3D打印技术在轨道部件领域的初步应用
2016-09-12 09:52杨亮中国铁道科学研究院铁道建筑研究所北京100081
铁道建筑 2016年8期
杨亮(中国铁道科学研究院 铁道建筑研究所,北京 100081)
3D打印技术在轨道部件领域的初步应用
杨亮
(中国铁道科学研究院 铁道建筑研究所,北京100081)
随着3D打印技术的飞速发展,利用3D打印技术来提高轨道部件的强度和韧性、改善轮轨关系、延长维修周期具有重要的现实意义。本文阐述了3D打印概念及优越性,提出了3D打印在轨道部件领域的应用原则和方向,介绍了3D打印技术在国内外轨道交通领域的应用情况,并从打印材料、工艺、流程等方面详述了轨道部件3D打印的关键技术,对3D打印技术在轨道部件领域的应用有一定的指导意义。
3D打印;轨道部件;原则;方向;关键技术
1 3D打印概念及优越性
3D打印是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料逐层添加来制造三维物体的“增材制造”技术的统称,其核心原理是:分层制造,逐层叠加。
与传统机加工行业相比3D打印具有以下优势:
1)材料利用率高。传统的车、铣、刨、磨等机械加工工艺是“减材”制作,生产过程中会出现大量的边角料,造成资源的浪费,而3D打印是“增材”制作,材料利用率可高达95%。
2)产品开发时间短。从设计到生产,不需开模,不需流水线生产,是一个所见即所得的过程。
3)能生产结构复杂的产品,解决复杂精细零部件的设计和制造难题。
4)数据驱动,远程制造。借助互联网,3D打印数据可以瞬间传播到世界的各个角落,在当地打印出来,不再依赖于特定的生产工厂。
近年来3D打印技术飞速发展,目前已经在航空航天、医疗生物、工程建筑、汽车配件、服装制造、文物保护等领域得到了广泛的应用,但在铁路行业尚未大规模开展,利用3D打印技术来提高轨道部件的强度和韧性、改善轮轨关系、延长维修周期具有重要的现实意义。
2 3D打印技术在轨道结构部件领域的应用原则和应用方向分析
2.1应用原则
2.1.1经济性原则
3D打印的产品应具有一定的经济价值,用3D打印生产的产品应能节约产品成本或提高产品使用寿命,带来一定的经济效益。
2.1.2实用性原则
使用3D打印生产的轨道部件应具有实用价值,产品的外形尺寸及力学性能应符合国标和铁标的各项规定,任何质量上的缺陷都可能导致安全事故的发生。2.2应用方向分析
目前用于3D打印的金属粉末价格远高于传统材料,所以使用3D打印生产出的轨道部件价格远高于传统机加工生产的产品;另外,时间也是制约成本的重要因素,3D打印是将粉末一层一层堆积形成产品,效率远低于传统的工业化大批量生产,不适合大批量的产业制造。
但是,采用3D打印技术对道岔、钢轨等造价高、易损坏的轨道结构部件进行表面处理,形成具有较高强度和韧性、与基体良好结合的熔覆层,则可以大大改善轮轨系统的耐磨性能。这种作业材料用量少,经济效益高,经强化和修复的轨道部件使用寿命增加,经济效益提高,具有重大的现实意义。
3 轨道部件3D打印原理及特点
轨道部件3D打印通过激光熔覆来实现,如图1所示。激光熔覆是通过高能激光束对放置在基体上的熔覆材料进行辐照加热,使熔覆材料与基体表面熔化,形成冶金结合的过程,是3D打印技术的雏形。传统的表面改性技术如各种喷涂层、渗层、渡层等,由于层间结合力较差,效果很不理想[1]。而激光熔覆形成的熔覆层与基体形成冶金结合,显著改善材料的耐磨、抗腐蚀性能。
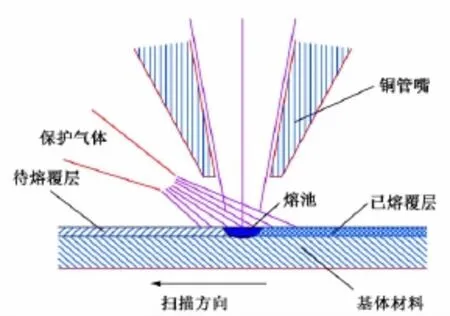
图1 轨道部件3D打印原理
4 国内外3D打印技术在轨道领域的研究与应用现状
4.1国外研究与应用现状
还有一句精彩绝伦的台词。郭蹁子轰赶在许灵均窗下“听壁脚”的孩子,说:“走,走,走,有什么好看的?没见过你爸和你妈结婚?”竟然说得那么顺理成章。
欧盟于本世纪初(2000年4月)开展了“基础之星(InfraStar)”项目,多个欧洲国家同时参与该项目,此项目的目的在于提高钢轨的耐用性、使用寿命及降低运行噪声。具体是通过在钢轨轨头施加表面涂层制造所谓的InfraStar双材料钢轨,阻止滚动接触疲劳和在中小曲线半径轨道处的噪声。在 InfraStar项目中,激光熔覆技术用于现有的铁路线上和新钢轨的制造过程,该技术由瑞典的 Duroc钢轨公司开发,Duroc公司选取的涂层材料与钢轨基材相比具有更高的硬度、更高的屈服应力极限和低摩擦系数,生产后在实验室做了硬度与摩擦系数试验,实验室试验完成后又在瑞典的马姆巴那(Malmbanan)的铁矿线和巴黎地铁进行了试验,如图2所示。试验表明钢轨涂层与钢轨基体有很好的结合能力,与普通钢轨相比激光熔覆的钢轨具有极好的抵抗磨损和塑形变形的能力,钢轨的寿命大约延长了1倍[2-3]。

