激光快速成型FGH96高温合金的显微组织及缺陷分析
2016-09-07 03:49:48孔焕平杜博睿刘昌奎
失效分析与预防 2016年2期
李 楠,孔焕平,杜博睿,刘昌奎
(1.北京航空材料研究院,北京100095;2.航空材料检测与评价北京市重点实验室,北京100095;3.中航工业失效分析中心,北京100095;4.材料检测与评价航空科技重点实验室,北京100095;5.中航工业北京航空材料研究院3D打印研究与工程技术中心,北京100095)
激光快速成型FGH96高温合金的显微组织及缺陷分析
李楠1,2,3,4,5,孔焕平1,2,3,4,5,杜博睿1,5,刘昌奎1,2,3,4,5
(1.北京航空材料研究院,北京100095;2.航空材料检测与评价北京市重点实验室,北京100095;3.中航工业失效分析中心,北京100095;4.材料检测与评价航空科技重点实验室,北京100095;5.中航工业北京航空材料研究院3D打印研究与工程技术中心,北京100095)
以激光快速成型FGH96粉末高温合金为研究对象,采用光学及扫描电子显微镜对沉积态与固溶时效后的显微组织结构进行表征,并分析微观组织与缺陷的特征及形成原因;对两种状态试样进行室温拉伸试验,对比二者的力学性能,并采用体式显微镜及扫描电子显微镜对断口进行观察,分析断裂特征。结果显示:激光快速成型FGH96沉积态组织主要为垂直于熔覆界面的柱状晶,晶内为细密树枝晶,碳化物聚集于枝晶间;重熔区内枝晶结构明显粗大,显示为白亮色;激光快速成型FGH96材料中的主要缺陷为微裂纹,沉积态微裂纹存在于枝晶间,并沿晶界扩展;固溶时效后为典型沿晶裂纹;固溶时效后,FGH96中碳化物减少,组织更加均匀,晶粒尺寸减小,力学性能较沉积态有所提高。
激光快速成型;FGH96粉末高温合金;微观组织;缺陷
0 引言
激光快速成型技术是20世纪90年代中期出现并迅速发展起来的一项先进成型技术,它将CAD/CAM、高功率激光熔覆和快速原型制造等技术结合起来,在无需任何硬质模具的情况下,可直接利用计算机进行三维设计,制造出实体零件或原型,能够实现高性能复杂结构、致密金属零件的直接成形,具有高柔性、短周期、低成本和市场响应快等优点,在航空航天以及其他工业制造领域有着广泛的应用前景[1-4]。
FGH96高温合金是使用温度为750℃的损伤容限型粉末高温合金,以面心立方的γ相为基体,γ'为主要强化相,具有优良的塑性、蠕变性能和抗疲劳裂纹扩展性能,是高性能发动机涡轮盘、环形件及其他热端部件的关键材料[5-7]。
