
超声振动与激光加热耦合条件下Al基钎料在TiNi形状记忆合金表面润湿铺展行为
2016-09-07 06:25陶博浩栗卓新
材料工程 2016年3期
李 红,陶博浩,栗卓新,郭 福
(北京工业大学 材料科学与工程学院,北京 100124)
超声振动与激光加热耦合条件下Al基钎料在TiNi形状记忆合金表面润湿铺展行为
李红,陶博浩,栗卓新,郭福
(北京工业大学 材料科学与工程学院,北京 100124)
采用一种超声辅助激光钎焊的方法,对低熔点的Al基钎料在TiNi形状记忆合金合金表面进行了润湿性实验。研究结果表明:随超声时间增加,钎料铺展面积先增大后减少,润湿角先减小后增大。钎料润湿前沿存在Al2Si,Al3Si,AlSi等相,钎料熔滴中心靠近界面处,AlSi和AlSiTi相的晶粒尺寸及其中Si元素的含量均随超声时间增加而逐渐增大;随着激光功率的降低,钎料铺展面积逐渐降低,润湿角逐渐增大,在钎料熔滴中心靠近界面处生长出宽度小于10μm的AlSi(Ti,Ni)金属间化合物。当超声振动时间为1.0s,激光功率470W,母材表面粗糙度为0.03μm时,实验获得的最大铺展面积为106.45mm2,最小润湿角为16°。
超声振动;激光钎焊;钎料;TiNi形状记忆合金;润湿
近等原子比的TiNi形状记忆合金(TiNi SMA)具有优良的形状记忆特性和超弹性,以及良好的抗腐蚀性和生物相容性,在航天、机械、能源、交通和医疗等领域应用广泛,因此开展TiNi SMA连接技术的研究工作非常重要[1,2]。TiNi SMA与异种金属的连接主要存在两方面的问题:(1)TiNi SMA本身对温度及成分变化十分敏感,其焊接工艺控制比较复杂[3];(2)除了要保证TiNi SMA焊接接头无缺陷并具有一定的力学性能之外,还要保证接头的形状记忆效应和超弹性能够达到所需要求。因此,它比一般的金属更难于连接,常用的连接技术主要有:熔焊(激光焊、气保护焊)[4-6]和钎焊(红外钎焊、炉中钎焊、激光钎焊)[7,8]。
根据Ti-Ni二元合金相图可知,当温度在650℃以上时,近等原子比的Ti-Ni合金中主要存在三种合金化合物:Ti2Ni,TiNi,TiNi3。激光焊的焊接接头强度较高,但是由于其焊接温度较高,TiNi SMA焊接接头组织与原母材组织相比,焊缝晶粒尺寸大小不均匀,随着激光脉冲能量的增加,焊缝区和HAZ区组织有粗化趋势[9],并且焊缝中多存在气孔、裂纹以及Ti2Ni等金属间化合物[9,10],影响接头的形状记忆性能和超弹性,限制了合金的应用;而钎焊通过选用合适的中、低温钎料,采用单一或复合钎焊技术,可以将钎焊温度降至合金转变温度以下,保证TiNi SMA母材不熔化,以减少Ti2Ni,TiNi3等合金化合物对焊缝组织的影响。但由于钎料合金元素的扩散系数、热膨胀系数差别较大,在焊缝中极容易产生大量的脆性金属间化合物,从而影响钎焊接头的力学性能及形状记忆功能。有研究者认为可以通过控制焊接工艺或采用预置填充稀土元素的激光焊方法来改善TiNi SMA焊接接头的形状记忆特性[11]。
