远科技有限责任公司,北京100102;②河北省专业通讯局,河北 石家庄 050065)
详细介绍了现场数据采集系统的内容、方式,并以案例的方式介绍了该系统在智能制造系统中的作用与应用,说明了数据采集系统在现代化制造环境的重要性和必要性。同时也提出了现场数据采集系统未来的发展方向。
智能制造;数据采集;局域网;大数据分析
1 智能制造的内涵
智能工厂是现代工厂信息化发展的新阶段,是在数字化工厂的基础上,利用物联网的技术和设备监控技术加强信息管理和服务,清楚掌握产销流程、提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理地掌控生产计划与生产进度。它在数字化管理的基础上还需要体现其智能性,单机的智能主要体现在单机本身所具备的强大的能力,更重要的是它还应该具备一定的自学习能力,可根据过往积累的经验来优化工艺和工作流程,适应现场各种新的变化。从单机智能设备的互联,到不同类型和功能的智能单机设备的互联组成智能生产线,再到不同的智能生产线间的互联组成智能车间,智能车间的互联组成智能工厂,进而由不同地域、行业、企业的智能工厂的互联组成一个制造能力无所不在的智能制造系统,这些单机智能设备、智能生产线、智能车间及智能工厂可以自由地、动态地组合,以满足不断变化的制造需求。
近两年来,随着工业4.0概念的推广,各军工企业、民企翘楚们也正积极准备推进智能制造技术,以实现转型升级和发展方式的转变,个别地方也初步实现了一些工业4.0实践的初级样板。
工业4.0的核心就是智能制造,其主要内容如图1所示。
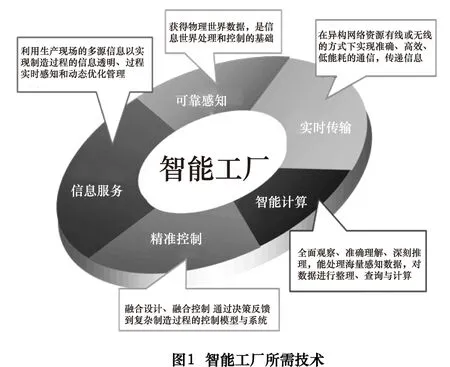
智能制造不仅需要单项技术突破,也需要各种技术综合集成。面对全球新一代信息技术与制造技术融合的趋势,制造业迎来了巩固和强化技术优势的机遇。具体来说,体现在如下3个方面:一是工业软件的机遇。工业软件是智能制造的核心和基础,企业资源管理(ERP)、制造执行系统(MES)、产品生命周期管理(PLM)、可编程控制器(PLC)等核心工业软件在制造业中的地位愈加稳固。二是工业电子的机遇。集成了传感、计算、通信的工业电子是智能装备的核心,如条码、RFID等识别技术,传感器、数控技术等在工业应用中愈加普遍。三是制造技术的机遇。基础材料、基础工艺、基础装备、基础元器件等传统制造技术与工业软件、工业电子技术的结合,就构建了智能制造的恢宏大厦。

智能工厂包括智能化生产控制中心、智能生产执行过程管控、智能加工中心与生产线、智能化仓储/运输与物流4个部分,其构成关系如图2所示。
2 数据采集的作用
传统意义上的DNC系统(即狭义DNC)只注重设备的数据传输与管理,而广义DNC的概念是将设备作为一个信息的节点,将纳入到企业整合信息化的管理中,实时、准确、自动地为整个信息系统提供及时、有效、真实的数据,以实现管理层与执行层信息的交流和协同工作。
数据采集系统(又称MDC系统)就是广义DNC系统的延伸。采用MDC网络系统进行生产设备的联网,并构建一个车间生产现场综合数据交换平台,包括设备状态采集、车间工况数据采集和生产数据交换功能等内容,其数据采集软件、工况数据采集器可以最大程度地采集满足生产管理所需的工况数据,实现生产、管理所需的数据、工夹具装备等资源信息的共享,它在整个制造过程环节中承担着支撑平台的作用,是构建智能制造的基石。