激光快速成型FGH96高温合金,与传统的热等静压技术相比,生产周期短,可以直接成型形状复杂零部件,并可实现对零件的快速修复,在航空发动机领域具有广泛的应用前景。目前3D打印材料作为静力结构件,已展现出较为优良的性能,但疲劳性能还有待提高,这是受其独特的微观组织特点及缺陷所影响,研究这种新型特殊成型工艺下经不同热处理状态FGH96的显微组织结构与缺陷特点,以及断裂特征,是提高其力学性能的基础,同时也为粉末高温合金的快速制造与修复工艺的改进提供有力依据。
1 试验材料与方法
以粒度范围为 50~100 μm的氩气雾化FGH96合金球形粉末为原料,粉末化学成分如表1所示,以镍基合金板材为基材,在激光快速成形系统中进行试验。该系统由YLR-6000型光纤激光器、双通道送粉器、5轴联动龙门机床(行程2.5 m×3 m×1 m)、同轴连续送粉熔覆头、充氩箱等部分组成。具体工艺参数为:激光功率1.2 kW,光斑直径0.8 mm,扫描速率500 mm/min,搭接率30%~40%,送粉率6~7 g/min,氩气流量30 L/min。成形件尺寸为80 mm×40 mm×30 mm,扫描路径及沉积方向如图1所示。

表1 FGH96合金粉末化学成分(质量分数 /%)Table 1 Chemical composition of powder FGH96 superalloy(mass fraction/%)
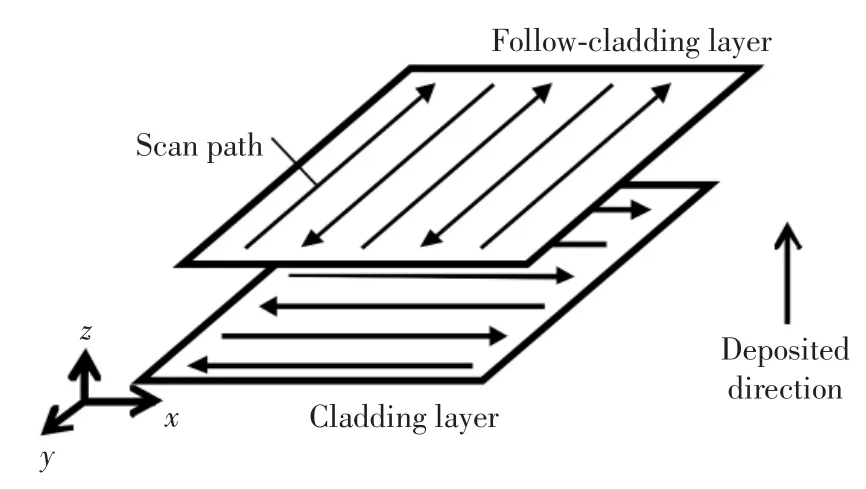
图1 FGH96试样激光快速成型示意图Fig.1 Schematic of the LRP process of FHG96
将成形件用电火花线切割为相等的两部分。其中一部分进行固溶时效处理,热处理制度为: 1150℃×2 h/油淬+760℃×8 h/空冷;另一部分保留为沉积态以作对比。
对激光快速成型后FGH96沉积态与固溶时效态试样沿xz平面取金相样,磨抛后用CuSO4+ HCl+H2O腐蚀剂进行浸蚀,采用Olympus GX51光学显微镜及Camscan 3100扫描电子显微镜对微观组织进行观察。以y方向平行于受力方向取圆形拉伸试样,采用Instron万能力学试验机进行室温拉伸试验。
2 试验结果与讨论
2.1显微组织观察