针对上述问题,本研究采用一种超声辅助激光钎焊的方法,在激光热输入和超声振动耦合作用下,通过激光能量直接加热钎料,可以精确控制钎焊温度在TiNi SMA合金相变温度以下,保持母材固态和原有性能不变;利用超声波去膜和促进填缝的作用,实现异种金属间的无钎剂钎焊连接[12]。
本工作研究了超声振动辅助激光加热条件下,Al基钎料在近等原子比的TiNi形状记忆合金板上的润湿铺展行为,激光功率和超声时间耦合条件下的钎料铺展工艺窗口。并研究了激光功率,超声时间和母材表面粗糙度等参数变化对钎料润湿铺展性能和界面微观组织的影响。
1 实验材料及方法
实验采用熔点为560~600℃的Al-Si-Zn-Ag-Ti钎料,尺寸为5mm×5mm×3mm。润湿铺展母材为Ti50.2Ni49.8形状记忆合金,相转变温度为650℃,熔点为1310℃,尺寸为50mm×40mm×3mm。使用半导体激光器SM30-100D作为能量发射源,最大功率为1000W,光斑有效加热尺寸8mm×8mm。超声波设备频率20kHz,振幅55μm。采用RaytekM13红外测温仪对润湿铺展的钎料表面进行测温。润湿铺展实验采用座滴法,将钎料置于母材上,加热钎料至其下塌熔化,在钎料一侧位置加载超声波振动,使钎料润湿铺展母材。润湿铺展工艺参数范围:超声振动时间为0.5~2.5s、激光功率分别为273W(激光电流35A)、340W(激光电流40A)、407W(激光电流45A)和470W(激光电流50A)。首先确定Al基钎料在TiNi SMA母材表面润湿铺展的工艺窗口(不同表面处理的母材表面粗糙度Ra分别为0.03μm和0.8μm)。参考此工艺窗口选择合适的激光功率和加热时间参数,进行钎料的润湿铺展实验。将铺展后的试样,以1元硬币作为参照物扫描,制图后用AUTOCAD计算面积。并取所有试样的最大横截面制备金相试样,腐蚀后在BX51M金相显微镜下测量润湿角,使用3400N型扫描电镜观察界面组织形貌。
2 结果与分析
2.1超声振动时间与激光功率耦合润湿工艺窗口
图1(a),(b)分别为低熔点Al基钎料在不同表面粗糙度的TiNi SMA母材上润湿铺展的工艺窗口。横坐标是激光功率,纵坐标是加热时间,指的是从激光开始加热钎料到钎料全部熔化所需的时间。钎料熔化后,超声波加载时间为0.5~2.5s,图中梯形区域将工艺窗口分为A区、B区和C区。