整个智能工厂的总体架构如图3所示。
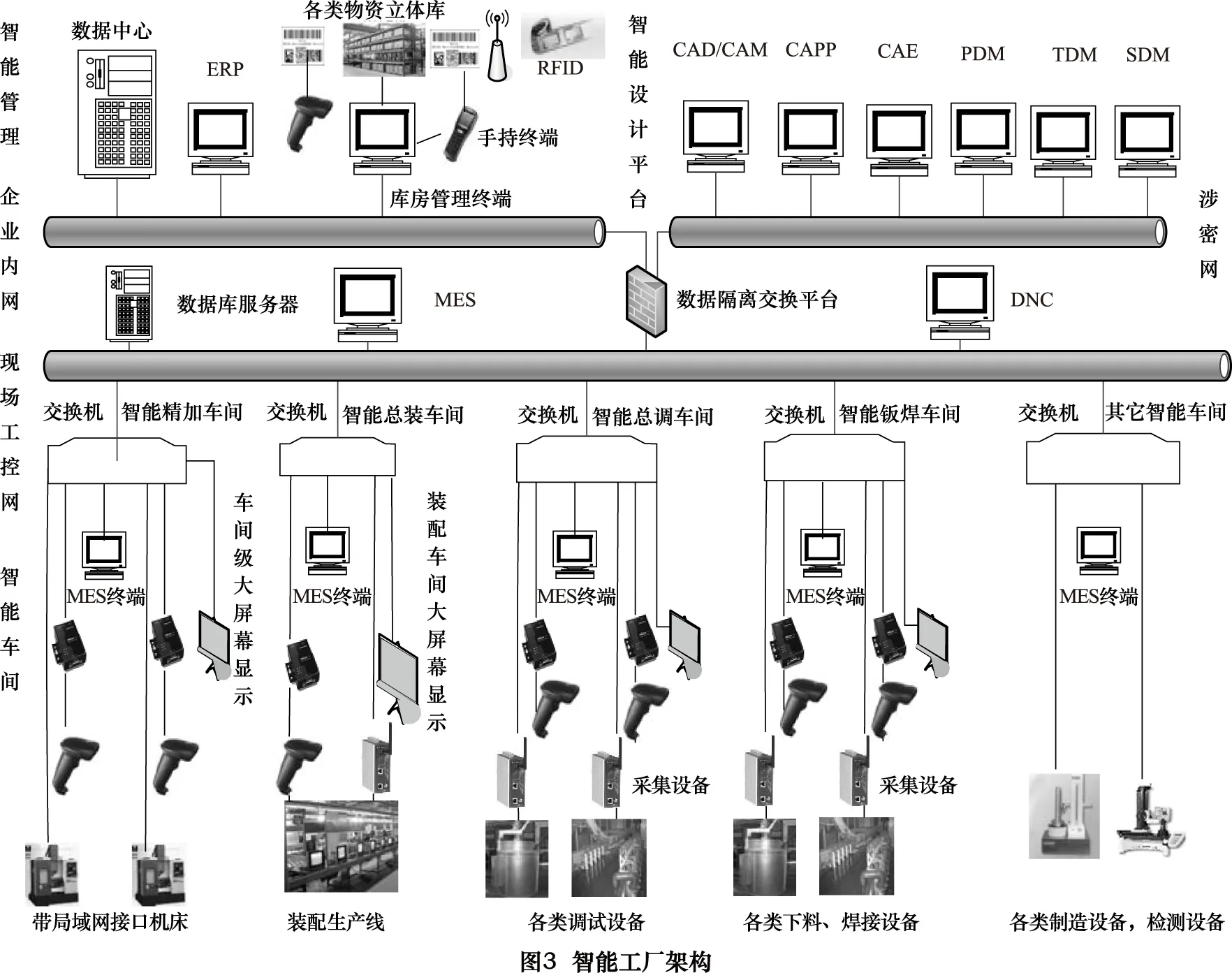
由上述智能制造的总体框架图可明显看出MDC系统在其中的作用与地位。MDC网络系统的应用可以最大限度地压缩辅助工时、基本消除生产设备的待机和停机时间,从而改善设备的利用率。MDC网络系统可以解决不同种类、不同年代、不同品牌的生产设备的联网集成,是消除“信息孤岛”实现企业信息化建设中生产过程数字化、智能化的有效工具。
3 现场数据采集的方式及内容
在生产现场,需要采集的信息类型主要包括人、机、料、法、环等如下几种:
①人员数据:人员编码,排班情况,上下班情况等。
②设备数据:设备各种状态,运行参数等。
③工装数据:工装编码,工装状态,刀具寿命,刀补参数等。
④物料信息:物料编码、位置、状态等。
⑤生产数据:任务单号,产成品数,各类生产过程信息等。
⑥质量数据:各种检验(首检,序检,终检)结果信息。
工单信息、人员信息和物料信息等更多地可以通过条码扫描、刷卡、RFID等方式来采集,简单直接,而设备信息除了本身的各种状态外,还包括各类运行参数信息,以及大量的控制信息,非常复杂。工装也可以归结为设备,质量数据也越来越依据高精度的检测设备来完成,所以,在现场数据采集中的最大量的工作就是对设备的各种相关信息的采集。
应该说,在生产现场有各种各样的生产及其辅助设备,如各类机加设备(车床、铣床、加工中心),各类检验检测设备,下料设备,冲压设备,运输设备,焊接设备,电子板卡类生产设备(SMT、贴片、层压、丝网、点胶等),高温炉设备,存储设备(各式货架、立体库)等等,所有这些设备的通讯接口形态,通讯协议类型等各不相同,为了满足所有这些设备的信息采集,就需要根据具体形态开发对应的通讯协议。
生产现场的信息采集方式多种多样,比较常用的主要有以下几种方式:
3.1TCP/IP协议的以太网模式
随着技术的发展,数控设备配置以太网功能已是大势所趋,而以太网方式的信息采集内容更加丰富,甚至可以做到远程控制,是未来CNC的发展方向。目前各主要数控系统厂商,如FANUC、西门子、HEIDENHAIN、MAZAK、三菱、大隈、FIDIA等均配备了局域网口,并提供了大量与其他系统方便集成的接口,据此可开发出如下功能。
3.1.1设备加工信息实时采集
通过局域网卡式的MDC网络,可以实时采集数控设备程序运行的开始/结束信息、设备运行状态信息(断电、开机、运行、空闲、报警等)、系统状态信息(编辑、手动、运行、MDI等),设备所有报警信息(设备错误、系统错误、操作提示等)、程序运行内容(程序号信息、程序段信息、各种坐标值数据)、操作履历数据、刀具/设备参数表、设备的实时坐标信息、主轴功率、进给、倍率、转速等。
3.1.2数控设备的加工限制
通过对数控设备的某些异常加工行为的及时限制,从事后检查处理上升到事先预防,车间管理得到本质提高,此功能对生产加工、设备安全、质量控制有很大的帮助。
(1)数控设备的程序限制编辑
通过DNC网络,锁定设备上的程序编辑功能,无论设备端的程序写保护是否启用,DNC网络实时监控数控系统中的程序变化,发现非法修改情况,立刻锁住设备,防止非法加工。