激光快速成型FGH96沉积态与固溶时效态显微组织分别如图2、图3所示。沉积态低倍观察可见其组织结构主要为垂直于熔覆界面的柱状晶,包括沿沉积方向且部分跨层生长的柱状晶,以及与熔池边缘向中心汇聚方向相一致呈射线状的柱状晶(图2a)。扫描层间以及每个熔池边缘呈白亮状,高倍观察显示晶粒内部均为具有不同取向的树枝晶(图2b),且白亮重熔区中枝晶较一次熔覆区明显粗大。SEM照片显示孔洞与析出相在枝晶间聚集(图2c)。激光快速成型FGH96经固溶时效处理后,显微组织趋于均匀(图3a、图3b),可见明显晶界,沿y方向熔覆层晶粒由沉积态的柱状晶转变为等轴状,沿x方向可见每个独立熔池内晶粒依然为柱状晶,且保持了沉积态时的延伸方向,但晶粒尺寸更加细密。晶粒内虽仍保持一定的枝晶形态,但析出相分布更为均匀(图3c)。
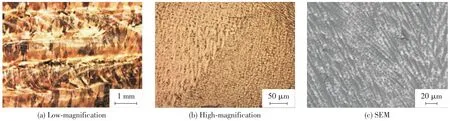
图2 激光快速成型FGH96沉积态显微组织Fig.2 Microstructure of the as-deposited LRP FHG96

图3 激光快速成型FGH96固溶时效态显微组织Fig.3 Microstructure of the LRP FHG96 after solution and aging
激光快速成型是一个熔化并快速凝固的过程,热量由熔池中心向边缘及基体快速传递,形成较大的温度梯度,从而使熔池内已形核晶粒具有明显的定向凝固特征[8-10]。在熔覆过程中,后续熔覆层与已熔覆层的界面呈半熔化态,新晶粒的生长以已熔覆层中半熔化态的晶粒为核心,沿温度梯度方向定向生长,因此可见跨层生长的柱状晶。由于晶核在负的温度梯度下生长,固液界面前沿中液体过冷度较大,结晶潜热散失较快,致使枝晶结构快速形成[11-12]。当晶体以枝晶状生长时,熔体在枝晶间流动,当分枝较多的树枝晶相互搭接形成骨架后,枝晶间的剩余熔体逐渐被分割和封闭起来,因此显微孔洞与元素偏析聚集在枝晶间,在金相观察中显示为深色条状[13-14]。在熔池外缘以及熔覆层间存在重熔区,当已熔覆材料发生二次熔化时,其冷却速率较一次熔化减小,因此重熔区内枝晶结构明显粗大,故显示为白亮色。经固溶时效处理后,组织趋于均匀,部分碳化物发生溶解,对材料形成固溶强化作用[15-16]。
2.2缺陷分析
激光快速成型FGH96材料中的主要缺陷为微裂纹。沉积态中微裂纹,存在于枝晶间,并沿晶界扩展(图4a);固溶时效态中未见明显枝晶,晶界明显,微裂纹为典型沿晶裂纹(图4b)。在激光快速成型过程中,一般认为裂纹的生成是两种影响因素竞争的结果:一是熔化时的热膨胀应力与凝固时的热收缩应力,二是材料抵抗裂纹的能力[17-19]。热应力的产生是由于激光快速成型时的迅速加热与冷却,尤其是搭接区即白亮重熔区,会经历二次熔化和凝固,造成搭接区内具有更高的应力集中。同时,激光快速成型材料具有典型的定向凝固柱状晶结构,一般低熔点共晶易出现在枝晶间并沿柱状晶界分布[20]。因此,晶界一般会成为弱连接区,形成裂纹起源。