图2 欧洲InfraStar项目地铁测试现场
美国联邦铁路局用激光熔凝技术在钢轨轨距角制造了一个硬化层,替代在钢轨轨头涂润滑油,并进行了现场试验,以全面评价激光熔凝钢轨的使用性能。现场试验在运输技术中心(TTCI)的快速试验环线(FAST)上进行,如图3所示。联邦铁路局研究发展处2007年5月公布了激光熔凝钢轨的环线铁路试验及事后分析研究报告,激光熔凝区布氏硬度平均约HB670,而非激光熔凝区和对照组布氏硬度平均约HB340,高约2倍。此时对照钢轨没有发现问题,但激光熔凝钢轨出现几个掉块和剥落[4]。

图3 美国TTCI激光熔凝钢轨现场试验
4.2国内研究与应用现状
北京工业大学杨胶溪教授利用 Trumpf6000 CO2激光宽带熔覆技术对U75V钢轨表面进行强化,采用同步送粉的方式进行自熔性Fe基粉末的激光熔覆,获得厚度1 mm左右无裂纹、气孔等缺陷且与钢轨冶金结合的高硬度激光熔覆层,如图4所示。实验室分析研究表明,激光熔覆层的显微硬度平均值可以达到HV780,高于熔合区及基体的硬度[5]。

图4 北工大杨胶溪教授激光熔覆的钢轨
石家庄铁道大学齐海波教授选择机器人与激光器的组合装置对钢轨侧磨部位进行修复,通过扫描设备获得待修复钢轨和完好钢轨的数据,进行离线编程,实现了修复工艺的自动化和高效化,得到了形貌更接近原样、打磨量更少的修复样。钢轨修复组织很均匀,几乎没有缺陷,有明显的柱状晶组织,中间夹杂着均匀的等轴晶。熔覆层的硬度很均匀,在HV 300~400,略高于母材。修复后的钢轨安装到中铁六局在张家口工程的钢轨线路上实地进行了耐磨性检测,如图5所示。在经历了一个多月的磨损之后,钢轨修复部位变得更加光滑,略微有些磨损,基本和钢轨母材持平,且没有出现裂纹和撕裂现象,达到了预期效果。

图5 石铁激光修复钢轨现场试验
5 轨道部件3D打印关键技术
5.1打印材料
轨道部件3D打印材料一般选用自熔性合金粉末,分Fe基、Ni基、Co基3种,各种合金的优缺点如表1所示。自熔性粉末主要特点是含有 B,Si等强烈脱氧和造渣能力的元素,在激光熔覆中优先与涂层材料中的氧和基体表面的氧化物反应生成低熔点的硼硅酸盐,从而减少熔覆层的含氧量和夹渣,提高基体与涂层的润湿性和成型性能。根据基体的材料和欲达到的性能来配备各元素的质量分数,C,B有利于提高熔覆层的硬度,Ni能有效地防止熔覆层裂纹的产生,Cr能提高熔覆层的硬度、耐蚀性和耐磨性,适量稀土元素的加入有利于细化晶粒,提高熔覆层的强度和韧性。

表1 自熔性合金特点
1)激光熔覆层材料与基材热膨胀系数相匹配
激光熔覆层材料与基体材料的热膨胀系数差异是导致裂纹产生的主要原因之一。熔覆层材料与基体材料的热膨胀系数应尽可能接近,当熔覆层热膨胀系数大于基材时,热应力为拉应力,当熔覆层热膨胀系数小于基材时,热应力为压应力。根据文献[6]给出了二者匹配原则,热膨胀系数应满足式(1)

