重轨热锯机变速技术应用
2016-09-12 02:49:42霍建尹燕鹏苏德帅赵丽娥鞍钢股份有限公司大型厂辽宁鞍山114021
鞍钢技术 2016年4期
霍建,尹燕鹏,苏德帅,赵丽娥(鞍钢股份有限公司大型厂,辽宁 鞍山114021)
生产实践
重轨热锯机变速技术应用
霍建,尹燕鹏,苏德帅,赵丽娥
(鞍钢股份有限公司大型厂,辽宁 鞍山114021)
介绍了鞍钢股份有限公司大型厂热锯机为满足产品多样化需要,实现热锯机变速功能的软硬件配置情况,着重介绍了各种变速方案具体设计思想及优缺点以及最终实施的方案。通过介绍PLC内程序的编写和SIEMENS数控器的设置,详细阐述了变速技术的实现原理。
轨梁;热锯机;变速技术;Siemens数控器
鞍钢股份有限公司大型厂是国内少数生产铁路用重轨的国有企业之一,年产量80万t。随着国内重轨需求量的下降,占生产品种95%的重轨产品比重也逐年下降。因此开发轨梁产品新品种,开拓除重轨外的其他轨梁类产品的市场显得尤为重要。不同的轨梁类产品由于其断面不同,要求热锯切割时的速度也不同。热锯切割时,要求断面较大的产品比断面较小的产品速度慢些,这就要求热锯机具有变速功能,根据生产产品的不同及时调整锯切速度。本文重点阐述热锯机变速技术中电气控制系统的改进及软硬件的详细工作原理。
1 硬件配置
鞍钢股份有限公司大型厂热锯机中控室采用1套德国西门子S7-300系列PLC,具体模板为:可编程序控制器:S7 315-2DP;电源模块:PS 307 5A;数字量输入模块:DI16×DC24V;数字量输出模块:DO16继电器输出120V~。
由于改造利旧的原因,原机旁控制柜内采用的西门子S7-200组成的独立控制系统的硬件配置继续使用,S7-200在下载了新的控制程序后,使其成为一个远程的IO站点,本质功能上与西门子远程IO站,ET200M相同。进锯电机采用直流电动机,驱动器为西门子6RA70系列数控器,S7-200的数字量输出通过驱动继电器的线圈,使其辅助接点吸合,数控器24V电源通过辅助接点接入数控器数字量输入点内,参与逻辑运算控制[1]。
操作室安装有选择器、指示灯等电气元件,直接接入位于操作室电气柜内的远程IO站ET200M输入模块上。
热锯机电气系统框图如图1所示。

图1 热锯机电气系统框图
2 变速技术方案
针对不同的生产工艺实际,设计出了不同的变速方案,而每种方案都各有其优缺点。技术方案的选择取决于产品类型对锯切速度的工艺要求,以及资金、技术的投入,即取决于投入产出比或性价比。理想的选择是在满足工艺要求的前提下投入最小。各种方案比较如下。
2.1方案1
方案1框图见图2。
方案说明:操作室增加模拟量旋钮控制器,远程IO站ET200M增模拟量输入模块,操作人员通过模拟量旋钮控制器,将速度模拟信号送入ET200M的模拟量输入模块中,中控室通过编程将模拟量给定信号输出给机旁控制柜内的S7-200的输出模块,数控器接收来自S7-200的模拟量信号,作为数控器速度选择的给定信号,驱动电机改变进锯速度。模拟量信号选择4~20 mA信号,线性代表0~+100%的速度给定。
方案优点:速度选择范围大,可实时调整所需进锯速度。
方案缺点:增加硬件投入,包括安装旋钮控制器、配置ET200M的模拟量输入模块、配置S7-200的模拟量输出模块、配线等;增加软件编程,改变数控器内部配置。
2.2方案2
方案2框图见图3。