2.3力学试验及断口分析
对激光快速成型FGH96沉积态与固溶时效态的圆形试样进行室温拉伸试验,测得拉伸性能见表2,可见经过固溶+时效后的材料力学性能优于沉积态,其屈服强度σp0.2及抗拉强度σb提高100 MPa左右。观察两种不同状态试样的拉伸断口(图5、图6),断口均从心部起源,表面较平整,颈缩不明显。其中,沉积态断面可见少量微裂纹,纤维区和放射区无显著分界,边缘剪切唇清晰;断口心部为等轴韧窝形貌,边缘为剪切韧窝形貌,且韧窝排列保持了一定树枝晶形态。固溶时效态试样断面整体呈沿晶形貌规则排列,可见沿晶微裂纹,部分区域存在疏松形貌。纤维区和放射区亦无显著分界,边缘剪切唇清晰;断口心部主要为沿晶形貌,沿晶面上呈现细小的韧窝,边缘为剪切韧窝形貌,与沉积态相比更加细密。
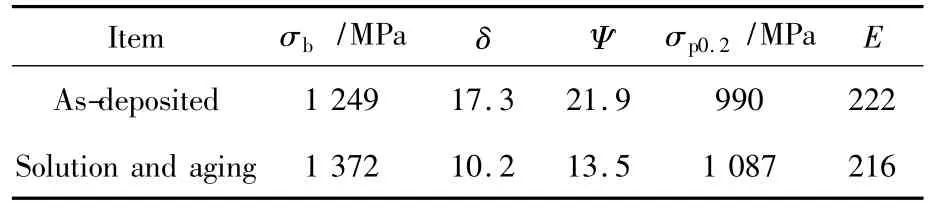
表2 激光快速成型FGH96高温合金室温拉伸性能Table 2 Tension properties of LRP FGH96 at room temperature
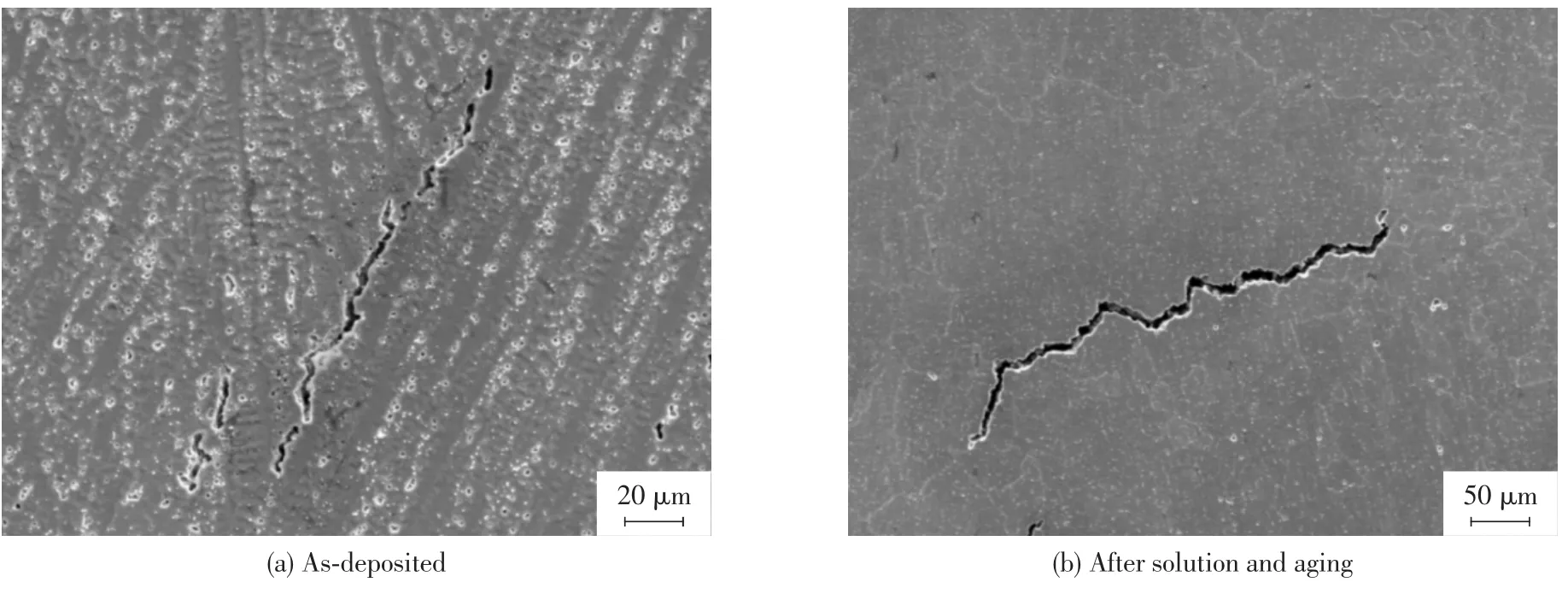
图4 激光快速成型FGH96合金缺陷微观形貌Fig.4 Morphology of cracks in the LRP FGH96 before and after solution and aging
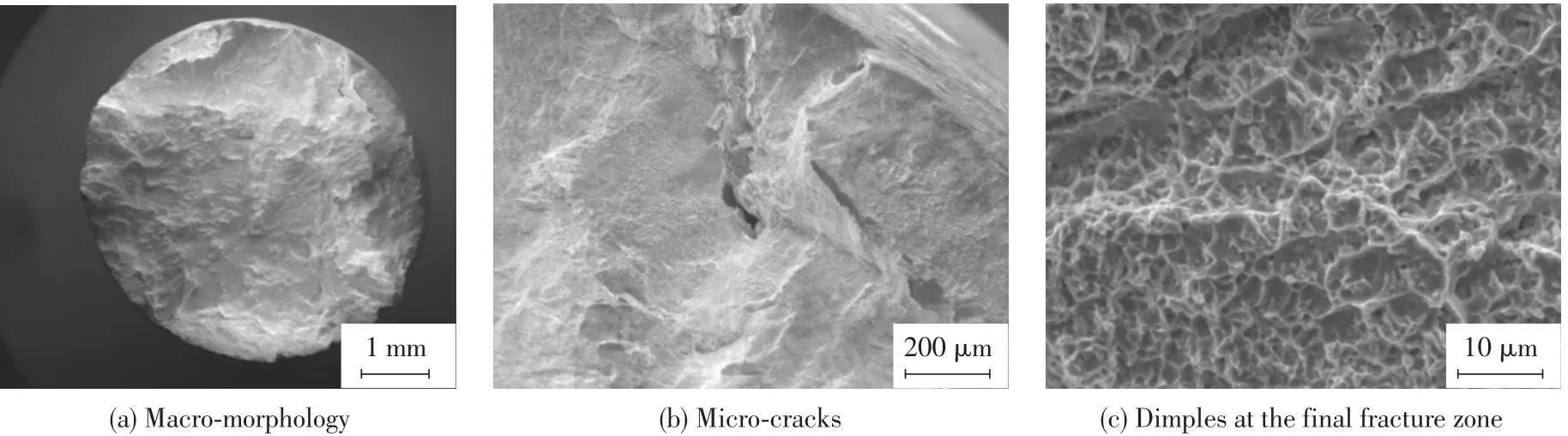
图5 激光快速成型FGH96沉积态断口观察Fig.5 Fracture morphology of the as-deposited LRP FGH96
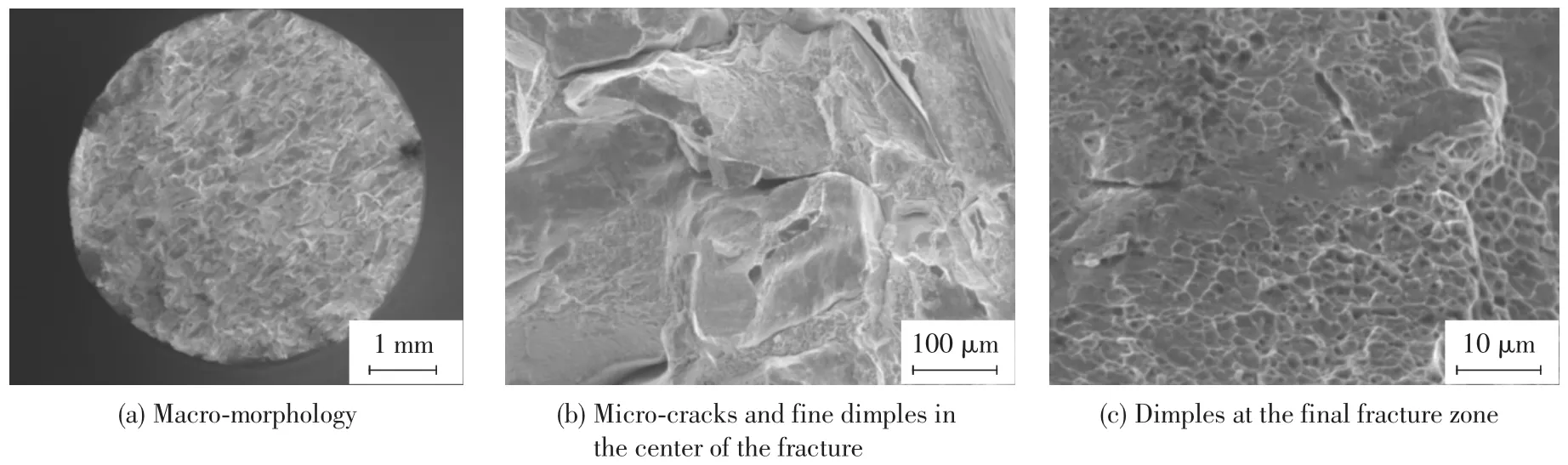
图6 激光快速成型FGH96固溶时效态断口观察Fig.6 Fracture morphology of the LRP FGH96 after solution and aging
两种状态断口形貌所反映的组织特征与金相观察一致,由于材料中存在微裂纹等缺陷,裂纹起源均从心部微裂纹开始,是本批试样中的薄弱结合区,影响了材料总体的力学性能。固溶时效后,晶界更加明显,沿晶断裂特征也较沉积态更为显著,因此,材料的强度显著提高,但塑性有所下降。
3 结论
1)激光快速成型FGH96沉积态组织主要为垂直于熔覆界面的柱状晶,晶内为细密树枝晶,碳化物聚集于枝晶间;重熔区内枝晶结构明显粗大,显示为白亮色。
