
DH36海洋平台钢水下局部干法多层多道焊接工艺研究
2016-09-08 02:30:55潘东民张良锋李连波任胜汉鲁欣豫何培龙
新技术新工艺 2016年6期
潘东民,张良锋,李连波,任胜汉,鲁欣豫,何培龙
(1.海洋石油工程股份有限公司,天津 300452;2.天津大学 材料科学与工程学院,天津 300072)
DH36海洋平台钢水下局部干法多层多道焊接工艺研究
潘东民1,张良锋1,李连波1,任胜汉1,鲁欣豫1,何培龙2
(1.海洋石油工程股份有限公司,天津 300452;2.天津大学 材料科学与工程学院,天津 300072)
采用自行研制的水下焊接压力舱试验系统,模拟研究了不同水深下的环境压力对DH36海洋工程用钢的局部干法水下多层多道焊接工艺和质量的影响,根据AWS D3.6M—2010标准进行了焊接工艺评定。结果表明,60 m以浅水深下,局部干法焊接接头的宏观检测、力学性能指标均满足B级接头质量要求,而且水深对于力学性能基本没有影响,但接头最高硬度会随着水深增加而略有提高。金相显微分析得知热影响区粗晶区组织为粒状贝氏体和少量板条马氏体,焊缝柱状晶区组织为沿晶界析出的先共析铁素体和大量的针状铁素体。
DH36;水下局部干法焊接;压力舱试验
石油是当今世界最主要的能源之一,我国陆地油气资源经过几十年来大规模的开发,其储量和产量都已无法满足现代社会生产发展的需要。然而我国广阔的海洋中蕴含着十分丰富的油气资源,因此,大力开发海洋石油资源有着非常广阔的前景。随着海洋油气资源勘探开发的深入以及海洋石油管道等各种大型结构的长期服役,大量的海洋工程建设和修复维护工作需要先进的水下焊接技术作为支撑[1]。
目前,水下焊接主要有湿法焊接和干法焊接,而要想获得质量稳定、性能良好的焊缝接头,必须排除水的干扰,即在干式环境下进行焊接;但大型干式舱焊接的焊接维修成本非常高,且适用性有限。水下局部干法焊接综合了湿法水下焊接和干法水下焊接两者的优点,焊接局部区域排除了水的干扰,改善了焊接接头质量且不需要大型焊接舱,设备相对简单,操作灵活,是一种较先进的水下焊接方法,也是当前水下焊接的重要研究方向[2]。
本试验采用自行研制的水下焊接压力模拟试验舱系统,采用FCAW焊接方法得到不同模拟水深下的局部干法多层多道焊的焊接接头,分析判断接头外观、力学性能是否满足美国焊接学会的AWS D3.6M—2010标准B级接头质量要求[3],为水下局部干法焊接和修复海洋构件提供理论探索和依据。
1 试验
1.1试验材料和设备
本试验所用母材为海洋工程船用结构钢DH36,板厚12.7 mm。DH36高强度船板钢不仅对低温冲击韧性有较高的要求,而且具有良好的焊接性能。DH36钢主要化学成分与力学性能见表1和表2[4]。

表1 DH36钢的主要化学成分(质量分数) (%)

表2 DH36钢的力学性能
试验选用京雷公司生产的GFL-71Ni药芯焊丝,直径为1.2 mm。该焊丝为490 MPa级高强度钢气保护药芯焊丝,其化学成分和力学性能见表3和表4。

表3 GFL-71Ni焊丝的化学成分(质量分数) (%)

表4 GFL-71Ni焊丝熔敷金属力学性能
试验所用的压力舱及内部运动平台如图1所示,增压来模拟水下环境的压力。为模拟局部干法的水冷却效果而设计的围堰结构如图2所示,围堰结构放置在压力舱内运动平台的水槽中。为适应水下焊接试验的要求,该压力舱内部直径为2.0 m,直筒段长度为3.0 m,主体采用卧式放置,稳定工作压力为0.1~3.0 MPa。二维运动平台实现X、Y方向上的运动,焊枪/焊条运动机构实现Y、Z方向上的运动。

图1 压力舱及内部运动平台

图2 围堰结构示意图
1.2试验过程
试验中,通过往压力舱内分别通入0.1、0.2、0.4和0.6 MPa的压缩空气,来模拟10、20 、40 和60 m的水深环境,采用FCAW焊接方法进行V型坡口平板对接试验,保护气和排水气体均采用二氧化碳,电源极性为DCEP,所用焊接参数见表5。

表5 不同水深下的焊接参数
为了补偿压力对电弧的作用,电压随着水深而略有增加。多层多道焊的焊接次序及坡口细节如图3所示。另外,在舱外0.5 m深水池环境中也进行一组局部干法FCAW试验,从而得到5种不同水深环境下的焊接接头。根据AWS D3.6M-2010标准B级接头的要求,需要进行的工艺评定试验项目包括外观检测、X射线检验、剪截面拉伸、侧弯、夏比冲击、宏观试验及硬度分布试验等。