图3 方案2框图
方案说明:数控器增加CBP控制板,此控制板可以使6RA70数控器连接到通讯总线上,可以直接与S7-300进行通讯,机旁控制柜内增加1路通讯总线连接EM277和数控器的CBP板。S7-300内编程将速度给定信号通过通讯总线直接送入数控器内,改变进锯电机速度。
方案优点:速度选择范围大,可实时调整所需进锯速度。
方案缺点:增加硬件投入,包括安装旋钮控制器、配置模拟量输入模块、配线等,不需要增加S7-200的模拟量输出模块;但S7-300内编程量将大幅增加,改变数控器内部配置。
2.3方案3
如图1所示,操作室内增加一个开关,机旁控制柜内增加一路变速连接线路,中控室S7-300内简单编程。
方案优点:软硬件投入最少。
方案缺点:每增加1个变速开关,可实现1级变速。
考虑到热锯机数控器无用于ProfibusDP通讯的CBP板,与S7-200之间为硬线连接;且目前生产品种只需要增加1个速度等级的实际情况,综合以上方案,确定采用方案3。方案3的扩展性强,5级以下的速度变速非常适用。本方案适合数控器不带有CBP通讯板、且变速等级少的应用场合。
3 软件配置
3.1 PLC配置
目前重轨产品在产品结构中还占有很大的比重,热锯大多数时候需要工作在全速 (100%)状态,在操作台增加“热锯机变速”开关后,数字量输入点进入PLC内。PLC内部程序配置图如图4所示。当没有“热锯机变速”信号时,“热锯机数控器启停”信号Q0.0和“热锯机变速”信号Q0.3同时为“1”状态;一旦“热锯机变速”信号工作在“1”状态时,“热锯机变速”信号Q0.3则为“0”状态。

图4 PLC内部程序配置图
3.2数控器配置
数控器数字量输入功能图见图5。从图1和图5看出,“热锯机变速”信号Q0.3从数控器36号端子输入到B0010也就是B10连接器;“热锯机启停”信号Q0.0从数控器37号端子输入到B0012也就是B12连接器。
数控器固定值给定功能图见图6。从图中可以看出,当P430.7和P430.8同时为“1”时,连接器K209中的数据为 P431.7和 P431.8的和;当P430.7为 “0”时,连接器K209的数据只来源于P431.8。K401和K402是两个固定值连接器,分别由P401和P402参数输入固定值。设置P401= 50%;P402=50%;由图6所示,组成速度设定选择,P431.7=K402,P431.8=K401;P430.7=B10,P430.8= B12;完成此设定后,相当于P430.7=50%,P430.8= 50%,P431.7=Q0.3(变速),P431.8=Q0.0(启停)。当Q0.3(变速)和Q0.0(启停)同时为“1”时,连接器K209为 100%;当Q0.3(变速)为“0”和Q0.0(启停)为“1”时,连接器K209为50%。
数控器主给定处理功能图见图7。从图中可以看出,将主速度设定 (Main setpoint)参数P644= K209,至此数控器内部速度给定数据配置完毕。
3.3应用效果
方案3实施以来,取得了良好的工作效果,
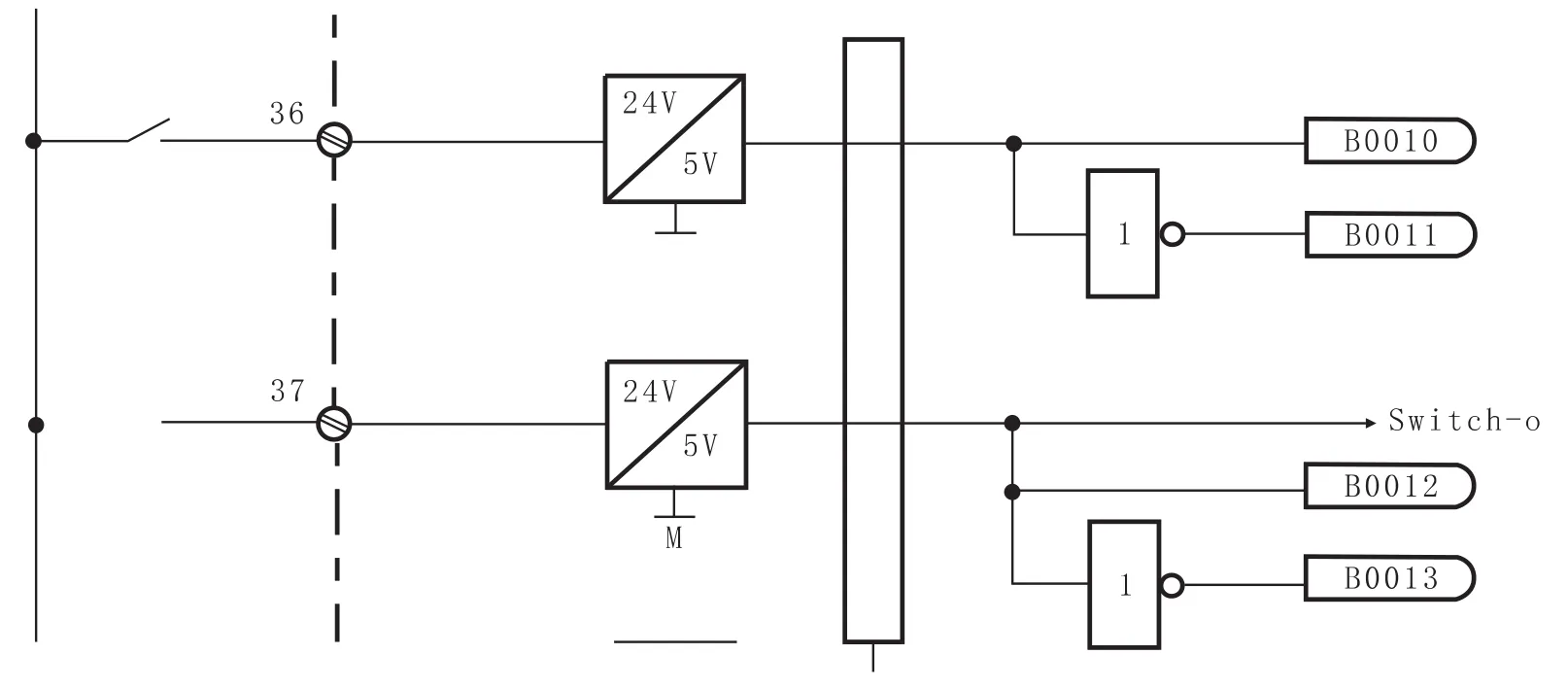
图5 数控器数字量输入功能图