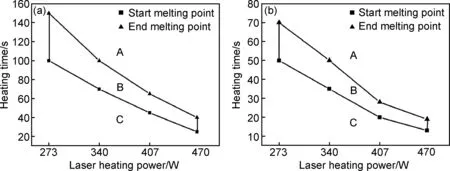
图1 Al基钎料在TiNi SMA表面铺展润湿的工艺窗口(超声波加载时间0.5~2.5s)(a)Ra=0.03μm;(b)Ra =0.8μmFig.1 Wetting lobe of Al-based brazing filler metal on TiNi SMA substrates(ultrasonic vibrating time 0.5-2.5s)(a)Ra=0.03μm;(b)Ra=0.8μm
图1中的A区域表示下述过程:采用激光加热钎料至钎料熔化下塌,加载超声波振动瞬间钎料会铺展润湿母材,但随即会被整体或部分震飞,钎料熔滴在母材上形成了颜色黑暗、表面粗糙的球冠形润湿表面,其铺展面积较小,润湿角较大。这是因为激光加热钎料的时间过长,表面氧化严重,在加载超声振动时,钎料氧化膜破碎并在液态钎料前沿塞积,阻碍钎料流动,减少液态钎料表面张力,使钎料被震飞;图1中的C区域表示下述过程:钎料受热表面出现下塌,加载超声振动时钎料没有铺展润湿母材,其中部分钎料被整体震飞,钎料熔滴在母材上没有形成球冠形润湿表面,无铺展面积和润湿角。这是因为激光加热钎料的时间过短,钎料内部没有完全熔化,在加载超声振动时,钎料已经熔化的部分较少,不足以破碎氧化膜和铺展润湿母材,导致钎料被震飞;图1中的B区域表示下述过程:对下塌后的钎料加载超声振动,没有产生钎料飞溅或者从母材表面脱落的现象,钎料激光功率与超声时间能够实现很好的耦合,钎料在母材上形成了颜色光亮、表面光滑圆润的润湿球冠,与A,C区域中的润湿球冠相比其铺展面积大,润湿角小。因此,可将B区域视为超声振动时间与激光功率耦合条件下钎料润湿的工艺窗口。
由图1(a),(b)可知,随着激光功率不断增大,加热钎料所用的时间逐渐缩短,B区域的窗口也越来越狭窄。如图1(a)所示,当TiNi SMA母材表面粗糙度Ra=0.03μm、激光功率为273W时,加热钎料所用时间约为150s;而当激光功率为470W时,加热时间仅为40s。
图2为表面粗糙度Ra=0.03μm,不同激光功率条件下,加热时间与Al基钎料表面温度的关系图。由图2可知,激光功率较高,在较短时间内(40,60s)内钎料表面温度可以达到620℃左右,而激光功率较低时,由于钎料表面已存在较厚的氧化膜层,即使加热时间较长(100,150s),钎料表面温度也较低,只有510℃左右,不足以熔化钎料。
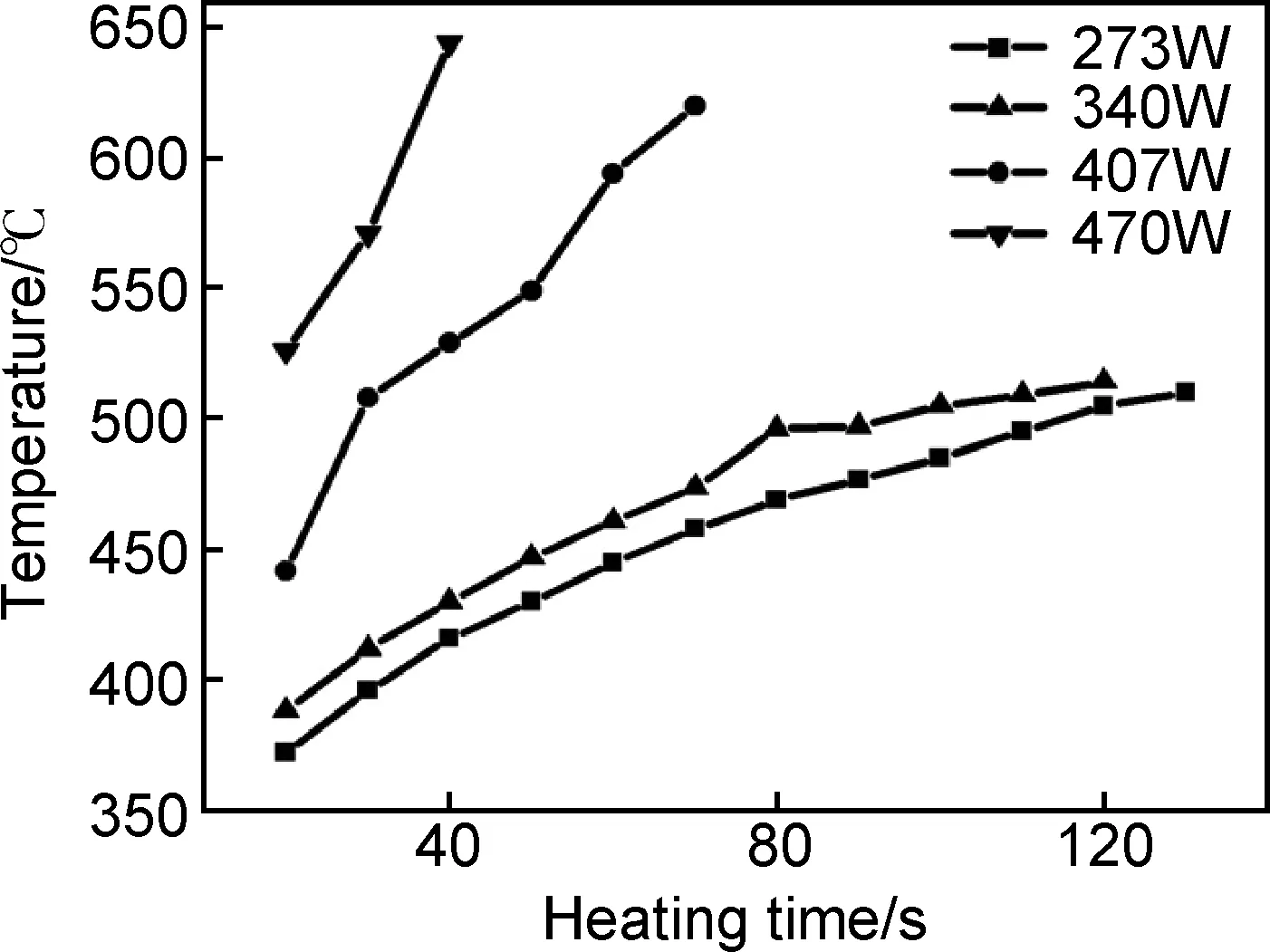
图2 不同激光功率条件下,钎料表面温度与加热时间的关系Fig.2 Variation of brazing filler surface temperature with heating time under different heating powers
