
HSK-A63测温工具系统结构设计及不平衡响应分析*
2016-09-13 07:04周天文魏原芳
制造技术与机床 2016年6期
周天文 徐 红 苏 炜 魏原芳
(济南大学泉城学院工学院,山东 蓬莱265600)
HSK-A63测温工具系统结构设计及不平衡响应分析*
周天文徐红苏炜魏原芳
(济南大学泉城学院工学院,山东 蓬莱265600)
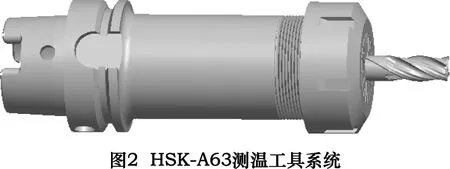
按照热电偶测温的需求设计并加工出所需的测温工具系统,把数据采集模块及发射装置安装在刀柄内部,最后在动平衡机上对新工具系统进行动平衡测试,测出其存在的不衡量。利用有限元分析法,分析此不平衡量产生的惯性离心力引起的刀尖节点位移的变化规律,为HSK-A63测温工具系统设计、制造及刀具的研究提供理论依据。
热电偶测温;HSK-A63工具系统;有限元分析法
在高速切削加工过程中,切削刀具随主轴高速旋转,在现有的条件下测量刀具刃部的温度相对困难[1]。为了解决这一难题,本课题通过改进刀柄的内部结构,把测温数据采集模块安装到刀柄内,使采集装置随刀柄一同旋转,再通过无线通讯装置传输到计算机上,通过开发的温度采集软件读取并转换为温度值实时显示,实现高速切削刀具刃区温度的实时、直接和连续测量,为刀具的理论研究提供直接有力的实验数据。
HSK-A63测温工具系统在出厂时已经完成了动平衡校正,但在安装测温数据采集模块之后由此产生的不衡量需重新进行校正。这种不平衡量对刀具切削部分的影响是无法测量的,故借助有限元软件研究此不平衡量对刀尖部分产生的位移响应情况,为新测温工具系统的正常运行提供重要的依据。
1 HSK-A63刀柄的设计及动平衡测试
1.1HSK-A63刀柄的结构设计
根据ISO12164-1[2]标准确定工具系统与数控机床主轴联接处的尺寸,并在刀杆中间部位设计出能够安装测温装置的特殊结构。由于主轴以及刀柄部位等刚度相对较高,想要通过改进主轴部位的结构是相对复杂和困难的,因此本课题采用温度信号由热电偶通过内冷铣刀直接拾取方式进行测量。为了减少对机床及附件加工或振动的影响,采用把测温装置直接安装在刀柄内部的方式进行测量,只要机床进行切削加工,就可以得出切削加工时的温度。为了方便数据的传输,该测温系统是利用测温数据采集模块收集加工时的温度信号,然后再通过无线传输技术传输到计算机上,从而实时监控刀具切削温度的变化情况,为研究切削机理提供重要依据。
本测温系统设计了能够安装数据采集模块及发射装置的刀柄结构,使数据采集装置随刀柄一起旋转,从而便于对高速切削温度进行测量。在满足条件的基础上,尽量减小刀柄内部空间,故采用集成化模块及内部供电装置的方式,以便缩小数据采集模块及发射装置的体积。测温模块的固定方式:一是把测温电路板安装在两个键槽内,二是通过弹性挡圈进行轴向固定。HSK-A63刀柄测温测量系统组成、结构及装配图如图1a所示。在不断对刀柄结构修改及优化设计的基础上,最终完成工具系统的二维图纸,并委托哈尔滨量具刃具有限责任公司按照设计图纸的要求进行加工生产,出厂时已完成动平衡的校正,测温工具系统实物图如图1b所示。

1.2工具系统的动平衡测试
1.2.1HSK工具系统动平衡精度
对于HSK-A63工具系统,不管对它进行多么精密的平衡校正,也不可能把不平衡消除殆尽,而只能把不平衡量降低到许可的程度。2001年,ISO才发布了关于HSK工具系统的正式标准,但是到目前为止还没有制定专门针对它的平衡精度等级,如果用ISO1940标准中的精度等级去规定工具系统的精度,显然是不太合理的。针对HSK-A63工具系统的特殊性,一般会遵循以下原则:(1)由不平衡量产生的离心力应小于切削力的10%。(2)HSK工具系统选用的平衡精度等级须与它的安装精度相一致。(3)衡量HSK工具系统动平衡质量优劣的重要方面之一是主轴轴承动态载荷大小。
研究表明:在各平衡品质等级的转速范围内,相同类型转子的eper与转子的最高工作角速度ω成反比,即eperω=const。因此,规定平衡精度等级G的定义为[1-2]:
1.2.2HSK工具系统动平衡测试
HSK-A63工具系统动平衡测试在HAIMER动平衡机上进行的,根据HSK工具系统的结构特点,采用去重平衡方法对其进行动平衡校正。经过检测,刀柄部分生产厂家在出厂时已经对它已经进行了动平衡校正,剩余不平衡量仅为0.8g·mm。当把未安装测温装置的HSK-A63工具系统装配完成后,经检测不平衡量达到了35.0g·mm,这是由于ER40螺帽的偏心造成的。在安装测温装置的过程中,尽量使测温装置偏心和螺帽的偏心相反,从而可以稍微降低此不平衡量,经检测此值为24.9g·mm。