图6 数控器固定值给定功能图

图7 数控器主给定处理功能图
实施前、后对比情况如表1所示。
在锯切效果方面,新方案实施后,由于应用了变速技术,满足了生产槽型轨和120方钢的一次性切断要求,并且锯片的磨损程度显著降低,锯片的使用寿命提高,更换锯片时间减少,因此生产消耗时间减少。

表1 热锯变速技术应用效果对照表
在锯切效果方面,变速技术应用后,满足了槽型轨和120方钢的一次性切断要求,且锯片磨损程度显著降低,锯片使用寿命提高,更换锯片消耗生产时间消耗减少。
4 结语
热锯机变速功能实现应用以来,为开发多样性产品提供了保障。操作简便,功能可靠,可长时间稳定运行,满足了产品锯切变速的需求。根据目前新产品开发速度的要求,未来还需要再增加一个或两个调速等级。
[1]江良胜.西门子6RA70数字量传动系统在中板生产线的应用[J].冶金动力,2009(2):78-81.
(编辑 袁晓青)
Application of Transmission Technology for Hot Sawing Machine during Cutting Heavy Rail
Huo Jian,Yin Yanpeng,Su Deshuai,Zhao Lie
(Heavy Section Mill of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China)
The software and hardware configurations for the hot sawing machine with variable speed function in Heavy Section Mill of Angang Steel Co.,Ltd.for meeting requirements for product diversification were introduced.Particularly specific design ideas for all kinds of variable speed outlines and their corresponding advantages and disadvantages as well as the implemented final solution were explained so that transmission function of hot sawing machine was realized. The concrete design ideas of various transmission schemes and their advantages and disadvantages as well as the scheme implemented in the end were introduced.The principle of variable speed technology which can be available was discussed in detail by introducing the programming of PLC internal programs and the installation of SIEMENS digital controllers.
rail beam;hot sawing machine;transmission technology;Siemens numerical ontrol unit
TG333
A
1006-4613(2016)04-0058-05
霍建,硕士,工程师,2007年毕业于辽宁科技大学控制理论与控制工程专业。E-mail:huojian9999@163.com
2015-12-22
猜你喜欢
石材(2022年4期)2022-06-15 08:55:26
山西冶金(2020年2期)2020-06-11 02:00:36
汽车维修技师(2019年7期)2020-01-16 04:33:04
汽车维修技师(2018年11期)2018-05-11 02:38:32
中学生数理化·高一版(2017年1期)2017-04-25 13:22:35
重型机械(2016年1期)2016-03-01 03:42:06
焊接(2015年12期)2015-07-18 11:13:04
新高考·高一物理(2014年4期)2014-09-17 06:52:02
雷达学报(2014年4期)2014-04-23 07:43:09
长江大学学报(自科版)(2014年1期)2014-03-20 13:20:16