2)激光快速成型FGH96材料中的主要缺陷为微裂纹,沉积态微裂纹存在于枝晶间,并沿晶界扩展;固溶时效后为典型沿晶裂纹。
3)固溶时效后,FGH96中碳化物减少,组织更加均匀,晶粒尺寸减小,材料的强度提高,塑性下降。
[1]Selcuk C.Laser metal deposition for powder metallurgy parts [J].Powder Metallurgy,2011,54(2):94-99.
[2]Wang F.Mechanical property study on rapid additive layer manufactureHastelloy®Xalloybyselectivelasermelting technology[J].International Journal of Advanced Manufacturing Technology,2012,58(5):545-551.
[3]刘锦辉,刘邦涛,谢雪冬,等.高功率光纤激光熔化成形IN718的工艺及性能[J].航空材料学报,2015,35(4):1 -7.
[4] Tian Y,Mcallister D,Colijn H,et al.Rationalization of microstructure heterogeneity in INCONEL718 builds made by the direct laser additive manufacturing process[J].Metallurgical and Materials Transcations A,2014,45(10):4470-4483.
[5]赵军普,袁守谦,陶宇,等.FGH96合金中γ'和碳化物相平衡计算[J].稀有金属材料工程,2011,40(6):1019-2024.
[6]刘趁意,王淑云,东赟鹏,等.等温锻造工艺对FGH96合金组织性能的影响[J].材料工程,2010(增刊1):321-326.
[7]Zhang M,Li F,Yuan Z,et al.Effect of heat treatment on the micro-indentation behavior of powder metallurgy nickel based superalloy FGH96[J].Materials and Design,2013,49(49): 705-715.
[8]Jin G Q,Li W D.Adaptive rapid prototyping/manufacturing for functionally graded material-based biomedical models[J]. International Journal of Advanced Manufacturing Technology,2013,65(1-4):97-113.
[9]Srivastava D.Microstructural characterization of the γ-TiAl alloy samples fabricated by direct laser fabrication rapid prototype technique[J].Bulletin of Materials Science,2002,25(7):619 -633.
[10]费群星,张雁,谭永生.FGH95合金激光快速成型的显微组织与性能[J].高能束流加工技术,2007(增刊):361-363.
[11]Gu D D,Meiners W,Wissenbach K,et al.Laser additive manufacturing of metallic components:materials,processes and mechanisms[J].International Materials Reviews,2012,57(3): 133-164.
[12]Liu W,Dupont J N.Effects of melt-pool geometry on crystal growth and microstructure development in laser surface-melted superalloy single crystals:Mathematical modeling of singlecrystal growth in a melt pool(part I)[J].Acta Materialia,2004,52(16):4833-4847.
[13] Strondl A,Palm M,Gnauk J,et al.Microstructure and mechanical properties of nickel based superalloy IN718 produced by rapid prototyping with electron beam melting(EBM)[J]. Materials Science and Technology,2011,27(5):876-883.