2.2超声振动时间对Al基钎料润湿铺展性的影响
激光功率为470W、TiNi SMA母材表面粗糙度Ra=0.03μm时,超声振动时间对钎料铺展润湿性的影响规律如图3所示。随着超声振动时间的增加,Al基钎料在TiNi SMA表面的铺展面积先增大后减小,润湿角变化趋势与铺展面积相反,呈现先减小后增大的趋势。当超声时间为1.0s时,可获得最大铺展面积为106.45mm2和最小润湿角为16°。
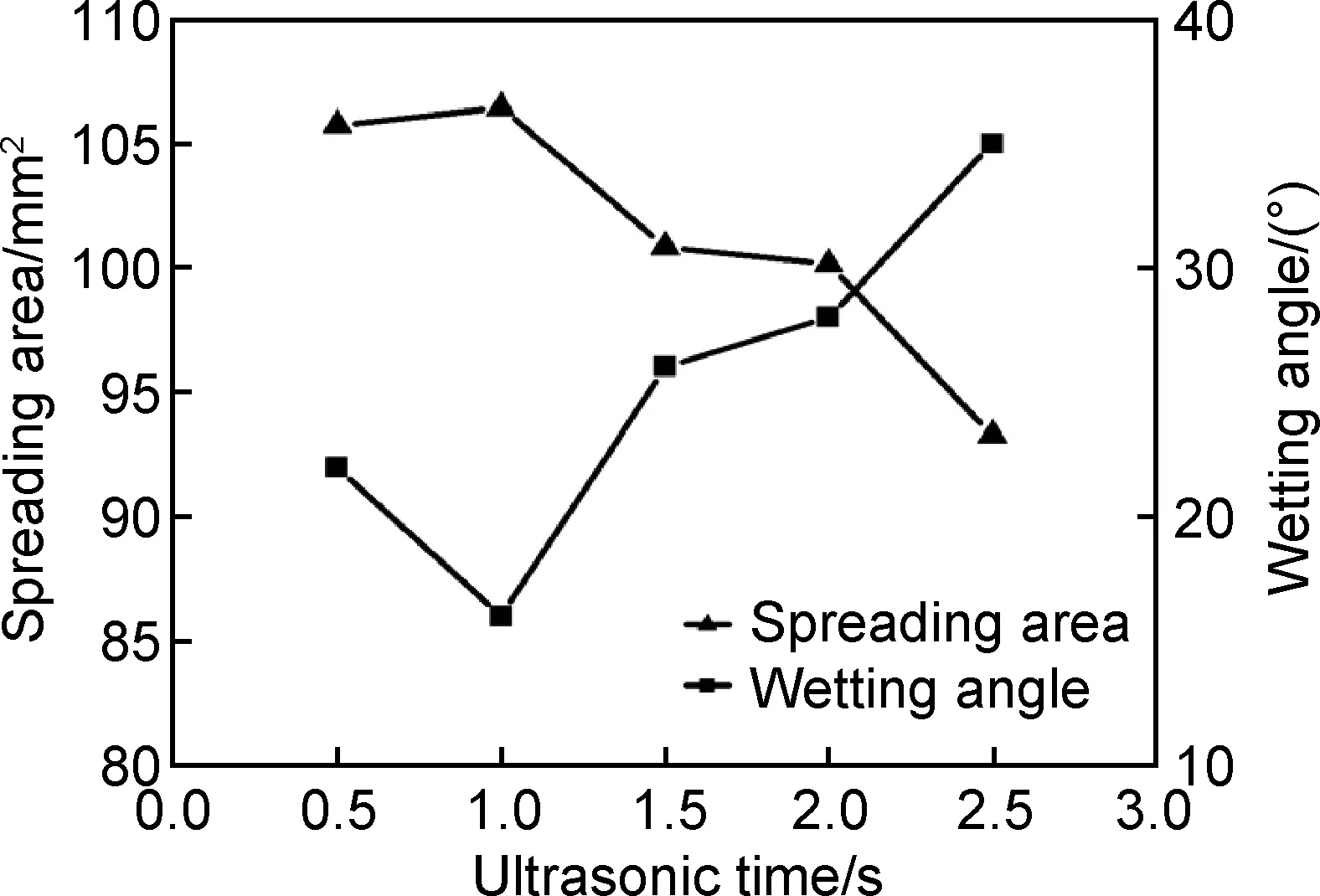
图3 超声振动时间对Al基钎料润湿铺展面积和润湿角的影响Fig.3 Effect of ultrasonic vibrating time on spreading area and wetting angle
选取超声振动时间为1.0s和2.5s的金相试样进行SEM和EDS分析,结果见图4,5及表1,2。由表1,2可知,超声振动时间为1.0s及2.5s时,图4(a)和图5(a)中钎料铺展前沿的黑色物相均是Al2Si,Al3Si,AlSi相等。当超声振动时间为1.0s时,在靠近母材的钎料熔滴中心位置主要存在的组织为Al2Si(Zn,Ti),Al3Si,AlTi3,AlSi2相等;当超声振动时间为2.5s时,在靠近母材的钎料熔滴中心位置则主要存在的组织为Al3Si2,Si2(Al,Ti),AlSi2相等。而图5(b)中的灰白色、白色晶粒尺寸及其中Si元素的含量均大于图4(b)中的晶粒尺寸及Si元素含量。
随着超声振动时间的延长,超声振动破碎基体和钎料表面氧化膜,一方面促进了钎料的润湿,另一方面也促进并加快了钎料与母材的相互作用,使得钎料中的Si元素、母材中的Ti等元素逐渐向润湿界面集中,并在界面处形成新的化合物。同时,在超声振动作用下,液体内部会产生强对流,会增大形状因子,使得析出的晶粒形状会更大、更接近圆形,而在液体内部发生超声空化作用时,空化气泡破碎瞬间能产生高压和不低于5000℃的高温[13],可以破碎晶粒生长过程中生成的细小枝晶,使得晶粒变得更加粗大,这些晶粒在界面处集中,阻碍了钎料的进一步流动,从而影响了钎料在TiNi SMA母材表面的铺展和润湿。
2.3激光功率对Al基钎料润湿铺展性的影响
超声振动时间为1.0s,表面粗糙度Ra=0.03μm时,激光功率对Al基钎料的铺展润湿影响见图6。随着激光功率的增加,Al基钎料在TiNi SMA表面的铺展面积逐渐增大,润湿角逐渐减小。激光功率为273W时,铺展面积最小,为91.73mm2,润湿角最大,为70°。