对安装测温装置的HSK-A63工具系统进行了2次去重动平衡,剩余不平衡量见表1。
表1平衡次数及剩余不平衡量

平衡次数013剩余量不平衡/(g·mm)24.95.72.9
2 构建HSK工具系统有限元模型
2.1建立三维实体模型
根据测温刀柄结构及特点,在 Pro/E 5.0 中建立HSK-A63 工具系统的三维实体模型,如图 4所示。
2.2设置材料属性及网格划分
HSK-A63刀柄、ER弹簧夹头/螺母、φ10刀具的材料及属性见表2。利用Ansys Workbench对HSK-A63工具系统进行仿真分析,为了节省和优化实体单元,一方面将刀柄锥部、刀具等关键部分的网格细化,以便提高求解精度;另一方面将尺寸较小的螺纹、倒角等对整体仿真影响不大的结构进行忽略处理,以便节省求解空间。
表2刀柄/刀具系统材料属性
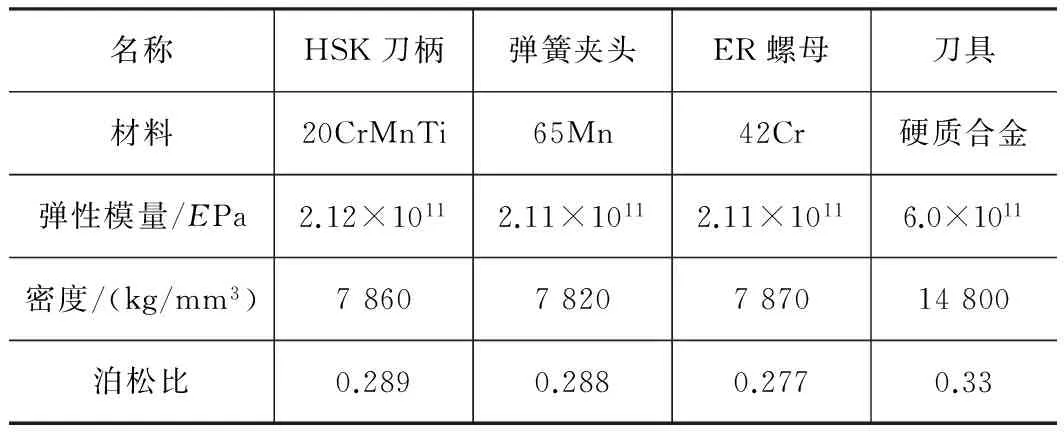
名称HSK刀柄弹簧夹头ER螺母刀具材料20CrMnTi65Mn42Cr硬质合金弹性模量/EPa2.12×10112.11×10112.11×10116.0×1011密度/(kg/mm3)78607820787014800泊松比0.2890.2880.2770.33
3 HSK工具系统不平衡响应分析
新的测温工具系统安装在数控机床后,随着主轴高速旋转,由于测温装置不平衡质量产生的离心力会影响整个系统的稳定性。例如半径为r、不平衡质量为m,回转系统转频为ω,则由此不平衡量形成的动态载荷为:F=mrω2。由此可得,随着转频ω的增大,动态载荷F也随之增大。在高速切削过程中,动态载荷F对刀具切削加工的影响是不容忽视的。安装测温装置的工具系统存在的不平衡已由动平衡机检测出,本文重点研究工具系统在此不平衡载荷作用下,刀尖处的变形位移与激振频率的变化规律。
3.1HSK-A63 工具系统动态响应分析
以HSK-A63工具系统为研究对象,该系统主要有测温刀柄和直径为10的四刃平底硬质合金立铣刀等所组成,由于HSK刀柄采用“双面定位”,所以在圆柱坐标系中限制锥面和端面的轴向平移自由度及切向平移自由度,让其他自由度处于无约束状态[4],以测温装置产生的不平衡质量对工具系统的影响作为输入,以HSK-A63 工具系统刀尖的变形响应作为输出量。
利用Workbench 13.0 软件对HSK工具系统进行分析,设置结构阻尼比系数为0.02,以动平衡机上测出的不平衡量作为强迫激振点,分析工具系统上各个节点的位移响应情况。在分析时采用模态叠加法,扫描范围为0~10 000 Hz。由于测温装置的影响,HSK-A63工具系统的工作转速须小于20 000 r/min。在工作转速为20 000 r/min时,即激励频率为333.33 Hz 时,由动平衡机上测量的不平衡质量产生的频率响应曲线如图3、图4所示。
3.2HSK-A63 工具系统动态响应结果分析
对HSK-A63测温工具系统进行动态响应分析,从其位移响应图及响应曲线可以得出以下结论:
(1)动平衡机测出的不平衡质量对整个结构都会产生不同程度的影响,但该激励对工具系统响应影响最大是刀尖部分。
(2)从图3、4可以看出,当激励频率为1 515.4 Hz 时,系统会出现一阶共振现象,且未安装测温装置刀尖处频率响应是最大的。随着动平衡的进行,最后刀尖的位移响应只有2.14×10-7,对切削加工的影响较小。
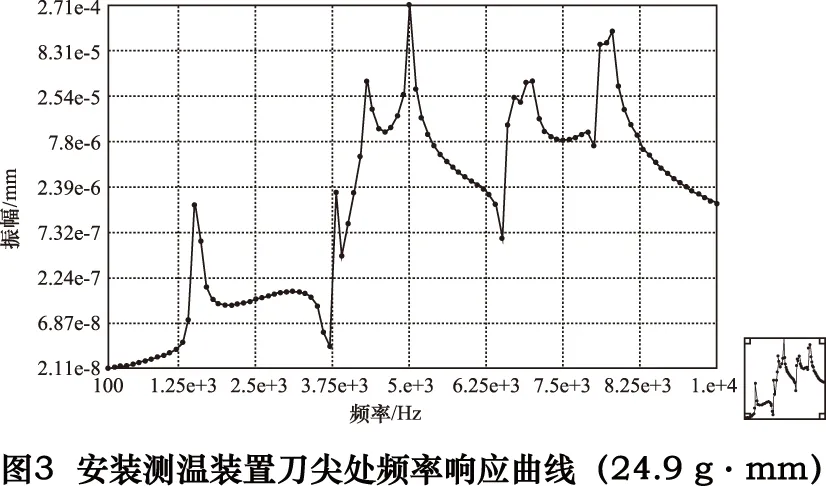

(3)当激励频率为 5 010.3 Hz 时,刀尖处的位移响应达到最大,但是对于新设计的测温刀柄,由不平衡量产生的激励频率远远小于此值。为了不影响测温装置性能,该测温工具系统的工作转速小于20 000 r/min 时,有刀尖曲线可以说明,该测温装置引起的不平衡量对HSK-A63 工具系统位移响应的影响比较小,在允许的设计范围内。
4 结语
根据刀柄的结构和使用要求设计所需的嵌入式测温刀柄,并对所设计HSK-A63工具系统进行动平衡实验和有限元分析,从分析结果可以看出,安装嵌入测温装置的HSK工具系统能满足20 000 r/min的要求,不会引起系统的共振,同时为以后的动态特性的分析提供理论基础。