[14]Sundararaman M,Mukhopadhyay P,Banerjee S.Some aspects of the precipitation of metastable intermetallic phases in Inconel 718[J].Metallurgical and Materials Transactions A,1992,23 (7):2015-2028.
[15]马文斌,刘国权,胡本芙,等.高温固溶热处理对HIP态FGH96合金中碳化物影响规律的体视学研究[J].材料工程,2013(11):43-49.
[16]Pinkerton A J,Li L.The effect of laser pulse width on multiplelayer 316L steel clad microstructure and surface finish[J]. Applied Surface Science,2003,208-209:411-416.
[17]Zhao X,Lin X,Chen J,et al.The effect of hot isostatic pressing on crack healing,microstructure,mechanical properties of Rene88DT superalloy prepared by laser solid forming[J]. Materials Science and Engineering A,2009,504(1-2):129 -134.
[18]Li J,Wang H M.Microstructure and mechanical properties of rapid directionally solidified Ni-base superalloy Rene41 by laser melting deposition manufacturing[J].Materials Science and Engineering A,2010,527(18-19):4823-4829.
[19]赵剑峰,张建华,张剑峰,等.镍合金激光直接烧结成形制件显微结构及微观缺陷[J].中国机械工程,2005,16(3): 264-267.
[20]赵晓明,陈静,何飞,等.激光快速成形Rene88DT高温合金开裂机理研究[J].稀有金属材料与工程,2007,36(2):216 -220.
Analysis of Microstructure and Defects of FGH96 Superalloy Manufactured by Laser Rapid Prototyping
LI Nan1,2,3,4,5,KONG Huan-ping1,2,3,4,5,DU Bo-rui1,5,LIU Chang-kui1,2,3,4,5
(1.Beijing Institute of Aeronautical Materials,Beijing 100095,China;2.Beijing Key Laboratory of Aeronautical Materials Testing and Evaluation,Beijing 100095,China;3.AVIC Failure Analysis Center,Beijing 100095,China;4.Aviation Key Laboratory of Science and Technology on Aeronautical Materials Testing and Evaluation,Beijing 100095,China;5.3D printing Research and Engineering Technology Center,AVIC Beijing Institute of Aeronautical Materials,Beijing 100095,China)
The microstructures of the as-deposited and solution-aging of the laser rapid prototyping(LRP)FGH96 superalloy were observed by using optical microscopy(OM)and scanning electron microscopy(SEM).The character and formation reason of the microstructure and defects of the two samples were also analyzed.Room temperature tension tests were conducted in order to compare the mechanical property of the two condition samples.The rupture characters were analyzed based on the observation of the fractures by using OM and SEM.The results indicate that the main structure of the as-deposited FGH96 is typical directional solidification columnar structure which is perpendicular to the melting interface.The fine dendrite exists within the columnar grain,and the carbides segregate in the interdendrite.The dendrites become coarse in the re-melting region,displaying a bright white color.After solution-aging,the carbides decrease and the microstructure is more homogenous.The main defects of the LRP FGH96 are intergranular cracks,both in the as-deposited and solution-aging samples.The mechanical property of the sample after solution-aging has improved with the as-deposited one.
laser rapid prototyping;FGH96 powder metallurgy superalloy;microstructure;defect
TG132.32
A
10.3969/j.issn.1673-6214.2016.02.012
1673-6214(2016)02-0124-05
2016年1月18日
2016年3月2日
李楠(1983年-),女,博士,工程师,主要从事金属微观物理等方面的研究。
猜你喜欢
中成药(2019年12期)2020-01-04 02:02:26
材料工程(2017年6期)2017-06-22 13:33:24
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
上海金属(2016年3期)2016-11-23 05:19:47
中国环境监察(2016年4期)2016-10-24 05:24:34
科技创新与应用(2016年5期)2016-10-21 09:06:26
中国新技术新产品(2016年6期)2016-05-14 16:10:33
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24
上海金属(2015年1期)2015-11-28 06:01:11
上海金属(2014年1期)2014-12-18 06:51:59