(2)数控设备的加工倍率限制随意修改
通过DNC网络,锁定设备上的倍率开关,DNC网络实时监控数控系统的倍率开关的变化,发现非法修改情况(超出倍率变化范围),立刻锁住设备,防止非法加工。
(3)数控设备的强制换刀
通过DNC网络,可以限制刀具的超寿命使用,当DNC系统检测到刀具的使用寿命超过系统的设置数值,而操作工没有更换刀具,DNC系统立刻锁住数控设备。
(4)数控设备的限制加工
通过DNC系统,可以限制工件不良品的加工,将DNC与SPC(质量管理系统)联网(如三坐标测量机),当DNC系统检测到某一个尺寸超过了系统的设置值时或有尺寸不良趋势时,DNC系统立刻锁住数控设备,以防止批量不良。
3.2普通以太网模式
除了上述具备以太网开发包的数控设备外,在现场还有大量采用Windows 操作系统带以太网接口的设备,但没有给第三方软件开发商提供开发接口,如大量的激光切割机,高精尖的检验检测设备(三坐标,气动量仪等)等,这些设备可以通过网络传输生产需求的各类文档(如NC程序,设计图纸,生产任务信息等),也可以及时传输检验检测报告,方便进行SPC质量控制。这其中还有些设备已经将各种状态信息、运行参数信息实时保存到本地数据库中,如自动立体库,生产线监控系统等,我们可以很方便地与数据库进行集成即可满足实时采集要求。
对于这类设备需要根据设备的具体接口、工作形态等方面随机应变,尽可能简单、快捷地提取到设备的各类状态及运行参数信息。
3.3数据采集卡
此方法与生产设备的控制系统类型无关,只要能与生产设备的相关I/O点、对应的传感器能连接上,采用专用的采集卡即可采集到相关加工信息。目前可以采集的内容有:设备上电、设备断电、运行加工开始、加工结束、设备故障以及设备的各种运行参数,如:主轴功率,各种压力、扭力、温度等信息。
此种方式适用系统为无串口以及无局域网络设备,目前主要有如下两种方式:
(1)开关量采集卡:主要采集设备的开关机,运行的开始、结束、报警等信息。
(2)模拟量采集卡:主要采集设备主轴功率、温度、压力等模拟量。
目前市面上也出现了同时具备采集设备I/O点信息和各类模拟量信息的混合型采集卡。
3.4组态软件采集
对于非数控类的采用PLC控制类的设备可以采用组态软件(比如:组态王,力控组态,海得组态等均可)来直接读取PLC中的相关信息,包括PLC中保存的各种状态的I/O点信息和模拟量信息(如温度,压力等,只要PLC中保存了即可),只要将读取的这些I/O点信息和模拟量信息存入我们设计好的数据库中。如图4所示。

组态软件是在工业自动化领域兴起的一种新型的软件开发工具,开发人员通常不需要编制具体的指令和代码,只要利用组态软件包中的工具,通过硬件组态(硬件配置)、数据组态、图形图像组态等工作即可完成所需应用软件的开发工作。组态软件通过串口或网口与需要采集设备的PLC相连,采用计算机采集、处理数据,可实时输出各种曲线,从而提高了设备的监控效果。
综合考虑,组态方式采集具有投入硬件少,连接方便,稳定可靠,以及适应性强、开放性好、易于扩展、经济、开发周期短等优点,针对工控应用来说是性价比最高的。
根据自动采集方式的差异,分别实现如表1所示功能。
3.5RFID方式