式中:σ1,σ2分别为熔覆层材料和基材的抗拉强度;Δα为熔覆层材料与基材热膨胀系数合理差值;E为熔覆层材料的弹性模量;v为熔覆层材料的泊松比;ΔT为熔覆温度与室温的差值。
2)激光熔覆层材料与基材熔点相匹配
熔覆层材料与基体材料的熔点相差过大,不利于冶金结合,二者熔点相匹配,有利于获得高质量的激光熔覆层。
5.2打印工艺、流程
轨道部件3D打印多采用预铺粉方式,即在熔覆前采用等离子或火焰喷涂方法将熔覆材料预置在基体材料上,颗粒尺寸50~200目为宜,熔覆时设置好激光扫描速度、离焦量、光斑直径、激光输出功率、搭接率等。
3D打印流程如图6所示。熔覆前将试件表面打磨、烘干,获得洁净的金属表面。用天平称取各种配比的金属粉末,均匀混合。熔覆时用热喷涂或粘结等方式在基材表面铺上涂层金属粉末。根据材料与性能要求的不同,采用一定参数的激光扫描处理,轨道部件3D打印一般都是多层打印,打印一层后循环打印下一层,直到得到想要的厚度。打印过程中为防止液态金属被空气氧化,熔池多由惰性气体保护,如氩气、氮气等。
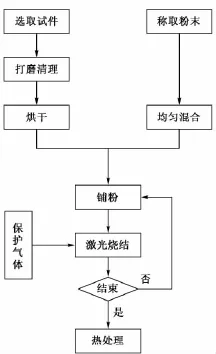
图6 轨道结构部件3D打印流程
6 结语
3D打印是近十年来快速发展的跨学科、跨行业的新技术,在各行业都已经有了较广泛的应用。我国铁路行业在轨道部件设计、生产过程中应用新技术、新材料非常普遍。利用3D打印技术来强化轨道部件性能,改善轮轨关系,延长维修周期,具有重要的现实意义。
[1]张大伟,雷廷权,李强.激光熔覆金属表面改性研究进展(上)[J].中国表面工程,1999(3):1-6.
[2]HIENSCH M,LARSSON P O,NILSSON O,et al.Two-Material Rail Development:Field Test Results Regarding Rolling Contact Fatigue and Squeal Noise Behavior[J].Wear,2005,258 (7/8):964-972.
[3]RINGSBERG J W,FRANKLIN F J,JOSEFSON B L.Fatigue Evaluation of Surface Coated Railway Rails Using Shakedown Theory,Finite Element Calculations,and Lab and Field Trials[J].International Journal of Fatigue,2005,27(6):680-694.
[4]U.S.Department of Transportation Federal Railroad Administration Office of Research and Development.In-Track Demonstration of Laser-Treated Rail to Reduce Friction and Wear [R].Springfield:NationalTechnicalInformationService,2007:1-68.
[5]杨胶溪,刘华东.U71Mn钢轨表面激光融覆Fe基合金组织与性能研究[J].铁道工程学报,2010(7):34-37.
[6]宋武林.激光熔覆层热膨胀系数对其开裂敏感性的影响[J].激光技术,1998,22(1):34-36.
(责任审编周彦彦)
Preliminary Application of 3D Printing Technology in Field of Track Components
YANG Liang
(Railway Engineering Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
W ith the rapid development of 3D printing technology,using 3D printing technology to increase the strength and toughness of track components,improve the relationship between the wheel and rail and extend the maintenance cycle has an important realistic meaning.T his paper described the concept and advantages of 3D printing,presented application principles and directions of 3D printing technology in the field of track component,introduced the application of 3D printing technology in the field of rail transit at home and abroad and discussed the key technology of 3Dprinting for track components fromthe aspects of the print materials,processes and procedures.T his paper has a certain guiding significance to the application of 3D printing technology in the field of track components.
3D printing;T rack component;Principle;Direction;Key technology
U213.4
A
10.3969/j.issn.1003-1995.2016.08.35
1003-1995(2016)08-0141-04
2016-03-10;
2016-05-08
中国铁道科学研究院基金(2015YJ044)
杨亮(1982— ),男,助理研究员,硕士。
猜你喜欢
今日农业(2022年16期)2022-11-09
矿冶工程(2021年6期)2022-01-06
建材发展导向(2021年14期)2021-08-23
石材(2020年11期)2021-01-08
热喷涂技术(2019年3期)2019-11-14
制造技术与机床(2017年8期)2017-11-27
科技创新与品牌(2016年9期)2016-11-03
科技创新导报(2016年5期)2016-05-14
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
中国铁道科学(2015年5期)2015-06-21