选取激光功率为273W的金相试样进行SEM及EDS分析,结果见图7及表3。由表3可知,在钎料铺展前沿存在少量灰色大块状富Al化合物,而在富Al化合物之间以及钎料铺展前沿存在大量的灰白色小颗粒状AlSi2相以及棒状、针状的AlSi和Si4Ti3相;在靠近母材的钎料熔滴中心位置主要存在白色富Si相以及灰白色的AlSi2相等,而钎料在润湿铺展过程中,在钎料熔滴中心位置界面处形成了金属间化合物,呈现块状或小锯齿状,主要成分是AlSi2(Ti,Ni)相和AlSi(Ti,Ni)相,如图7(b)中g点所示。
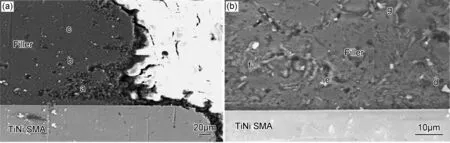
图4 超声振动时间为1.0s、激光功率470W时钎料润湿界面微观组织(Ra=0.03μm)(a)钎料铺展前沿;(b)钎料熔滴中心Fig.4 Microstructures of wetting interface at ultrasonic vibrating time 1.0s,laser heating power 470W (Ra=0.03μm) (a)frontier of brazing filler metal spreading;(b)center of brazing filler metal spreading
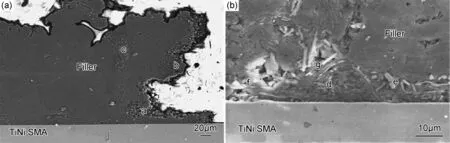
图5 超声振动时间为2.5s、激光功率为470W时钎料润湿界面微观组织(Ra =0.03μm)(a)钎料铺展前沿;(b)钎料熔滴中心Fig.5 Microstructures of wetting interface at ultrasonic vibrating time 2.5s ,laser heating power 470W (Ra=0.03μm)(a)frontier of brazing filler metal spreading;(b)center of brazing filler metal spreading
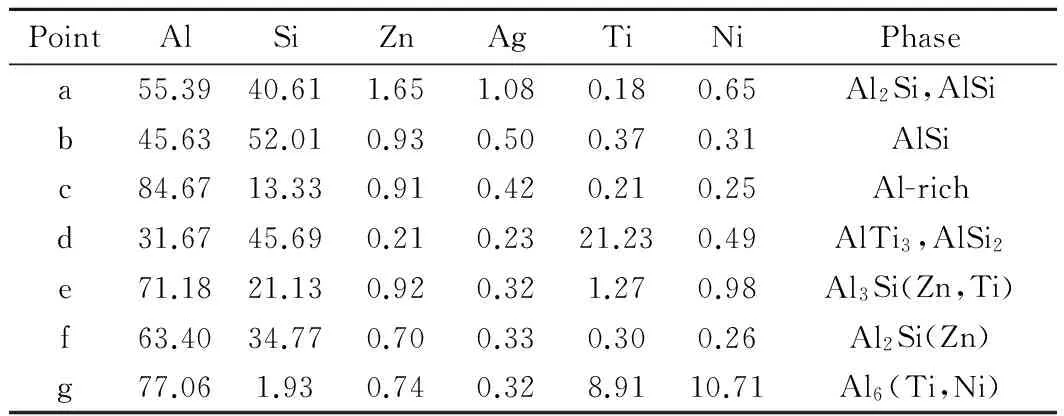
PointAlSiZnAgTiNiPhasea55.3940.611.651.080.180.65Al2Si,AlSib45.6352.010.930.500.370.31AlSic84.6713.330.910.420.210.25Al-richd31.6745.690.210.2321.230.49AlTi3,AlSi2e71.1821.130.920.321.270.98Al3Si(Zn,Ti)f63.4034.770.700.330.300.26Al2Si(Zn)g77.061.930.740.328.9110.71Al6(Ti,Ni)