通过RFID来采集人员、物料、设备、工装等的编码、位置、状态信息,有些类似于条码扫描方式,需要在人员、物料、设备、工装上绑定RFID芯片。此类方法简单直接,但前提条件是我们事先需要将此类信息写入RFID中。目前我们在人员、物料、刀具上开始尝试使用此类方式,效果良好。
3.6人工辅助方式
对于很多非自动化设备或某些自动化设备不具备自动信息采集功能的条件下,可以采用手工填表、条码扫描仪、手持终端等模式实现。
人工辅助方式采集虽然由于人工的介入,不可避免会带入人为误差,还会影响数据的客观性,在数据的实时性和准确性上均有缺陷,但它非常灵活方便。这种方式在数据的丰富性、适应性上是自动采集所无法比拟的,弥补了自动采集的相关不足,是自动采集必要的补充,二者相辅相成。
(1)手工填表
填表设备既可以使用专用的设备,也可以使用普通PC+软件的方式(即常说的HMI方式)实现,此时需要在车间放置若干采集终端,可以一台设备放置一个终端(简称MES终端),也可以几台设备共用一台,建议此时计算机的配置可以不是很高,但建议采用工控机,防尘、防干扰、抗高温等。
(2)条码扫描
采用条码扫描仪时,可以将常用采集信息打印在一个条码模版上,条码扫描仪扫描的信息通过串口输出到DNC服务端。如图5是条码扫描模板样例。
表1自动采集方式可实现的功能

通讯采集方式功能要求业务描述备注组态软件设备状态关机、空闲、加工、故障运行参数只要PLC中有此信息即可采集。各类开关量信息:如开关切削液,换刀,开关门等。各类模拟量信息:如温度,压力,主轴负载(通过主轴负载最大值判断超负荷运转)等。报警信息报警:故障号,故障信息所有带PLC的工控设备均可采用此方式,前提条件是明白PLC中各位置的含义。高温炉,机器人,各类高精度的仪器仪表等均可。采集模块设备状态关机、空闲、加工、故障运行参数各类开关量信息:如开关切削液,换刀,开关门等。各类模拟量信息:如温度,压力,主轴负载(通过主轴负载最大值判断超负荷运转)等。报警信息报警(无报警号)适合特殊的无串口和局域网系统,如焊机、冲压机、机器人、切割机。网络采集设备状态关机、空闲、加工、故障加工状态加工件数、位置坐标值、主轴负载、主轴转速、进给速度、倍率、刀具号、NC程序名、当前加工程序段……CNC状态EDIT、MDI、MEM、HANDLE、FREE……报警信息报警(有报警号)远程监控远程读取、设置设备的各类配置参数、异常状态时智能锁机(如编辑锁机,参数锁机,倍率过大锁机,质量不良锁机,异常待机锁机等)适合采用网络支持的设备,该方案采集到的数据最为齐全,如FANUC0iHEIDENHAINi530FIDIA西门子840DMAZAK三菱OKUMA…
(3)手持终端、手机上报
也可以采用移动手持终端、手机来采集上报,目前可以支持安卓和MOBIL两种系统。
特别是采用手机方式,可以灵活地应用手机的拍照、条码扫描、移动通讯等多种优势,可及时、有效地反馈现场的各种过程化信息,应该会是现场手动采集的一个发展潮流。

应该说,采用手动上报的方式,上报的内容可以是多种多样的,对于所有生产过程化信息均可上报,如:操作工编号、待机原因、合格品数量、工单信息、不良品原因、图片和数量、故障原因、各类支持请求(如:维修请求,上料请求,搬运请求,检验请求,程序下载等)、各类支持开始和结束(如:维修开始、结束;调机开始、结束;检验开始、结束;上料开始、结束)。