图3 坡口细节及多层多道焊接次序
2 结果讨论与分析
2.1宏观检验与无损探伤
5种水深下得到的焊缝宏观照片如图4所示,从图中可以看出,5种接头焊缝都没有咬边和夹渣缺陷,成形较好。宏观腐蚀试验结果表明,焊缝中没有裂纹与夹渣等缺陷的存在,20 m水深接头焊缝典型的宏观腐蚀形貌如图5所示。对5种水深环境下所得接头焊缝进行X射线无损检测,结果表明,5种接头焊缝中都没有发现裂纹、气孔和夹渣等可记录性缺陷,符合标准要求。
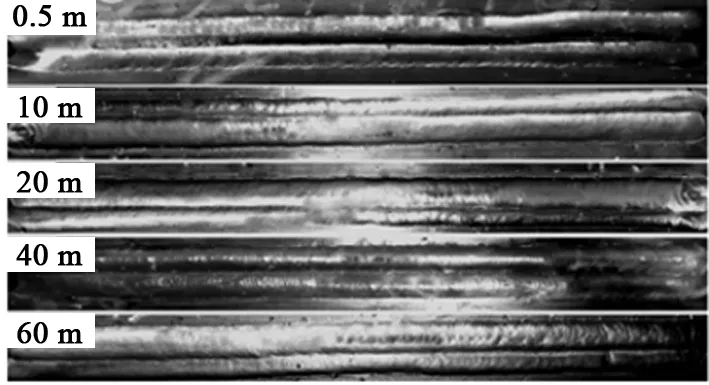
图4 焊缝宏观照片

图5 宏观腐蚀形貌(20 m)
2.2接头力学性能检测[5-6]
表6为不同水深条件下得到的V型坡口多层多道焊焊接接头的力学性能试验结果。

表6 力学性能检测结果
减截面拉伸试验在200 t YDL万能试验机上进行。试验结果表明,断裂位置均在母材上,所测试样的抗拉强度都大于母材的最低抗拉强度,满足了B级接头的标准要求,说明焊缝强度是足够的。
夏比冲击试验测得不同水深下的接头焊缝和热影响区的吸收能量平均值都非常高,甚至达到了A级陆地焊缝的性能要求,具备良好的冲击性能。
侧弯试验结果表明,20 m水深的2个试样焊缝根部和热影响区分别出现了1 mm和3 mm的裂纹,但裂纹长度和个数在B级接头质量要求范围之内,因而5种水深下的接头都是满足标准要求的。同时也可以看出,水深虽然不同,但是5种接头的抗拉强度、吸收能量等力学性能指标相差不大,因而60 m以浅水深范围内水深对于力学性能影响很小。
本文也采用扫描电子显微镜(SEM)观察了几组典型试样的断口,20 m水深接头焊缝试样的断口微观形貌如图6所示。从图中可以看出,断口中有较大面积的韧窝状形貌,虽然韧窝尺寸很小而且很浅,但总体表现为韧性断裂;同时也可以发现有少量的解理河流花样,受解理断口的影响,接头的韧性会略微下降。

图6 20 m水深接头断口微观形貌

图7 不同水深下焊接接头的硬度分布
不同水深下焊接接头盖面焊道附近的硬度分布如图7所示。从图中可以看出,对于同一种水深环境,焊缝金属比母材硬度略高,这说明局部干法焊接过程中水的作用虽然使得强度提高,但组织淬火硬化的危险却大大降低。热影响区硬度明显高于母材,硬度最高的位置在热影响区熔合线附近的粗晶区,而且都不超过标准所要求的375 HV;同时,也可以看出2条熔合线附近的硬度值也有很大差异,这与焊接过程中的焊道排布有关。经过后续焊道的回火处理,粗大的柱状晶分解得到较均匀的等轴晶粒,因而硬度降低。而对于不同的水深环境,硬度变化规律则基本一致,但最高硬度随着水深增加略有提高。
打底焊道因为受到后续焊道的回火作用,焊缝、热影响区附近的硬度都显然低于盖面焊道处的硬度值,因而不会对接头性能产生很大影响。
2.3金相组织分析
经显微金相分析发现,5种焊接接头的金相组织没有太大差别,说明60 m以浅水深对接头组织形态没有太大影响。40 m水深焊接接头盖面焊道热影响区和焊缝的典型金相组织[7]分别如图8和图9所示。