[1]王贵成, 王树林, 董广强. 高速加工工具系统[M]. 北京: 国防工业出版社, 2005.
[2] 袁哲俊, 刘华明. 孔加工刀具、铣刀、数控机床用工具系统[M]. 北京: 机械工业出版社, 2009.
[3]Agapiou J, Rivin E, Xie C.Toolholder -spindle interfaces for CNC machine tools[J]. CIRP Annals-Manufacturing Technology, 1995, 44(1): 383~387.
[4]沈春根.高速加工工具系统的动力学特性及应用基础研究[D].镇江: 江苏大学, 2011.
[5]陶德飞,郑登升,陈建,等. 高速HSK液压夹头及工具系统的不平衡响应[J]. 制造业自动化, 2015, 37(4): 88-90.
(编辑李静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Structure design and unbalance response analysis of HSK-A63 tool holder with temperature measurement
ZHOU Tianwen,XU Hong,SU Wei,WEI Yuanfang
(Faculty of Engineering, Quancheng College, University of Jinan, Penglai 265600, CHN)
According to the request of thermocouple temperature measurement, the structural design and processing of tooling system is completed. Embedding electronic temperature measure and transmitting devices into the tool holder, finally, the dynamic balance of tooling system with temperature measurement and processing is carried out by dedicated balancing machines to measure its unbalance. Based on different excitations caused by unbalance, dynamic responses and changing rules of the tooling system are analyzed by the finite element software. These results will provide more substantial theory data for the design and manufacture of HSK-A63 and the research of the cutting tools.
thermocouple temperature measurement; HSK-A63 tooling system; finite element analysis
TP714
A
10.19287/j.cnki.1005-2402.2016.06.011
周天文,男,1988年生,讲师,研究方向:CAD/CAM技术,水田植保机研究。
2015-10-20)
160627
* 国家自然科学基金(51175096)
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
考试与评价·高二版(2021年4期)2021-09-10
小哥白尼(野生动物)(2021年5期)2021-08-30
艺术品鉴(2020年3期)2020-07-25
学生天地(2020年22期)2020-06-09
东坡赤壁诗词(2019年5期)2019-11-14
制造技术与机床(2018年11期)2018-11-23
解放军健康(2017年5期)2017-08-01
计算机测量与控制(2017年6期)2017-07-01
制造技术与机床(2015年10期)2015-04-09