利用上述采集到的各种生产现场数据,可以进行多种查询、统计分析。篇幅关系,在此就不一一展开说明了。
4 数据采集在智能制造中的应用
应该说,综合采用上述各种采集方法,在现代智能工厂中可以为上层ERP、中间层MES系统提供及时、详尽的现场信息,为生产决策、计划调度等提供可靠的依据。下面以MDC系统在无锡贝斯特智能工厂为例说明其应用。
无锡贝斯特智能工厂是江苏省支持的智能工厂样板工程,目前在建第三期,笔者承担的是第二期工程,主要内容是:
项目场地:贝斯特三期新工厂制造二部 2 号厂房内的叶轮车间及 4 号厂房中间壳车间,以及涉及到的配套中控机房等基础设施安装场地,如表2、表3。
表2现有自动单元情况

车间生产线工序主要设备CNC系统套数4号车间中间壳桁架线前道双主轴车床,三轴加工中心SIEMENS34号车间中间壳关节线前道双主轴车床,加工中心三菱14号车间去毛刺后道去毛刺机器人三菱12号车间叶轮关节线全工序双主轴车床,五轴加工中心三菱2
表3新上自动单元情况

车间生产线工序主要设备CNC系统套数4号车间中间壳桁架线前道双主轴车床三轴加工中心SIEMENS(运动控制)34号车间中间壳关节线前道双主轴车床,加工中心SIEMENS(运动控制)24号车间去毛刺后道去毛刺机器人FANUC12号车间叶轮关节线全工序双主轴车床五轴加工中心SIEMENS2
二期项目的主要内容:通过组态软件及其它采集手段,将 PLC 和 DCS 主控制器的状态信息、运行参数信息采集上来,并进行各类统计分析,投放到中控室的监控大屏上,以实现操作无人化,管理少人化的目标(在目前人员配备的基础上,能够最大程度地缩减现场人员)。
当然,在自动化、智能化的基础上,不摒弃人员的参与。人工作为系统功能实现的一部分,在足够充分的信息基础上,系统提供必要防错功能的保护下,人工开展生产运营工作。实现包含人的“自动化”,而不是不包含人的“自动化”,通过系统功能的技术手段必须做到闭环控制,确保人的参与和系统同样可靠。
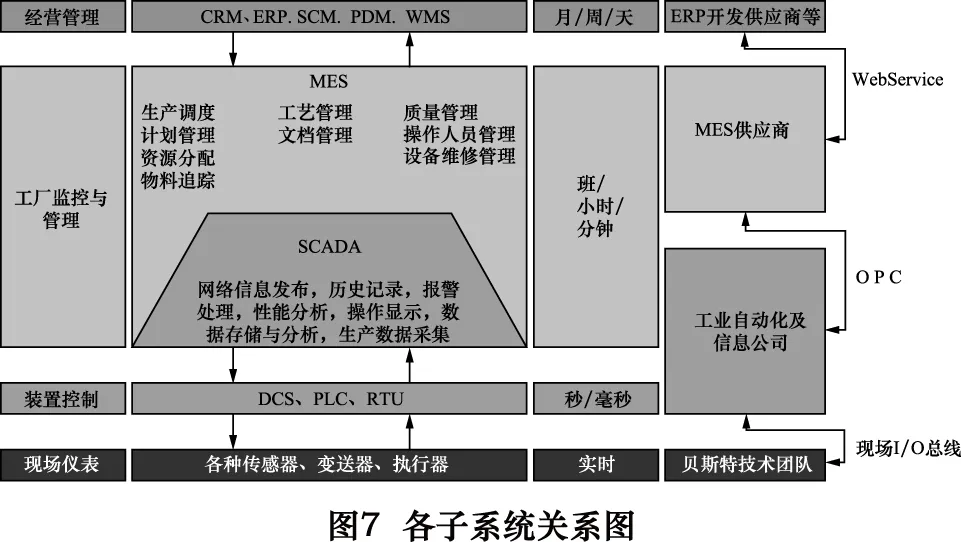
整个系统的体系架构如图6所示,涉及到的各子系统的关系如图7所示。
中央监控室的模拟效果图如图8所示。


5 数据采集未来发展方向
数据采集是实现数字化、智能制造的基础,只有完美解决了底层设备的实时采集问题才能实现智能化程度高的生产管控。为此,笔者预计在未来的几年内,数据采集将向如下几个方向发展:
(1)统一的通讯协议平台
目前数据采集的最大难点就是底层设备的通讯方式、协议的千差万别,相互之间还互相保密,互不兼容。未来几年内,随着通讯协议的标准化推进,相信各底层设备将采用统一规范的通讯协议(如OPC协议),该协议对于第三方开发商来说都是透明的,广大的第三方开发商可以为客户开发出大量的APP来满足用户各种个性化的需求。
(2)移动式应用平台
象上面所描述的手机APP在信息上报中的应用只是这种应用的开端,更多的手机APP将应用于现场生产管理,同时,设备本身的智能化也大步提高,可通过GPS或北斗定位系统实时将自身的状态、运行参数发布到远程监控中心,未来将开发出更多的移动式应用来远程监控各种生产设备,实现远程诊断、远程维护。
(3)大数据分析的引入