图8 HAZ粗晶区组织

图9 焊缝柱状晶组织
从图8可以看出,盖面焊道热影响区的粗晶区晶粒粗大,组织主要是粒状贝氏体和边界上分布的少量板条马氏体。焊接热循环过程中,热影响区的过热区奥氏体晶粒严重长大;虽然水下局部干法焊接接头区域为无水干式环境,但是周围区域仍然与水接触,使得热量大量散失,冷却速度比陆地焊接要快,因而冷却以后形成保留了原奥氏体晶界的粗大组织。由于冷却速度并未达到临界淬火速度,因而晶内组织大多转化成粒状贝氏体,只有边界分布有少量板条马氏体。由于马氏体组织的存在以及熔合线附近的晶粒最为粗大,其硬度约为325 HV。
由图9可以看出,焊缝的柱状晶组织主要为沿原奥氏体晶界析出的先共析铁素体和大量针状铁素体。焊缝金属冷却到较高温度,由奥氏体晶界析出细条状先共析铁素体,随着温度的降低,在晶内形成针状铁素体。而针状铁素体是中温转变的产物,它对裂纹扩展有着很强的抵抗能力,因而接头具有良好的断裂韧性。
3 结语
通过上述分析,可以得出如下结论。
1)60 m以浅水深水下局部干法焊接所得接头的宏观检测、力学性能指标都满足AWS D3.6M—2010 B级接头要求。
2)60 m以浅水深下,不同水深的焊接接头的抗拉强度、吸收能量等力学性能都相差不大,说明水深对于力学性能没有太大影响;接头最高硬度会随着水深增加而略有提高。
3)60 m以浅水深下,水深对于接头组织形态基本没有影响,盖面焊道热影响区的粗晶区晶粒粗大,典型组织主要为粒状贝氏体和少量板条马氏体,焊缝的柱状晶组织主要为沿原奥氏体晶界析出的先共析铁素体和大量的针状铁素体。
[1] 焦向东,朱加雷. 海洋工程水下焊接自动化技术应用现状及展望[J]. 金属加工(热加工),2013(2):24-26.
[2] 陈英,许威,马洪伟,等. 水下焊接技术研究现状和发展趋势[J]. 焊管,2014(5):29-34.
[3] America Welding Society. AWS D3.6M—2010Underwater weld code[S].Florida:America Welding Society,2010.
[4] 黄江中,高文斌,赵翠华,等. DH36水下湿法焊接接头组织和力学性能分析[J]. 电焊机,2014(6):107-112.
[5] 朱加雷,焦向东,周灿丰. 水下环境对组织和性能的影响[J]. 上海交通大学学报, 2010(S1):81-84.
[6] 郭宁,刘多,袁新,等. CCSE40钢水下湿法焊接接头力学性能研究[C]//第十六次全国焊接学术会议论文摘要集.镇江:中国机械工程学会焊接学会及压力焊专业委员会,2011.
[7] 张文钺. 焊接冶金学[M]. 北京:机械工业出版社,1999.
责任编辑马彤
Study on the Technology of DH36 Underwater Local Dry Multi-pass Welding
PAN Dongmin1, ZHANG Liangfeng1, LI Lianbo1, REN Shenghan1, LU Xinyu1, HE Peilong2
(1.Offshore Oil Engineering Co., Ltd., Tianjin 300452, China; 2. School of Material Science and Technology,Tianjin University, Tianjin 300072, China)
Self-designed underwater welding pressure chamber testing system is utilized to simulate the effect of environment pressure in various depth of water on the DH36 steel used in the oceanographic engineering by means of underwater local dry multi-pass welding procedure. The procedure qualification is conducted according to the standard of AWS D3.6 M—2010. Experimental results show that the macroscopic examination and mechanical performance indexes of local dry welding joint satisfy with performance requirements of grade B. And the depth of water has no effects on mechanical performances while the maximum hardness would increase slightly along with the deeper depth. Metallographic analysis reveals that the coarse-grained heat-affected zone is filled with granular bainites and few lath bainites while the crystallizing morphologies on the weld seam are proeutectoid ferrites along with grain boundaries and large amount of acicular ferrites.
DH36, underwater local dry welding, pressure chamber test
TG 47;TG 442
A
潘东民(1963-),男,教授级高级工程师,主要从事海洋石油工程结构等方面的研究。
2015-12-18
猜你喜欢
河北水利(2022年10期)2022-12-29 11:48:12
海洋通报(2022年4期)2022-10-10 07:40:32
山东冶金(2022年3期)2022-07-19 03:24:54
选煤技术(2022年2期)2022-06-06 09:12:42
选煤技术(2022年1期)2022-04-19 11:15:04
四川冶金(2018年1期)2018-09-25 02:39:24
生活用纸(2016年6期)2017-01-19 07:36:25
陶瓷学报(2015年4期)2015-12-17 12:45:02
浙江国土资源(2015年4期)2015-05-09 08:43:59
上海金属(2014年5期)2014-12-20 07:58:43