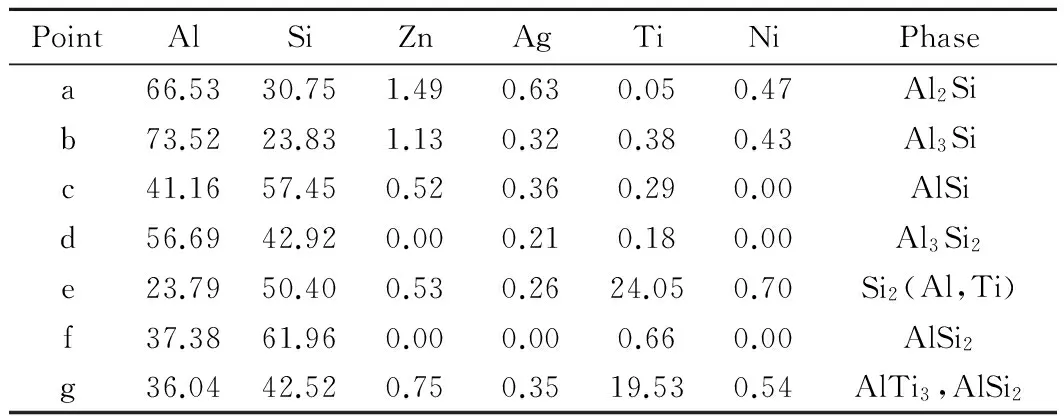
表2 图5中各点成分能谱分析结果(原子分数/%)
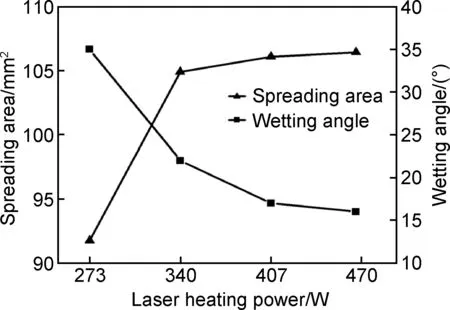
图6 激光功率对Al基钎料润湿铺展面积和润湿角的影响Fig.6 Effect of laser heating power on spreading area and wetting angle
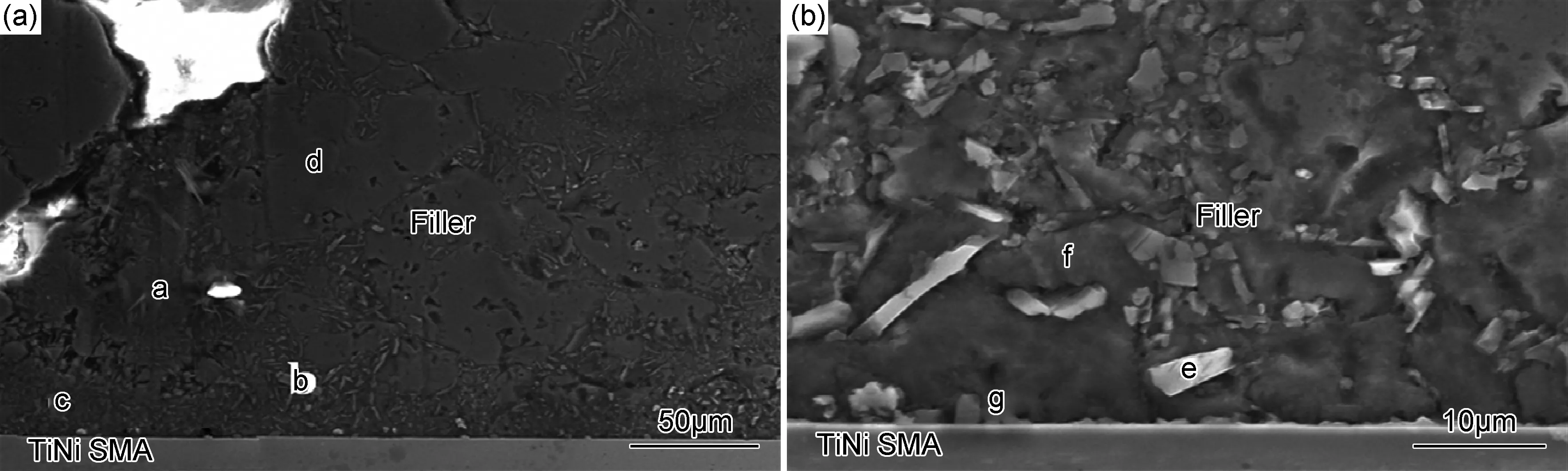
图7 激光功率为273W、超声振动时间1.0s时,钎料润湿界面微观组织(表面粗糙度Ra=0.03μm) (a)钎料铺展前沿;(b)钎料熔滴中心Fig.7 Microstructures of wetting joints at laser heating power 273W,ultrasonic vibrating time 1.0s (Ra=0.03μm) (a)frontier of brazing filler metal spreading;(b)center of brazing filler metal spreading
当激光热输入较低时,激光加热时间较长,钎料表面会形成一层较厚的氧化膜,影响钎料对热量的吸收,钎料内部存在部分未完全熔化、高熔点的富Si相,在加载超声振动时,高熔点的富Si相以及部分钎料氧化膜会钎料流动前沿塞积、冷却并凝固,阻碍钎料流动;而在界面处,由于Ti元素和Si元素之间的亲和能力较大,Ti元素可以降低Si元素在液态钎料中的化学势[14],因此钎料中的Si元素向TiNi合金一侧运动,在界面处发生了Si的偏析,同时母材中的Ti元素也向Al基钎料靠近界面一侧扩散,由于Si元素向TiNi合金一侧的扩散速度没有Ti元素向Al基钎料中扩散的速率快,所以在界面处钎料内部形成了许多AlXSiYTiZ化合物。在钎料熔滴中心位置钎料距离激光照射的位置比较近,照射时间较长,温度较高,界面反应比较剧烈,形成了块状或锯齿状的金属间化合物并垂直于界面方向长大,而当金属间化合物的宽度均低于10μm时,可以认为这些金属间化合物对TiNi SMA激光钎焊接头力学性能影响较小。
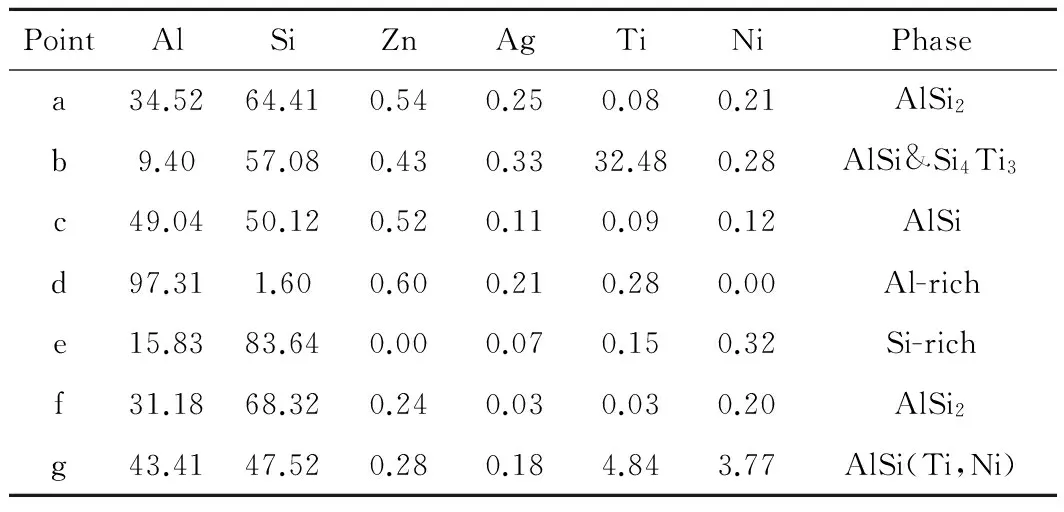
表3 图7中各点成分能谱分析结果(原子分数/%)
3 结论
(1)实验获得了激光热输入和超声振动耦合作用下,Al基钎料在不同表面粗糙度的TiNi SMA表面的润湿铺展工艺窗口。随着激光功率的不断增加,钎料受热变软下塌熔化的时间逐渐减少,钎料实现良好润湿铺展的工艺窗口也越来越窄。当TiNi SMA母材表面粗糙度为0.03μm,激光功率为470W时,可以在最短时间40s内实现Al基钎料的润湿铺展,并获得最高的表面温度,约为620℃。