随着采集数据的规模、范围的不断扩大,采集数据的容量也在飞速扩展,如何从现有数据中挖掘出有价值的内容就成为必然,大数据分析的深入应用也就顺理成章,大数据分析的结果将作为设备能效智能优化、业务智能重构提供有力的支撑,从而进一步推动智能制造的发展步伐。
6 结语
总之,在当前的形势下,大力发展基础设备的信息采集,将是我国制造业迈向数字化、智能化的基础,也只有把底层设备的信息采集问题进行了很好的解决,迈向智能化的脚步才能更加稳固扎实,也希望广大制造业企业充分认识到这一点,先从解决底层信息的采集开始,逐步掌控底层设备的状态,积累底层设备的运行参数,逐步找到企业的生产管理瓶颈,从而找到彻底的解决之法,将企业的生产管理推进到一个新的高度。
(编辑李静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Application of field data acquisition in intelligent manufacturing system
ZHOU Benhua①, WU Xuguang②, GUO Peilong③, HUANG Xiangxing④
(①Beijing Integ-Forever Technology Co.,Ltd., Beijing 100102, CHN;②Hebei Communications Administration, Shijiazhuang 050065, CHN)
This paper provides a detailed introduction to the content and methods in the field machining data collect system(MDC). And we illustrates the applications and effects of this system in intelligent manufacturing systems(IMS)by specific cases, explaining the importance of MDC in the modern manufacturing environment. This study also points out some possible developments of the MDC.
intelligent manufacturing;collecting data; LAN;big data analysis
TN919
B
10.19287/j.cnki.1005-2402.2016.06.002
2016-03-01)
160618
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
智能制造(2021年4期)2021-11-04
河北农机(2020年10期)2020-12-14
模具制造(2019年4期)2019-06-24
小学生学习指导(中年级)(2018年11期)2018-11-29
农村农业农民·B版(2018年11期)2018-01-28
凿岩机械气动工具(2017年2期)2017-07-19
中国老区建设(2016年12期)2017-01-15
中国铸造装备与技术(2015年5期)2015-12-10