(2)研究了工艺参数对低熔点Al-Si-Zn-Ag-Ti钎料在TiNi SMA表面铺展润湿性的影响规律。随着激光功率的不断增加,钎料的铺展面积逐渐增加,润湿角逐渐减少;随着超声振动时间的增加,钎料的铺展面积先增大后减少,润湿角先减小后增大。Al基钎料在TiNi SMA表面铺展润湿的最佳工艺参数为:超声振动时间为1.0s,激光功率470W,TiNi SMA母材表面粗糙度为0.03μm,实验获得的最大铺展面积平均值为106.45mm2,最小润湿角约为16°。
(3)激光功率为470W、TiNi SMA母材表面粗糙度为0.03μm,超声振动时间分别为1.0,2.5s时,钎料铺展前沿的黑色物相均是Al2Si,Al3Si,AlSi相等;在靠近母材的钎料熔滴中心位置,随着超声振动时间的增加,钎料中灰白色、灰色的AlXSiY相及AlXSiYTiZ相的晶粒尺寸及其中Si元素的含量均逐渐增大变多,会阻碍钎料的流动,影响TiNi SMA钎焊接头力学性能。
(4)超声振动时间为1.0s、TiNi SMA母材表面粗糙度为0.03μm,激光功率为273W时,钎料铺展前沿存在少量灰色大块状富Al化合物、大量的灰白色小颗粒状AlSi2相等;随着激光功率的降低,加热时间的延长,而钎料在润湿铺展过程中,在钎料熔滴中心位置界面处形成了宽度小于10μm的金属间化合物,呈现块状或小锯齿状,主要生成相是AlSi(Ti,Ni)相等,这些宽度较小的金属间化合物对TiNi SMA激光钎焊接头力学性能的影响比较小。
[1]赵连成,蔡伟,郑玉峰. 合金的形状记忆效应和超弹性[M]. 北京:国防工业出版社,1992. 20-30.
[2]何开元. 功能材料导论[M]. 北京:冶金工业出版社,2008. 11-15.
[3]CHAU E T F,FRIEND C M,ALLEN D M,et.al. A technical and economic appraisal of shape memory alloys for aerospace applications[J]. Materials Science and Engineering: A,2006,438-440: 589-592.
[4]FALVO A,FURGIUELE F M,MALETTA C. Laser welding of a NiTi alloy: mechanical and shape memory behavior [J]. Materials Science and Engineering: A,2005,412: 235-240.
[5]VIEIRA L A,FERMANDES F M,MIRANDA R M,et al. Mechanical behaviour of Nd:YAG laser welded superelastic NiTi[J]. Materials Science and Engineering: A,2011,528: 5560-5565.
[6]POUQUET J,MIRANDA M R,QUINTINO L,et al. Dissimilar laser welding of TiNi to stainless steel[J]. International Journal of Advanced Manufacturing Technology,2012,61:205-212.
[7]SHINE R H,WU S K. Infrared brazing of Ti50Ni50shape memory alloy using two Ag-Cu-Ti active braze alloys [J]. Intermetallics,2006,14(6): 630-638.
[8]李红,栗卓新.汪应玲,等. TiNi形状记忆合金与不锈钢的瞬时液相扩散焊[J]. 稀有金属材料与工程,2011,40(8):1382-1386.
LI Hong,LI Zhuo-xin,WANG Ying-ling,et al. Transient liquid phase diffusion bonding of TiNi shape memory alloy and stainless steel[J]. Rare Metal Materials and Engineering,2011,40(8): 1382-1386.
[9]LI H M,SUN D,CAI X L,et al. Laser welding of TiNi shape memory alloy and stainless steel using Co filler metal[J]. Optics & Laser Technology,2013,45: 452-460.
[10]SONG P,ZHU Y, GUO W,et al. Mechanism of crack formation in the laser welded joint between NiTi shape memory alloy and TC4[J]. Rare Metal Materials and Engineering,2013,42(2): 6-9.
[11]王蔚,陈俐,赵兴科,等. 预置填充稀土激光焊接对TiNi形状记忆合金功能性的影响[J]. 稀有金属材料与工程,2008,37: 1819-1823.
WANG Wei,CHEN Li,ZHAO Xing-ke,et al. Effect of laser welding of preset rare earth to the welded joint on the functional properties of the Ti-50.9at% Ni shape memory alloy[J]. Rare Metal Materials and Engineering,2008,37: 1819-1823.
[12]许志武,闫久春,钟利,等. 铝合金超声波钎焊过程中液态钎料的填缝及界面润湿行为[J]. 材料工程,2012,(10): 1-4.
XU Zhi-wu ,YAN Jiu-chun,ZHONG Li,et al. Filling and wetting behaviors of liquid filler metal in the process of ultrasonic soldering of aluminum alloy[J]. Journal of Materials Engineering,2012,(10): 1-4.
[13]MCNAMARA W B,DIDENKO Y T,SUSLICK K S. Sonoluminescence temperatures during multi-bubble cavitation[J]. Nature,1999,401(6755): 772-775.
[14]陈树海,李俐群,陈彦宾. 铝/钛异种合金激光钎焊接头界面特性[J].中国有色金属学报,2008,18(6): 991-996.
CHEN Shu-hai,LI Li-qun,CHEN Yan-bin. Interface characteristic and property of Ti/Al dissimilar alloys joint with laser welding-brazing[J]. The Chinese Journal of Nonferrous Metals,2008,18(6): 991-996.
Spreading and Wetting Behavior of Al-based Brazing Filler Metal on TiNi Shape Memory Alloy Substrate by Coupled Effect of Ultrasonic Vibration and Laser Heating
LI Hong,TAO Bo-hao,LI Zhuo-xin,GUO Fu
(College of Materials Science and Engineering,Beijing University of Technology,Beijing 100124,China)
Laser was used as heating source and laser brazing assisted with ultrasound was performed,aiming to wet Al-based brazing filler metal with low melting points on TiNi SMA substrates. The result shows that with the increase of ultrasonic time,the spreading areas increase firstly and then decrease. Black Al2Si,Al3Si,AlSi phases are observed at wetting frontier. The grain size of AlSi and AlSiTi phases in the center of the droplet near interfacial region, as well as the Si content contain in these grains increases with ultrasonic time. In addition,with the decrease of laser heating power,the spreading areas also decrease,whereas the wetting angle increases. Intermetallic compound AlSi(Ti,Ni) with a width less than 10μm grows in the center of the droplet near interfacial region. Under the following optimal processing parameters,ultrasonic vibration time 1.0s,laser heating power 470W and the substrate surface roughness 0.03μm,the maximum spreading areas obtained is 106.45mm2and the optimum wetting angle is 16°.
ultrasonic vibration; laser brazing; brazing filler metal; TiNi SMA; wetting
10.11868/j.issn.1001-4381.2016.03.011
TG454
A
1001-4381(2016)03-0066-06
国家自然科学基金青年科学基金项目(50905003)
2014-01-12;
2015-11-30
李红(1977-),女,副教授,博士,主要从事钎焊及特种连接研究,联系地址:北京市朝阳区平乐园100号北京工业大学材料科学与工程学院(100124),E-mail:hongli@bjut.edu.cn
猜你喜欢
煤炭学报(2021年2期)2021-03-24
作文·小学低年级(2020年6期)2020-07-14
制造技术与机床(2017年3期)2017-06-23
中华老年口腔医学杂志(2016年4期)2017-01-15
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
